
Fターム[4F201AH55]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 丸形容器(←びん、ジャー、タンク) (160)
Fターム[4F201AH55]に分類される特許
81 - 100 / 160
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
樹脂一体成形体及びその製造方法

【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器口部のように、所望の部位が選択的に発泡されていない非発泡領域となっている樹脂成形体を提供する。
【解決手段】熱可塑性樹脂の一体成形体であって、該成形体は、面方向でみて発泡領域と非発泡領域とから形成されており、非発泡領域が、結晶化度が13%以上であることを特徴とする。
(もっと読む)
プラスチック半加工品用マイクロ波加熱装置およびマイクロ波によるプラスチック半加工品を加熱する方法
本発明は、熱可塑性材料から成る予備成形物(1)を加熱する方法および装置に関し、該予備成形物は、その加熱に続いて変形作用を受ける。予備成形物は、少なくとも加熱時間の一部の間、共振器(11)のマイクロ波に露出される。本発明の好ましい進展によれば、予備成形物の加熱は、共振器内で行われる。共振器は、電磁放射がその中に導かれ、その後、放射が連続反射によって所定の期間保持される構成要素である。共振器には、適切な電界強度分布を有する適切なマイクロ波場を発生させることが求められる。 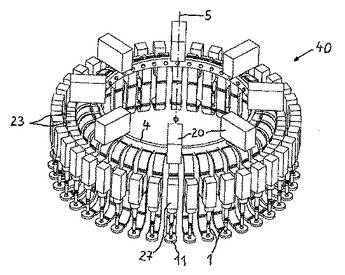 (もっと読む)
(もっと読む)
ブロッキング防止プリフォーム

【課題】口部の内径より胴部の外径を細く形成したプリフォームにおいて、プリフォームのブロッキングを防止し、スタッキングしても容易に引き離すことができる樹脂容器形成用のプリフォームを提供すること。
【解決手段】胴部外径を口部内径より細く形成した、樹脂容器形成用のプリフォームにおいて、他のプリフォームの口部内に入った場合に、他のプリフォームの口部内面に接触する突起を底部に形成した。これにより突起は、その頂部が口部内面に接触し、他のプリフォームとの間に空間を形成して口部内面と底部が密着しないように保持して、プリフォームのブロッキングを防止できる。
(もっと読む)
ラベル付きプリフォーム、ラベル付き容器及びラベル装備付き圧縮成形機
【課題】PETボトルのキャップを外すことなく、プリフォームの金型番号などを識別すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内周部にラベル7を配設し、ラベル7を溶融樹脂とともに圧縮成形することによってプリフォームの外側底部にラベル7を装着する。ラベル7にはプリフォームを形成した金型の番号などを付して、識別できるようにした。
(もっと読む)
圧縮成形によるプリフォームの成形方法
【課題】 圧縮成形金型から取り出したプリフォームにガスバーナーなどによる外部加熱処理を行って、内部歪みを除去する方法においては、プラスチック成形ラインでの火気の使用による防火管理及び安全管理の面での負担が大きくなり、加熱設備の費用や維持の点においても経費が増大して経済コスト性が低下してしまい、また、加熱処理後に再度冷却するので、エネルギー消費も増加して経済コストや環境対策面でも負荷となっているので、かかる外部加熱処理における問題を解消する。
【解決手段】 圧縮成形機により合成樹脂溶融塊状体であるドロップを圧縮成形してプリフォームとなし、金型からプリフォームを取り出す際に、プリフォームを常温より高温である状態で取り出し空冷することを特徴とする、プリフォームを成形する方法。
(もっと読む)
溶融樹脂塊供給装置
【課題】 圧縮成形用の雌型のキャビティまで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型のキャビティ内に確実に落とし込むことができる溶融樹脂塊供給装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイド9に対して振動を与える振動発生手段16を設けたことを特徴とするものであり、それにより溶融樹脂塊13が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型のキャビティ内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
溶融樹脂供給方法及び溶融樹脂供給装置
【課題】溶融樹脂の揮発成分が搬送手段の表面に付着することなく、溶融樹脂供給装置を長時間、安定して稼働すること。
【解決手段】圧縮成形機の溶融樹脂供給装置の押出機の押出ユニット4は、押出ノズル30の押出開口35cから溶融樹脂11を排出する。押出ノズル30の外周部には、冷却用ガスを噴出するエア噴出ノズル35を設け、押出開口35cから押出された溶融樹脂11の表面へ向けて、溶融樹脂11面を冷却用ガスによって冷却するようにした。
(もっと読む)
容器を形成するためのプレフォームおよび対応する容器
長手軸(Z)の周囲に延在する側壁(5)と、前記長手軸(Z)に横向きに配置される端部壁(4)とを有し、前記端部壁(4)の1つ地点(A)が、特定の残余溶解エンタルピー(ΔHspec)の値を有する中空の本体(2)を備え、該側壁(5)の少なくとも1つの地点が(B、F、L、O)が、前記値より大きな特定の残余溶解エンタルピー(ΔHspec)の別の値を有する、容器を形成するためのプレフォーム。底部壁(32)によって密封された第1端部区域(33)と、密封手段に係合するのに適した第2端部区域(34)とを有し、前記底部壁(32)の少なくとも1つの地点(A’)が、前記第2端部区域(34)と異なる前記収容本体(31)の地点(B’、F’、L’)の特定の残余溶解エンタルピー(ΔHspec)を著しく下回る特定の残余溶解エンタルピー(ΔHspec)の値を有する収容本体(31)を備える容器。 (もっと読む)
プリフォーム取出装置
【課題】プリフォームの移送中に姿勢を安定させて擦り傷が付きにくいプリフォームの取出装置を提供すること。
【解決手段】容器の前成形体として圧縮成形機2により形成されるプリフォーム12が圧縮成形機2からプリフォーム12の搬送コンベア3まで受け渡しされるプリフォーム取出装置1が設けられ、取出装置1は、回転アーム10によって回転可能なグリップユニット11に取付けられたプリフォーム12を支持するグリップ35を設け、グリップ35には回転半径方向へ進退可能にする手段を設けるとともに、回転アーム10に設けた揺動軸によって前記グリップを揺動可能にする手段を設け、プリフォーム12の回転軌道に一定区間追従させるように構成している。
(もっと読む)
プリフォーム、プリフォームから形成される容器及びプリフォームの圧縮成形機
【課題】PETボトルのキャップを外すことなく、金型番号などを識別できる容器及び容器の圧縮成形機を提供すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内壁部に形成した刻印によってプリフォームの外側底部に刻印を形成することによって、容器本体2の底部6に金型番号7及びキャビティー型番号8の刻印を形成し、容器本体2の底部6の中心点Cを含む部分に亘って、容器本体2の製造番号7,8を形成するようにした。
(もっと読む)
樹脂被覆発泡ペレット
【課題】 外観の美しい、二重壁発泡構造の箱形容器の提供。
【解決手段】 少なくとも熱可塑性樹脂、発泡剤および架橋剤を含有する発泡ペレットが、さらに熱可塑性樹脂で被覆されている樹脂被覆発泡ペレットと、熱可塑性樹脂を含有する樹脂組成物を用い、回転成形して得られる二重壁構造の箱形容器。樹脂被覆発泡ペレットの作用により、外皮が十分に厚く形成されているため、外皮が薄くなって発泡層が透けて見えたりすることによる外観不良がない。
(もっと読む)
プリフォームの受け取り治具
【課題】十分には冷却されていない状態のプリフォームを、変形を生じさせることなく、取り出し治具から受け取り、次の装置に受け渡すことの可能な受け取り治具を提供する。
【解決手段】 取り出し治具12からプリフォーム1を受け取って次に搬送する受け取り治具21であって、中心にプリフォーム1内に挿入されるガイド用突起21cを設け、プリフォームの口部1aの外側に真空吸引される空間24を形成し、その空間の負圧をプリフォームのフランジ1bに作用させて吸着保持する構成とし、更にガイド用突起21cには外部に連通した通気孔35を設けてプリフォーム1内を大気に開放しておき、変形しやすいプリフォーム胴部1cに負圧を作用させないようにする。
(もっと読む)
容器及び容器を得るためのプリフォーム
圧縮成形プリフォーム(1;31;41;51;61;71;81;91)から得る容器には、支持面に載置することを目的とする基壁(203;303)と、主軸(X)を囲む側壁(202;302)とを含み、上記主軸(X)付近で測定した上記基壁(203;303)の厚さ(C4;P4)を、上記側壁(202;302)の厚さ(C1;P1)の8.2倍以下とする。 (もっと読む)
射出成形プリフォーム
【課題】 本発明は従来の射出成形装置をノズル部、金型等を大きく変更することなく使用でき、連続稼働可能で工業的な利用ができるゲートカット不要のプリフォーム、特には底部形状の創出を技術的な課題としたものである。
【解決手段】 射出成形された2軸延伸ブロー成形用のプリフォームにおいて、底部外面中央に、長さ寸法を最大で前記底部の肉厚の1.5倍とした射出成形において形成されるスプルー部をカットしないで有し、底部内面中央のスプルー部に対向する位置に、スプルー部も含めた底部の肉厚の変動を緩和するように、スプルー部による凸状の形状を補完する凹部を形成し、凹部に2軸延伸ブロー成形における延伸ロットの先端部が嵌入して芯出し可能な構成とする。
(もっと読む)
酸素吸収性樹脂物品形成用ペレット及びその製造方法
【課題】酸化触媒を多量に用いることなく、酸素吸収の誘導時間が短い酸素吸収性樹脂物品を成形することができる酸素吸収性樹脂物品形成用ペレットを提供すること。
【解決手段】熱可塑性樹脂(A)及び担体に担持されていない酸化触媒(B)を含む樹脂ペレットであって、ペレット形成後に酸素を0.2ml/g以上吸収させてなることを特徴とする酸素吸収性樹脂物品形成用ペレット。このペレットは、熱可塑性樹脂(A)及び担体に担持されていない酸化触媒(B)を非酸化雰囲気下で溶融混練して樹脂ペレットを成形し、次いで得られたペレットに40℃以上の酸化雰囲気下で酸素を吸収させることにより製造できる。
(もっと読む)
多層物品およびその製造方法
軸対称物体を形成する多層物品を製造する方法であって、該物品は、少なくとも、平均厚さTおよび高さHの側壁に接続される径Dの基部を含み、該方法は、同時押出成形された多層仕込み品を金型のキャビティ中に供給し、次に、物品を形成するために該仕込み品を圧縮することに存し、仕込み品は対称軸に関して軸対称の物体を形成すると共に、仕込み品はそれらの少なくとも一つが薄い機能層であるいくつかの層の放射状スタックからなり、該仕込み品の外径はほぼDに等しくあり、圧縮の方向は該仕込み品の対称軸に平行であると共に、圧縮は仕込み品の一つの面上で行われるが、この方法は、仕込み品が該面の一部上でのみ圧縮されるという事実を特徴とする。  (もっと読む)
(もっと読む)
物品を形成するための装置
投与量(3)を受けるためのキャビティ(53)、および物品(2)の切り下げ部を成形するために相互に可動である少なくとも2つの部分(35)を備えるダイ手段(54)と、少なくとも2つの部分(35)の接触を維持するために締付け力を加えるための流体手段とを備え、この流体手段が、投与量(3)がキャビティ(53)内に実質的に包含されているとき適用可能な初期の力から、少なくとも2つの部分(35)が切り下げ部を成形するとき適用可能な最終的な力まで締付け力を非連続的に増大させるためのものである、プラスチックの投与量(3)から物品(2)を形成するための装置。 (もっと読む)
中空成形品の製造方法
【課題】 ダイレクトブロー成形法による延伸ブローボトルの製造にあたり、省エネルギー化を図りつつ、インジェクションブロー成形と同程度の口部寸法精度、バリア性、耐衝撃性を得る。
【解決手段】 押出ヘッド51から押し出されたパリソン2をプリフォーム型6に入れて有底円筒状のプリフォーム3の一次成形を行った後、リップ型61は口部32を保持した型閉め状態を持続させつつ、胴型62だけを型開きして胴部35を空中に露出した状態に保持する。これにより、口部は接触による熱交換冷却を十分に持続させて高い寸法精度を確保しつつ、胴部は延伸ブローに必要な保有熱に維持しかつ空中保持期間に内部と外表面との均温化が図られる。押出ヘッドからの押出時にパリソンの外表面を冷却することにより、プリフォーム表面の透明性を高める。
(もっと読む)
パール調外観を有するプラスチック容器及びその製造方法
【課題】 着色成分を使用せず、発泡セルの分布によりパール調外観が付与されており、商品価値が高く、しかもリサイクル適性にも優れたプラスチック容器を提供する。
【解決手段】 最大延伸方向に沿った容器壁10の断面でみて、平均長径が 400μm以下で且つ平均アスペクト比(L/t)が6以上の偏平形状を有する発泡セル1が、該延伸方向を指向し且つ厚み方向に重なり合うように、容器壁10中に分布していることを特徴とする。
(もっと読む)
81 - 100 / 160
[ Back to top ]