
Fターム[4F201BL25]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 構成部品、付属装置、補助装置 (590) | 制御、検知 (69)
Fターム[4F201BL25]に分類される特許
21 - 40 / 69
水中ペレタイザにおけるカッターハブの位置を制御するシステム
水中ペレタイザ内でブレードを調整するカッターハブの位置制御装置は、ペレタイザカッターハブに取り付けられたモーションロッドに連結され、ペレタイザモータの中空軸を貫通して延びている。カッターハブの位置制御装置は、この位置制御装置が取り付けられたモーションロッドの軸と共線であり、横断し、または平行する面内にあってもよい。カッターハブ位置制御装置の調整は、フィードバック制御機構を利用することにより自動化されている。 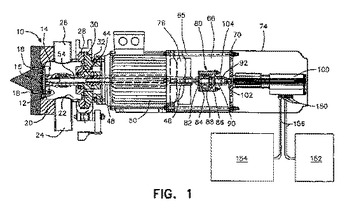 (もっと読む)
(もっと読む)
造粒機、およびそれを用いた固化成型物の製造方法
【課題】熱可塑性樹脂フイルム粉砕物を円筒状固形物に固化成型する造粒機において、ダイス温度の上昇により、フイルム粉砕物が部分的に融点以上となり、溶融、融着し、連続的に造粒機運転を行うことが不可能となるのを防ぎ、熱可塑性樹脂フイルムから高品位かつ所定の大きさの円筒状固化成型物を効率良く得る事ができる造粒機を提供する。
【解決手段】熱可塑性樹脂フイルムを円筒状固化成型物を成型するための造粒機において、造粒機カバーの外部から内部への給気手段と、造粒機カバーの内部から外部への排気手段とを有し、さらに冷却媒体を供給する供給手段を有し、造粒機運転時に給気、排気と冷却媒体の供給を実施することにより、ダイスの温度上昇を融点未満の温度に低減させ、熱可塑性樹脂フイルムの温度が部分的に融点以上となるのを防ぐ。
(もっと読む)
高軟化温度を有する樹脂の粒子化方法

【課題】高軟化温度を有する樹脂の粒子化方法を提供する。
【解決手段】この粒子化方法は、溶融樹脂のストランドを製造するための孔開きプレート2と、プロセス流体および切断装置3を含むプロセスチャンバー1とを用い、プロセスチャンバー1からプロセス流体と粒子との混合物が排出され、粒子が冷却セクション7にて冷却される、特に120℃以上の高軟化温度を有する樹脂の粒子化方法である。この方法においては、プロセスチャンバー1には、特には水であるプロセス流体が、120℃以上の温度、および2bar以上の圧力で満たされており、プロセス流体と粒子との混合物は、圧力を維持しつつ冷却セクション(7)を通過し、セパレータ(8)に導入され、セパレータ(8)において、粒子は、大気圧まで減圧するための圧力ロック(10)を通過した後に、プロセス流体から分離され、排出される
(もっと読む)
熱可塑性物質からストランドを連続成型して粒状化する装置および方法
【課題】本発明は、最大径が4mmである複数のノズル開口部を含むノズルヘッドと、ノズル開口部を出る可塑性ストランドを冷却し、送りローラを介して、可塑性ストランドを長さが約2〜3mmである粒状に粉砕する切断ユニットの入口へ案内する湿潤案内手段とを備える、熱可塑性材料からストランドを連続鋳造し粒状化する装置に関する。
【解決手段】ノズルから案内手段を介して切断ユニットの送りローラまでにストランドが冷却される間に、ノズル開口部の中央空間領域における少なくとも100m/分の溶融物の流速は、切断ユニットが2000回切断/秒より高い切断速度でストランドを切り刻むように上昇する。
(もっと読む)
熱可塑性樹脂組成物ペレットの製造方法
【課題】繊維状フィラー含有熱可塑性樹脂組成物を溶融・混練し、ストランド方式によって樹脂ペレットを製造する際に発生する、ストランドからの繊維状フィラーの毛羽立ちを抑制することができる方法を提供する。
【解決手段】繊維状フィラーを含有する熱可塑性樹脂を溶融・混練し、口金孔8の内径Dが3〜6mmであって、口金孔8の長さLと内径Dの比L/DがL/D=4〜8である口金から、口金孔一つにおける単位面積当たりの流量qがq=35〜70(g/min・m2・個)で口金から押し出してストランドを形成する。該ストランドを、カットして熱可塑性樹脂組成物ペレットを製造する。
(もっと読む)
ホットカット装置
【課題】廃プラスチックからペレットを製造する場合であってもカッタケース内の観察を良好に行うことが可能なホットカット装置を提供する。
【解決手段】ホットカット装置は、ダイ孔が形成されたダイ2と、カッタ刃3を保持するカッタホルダを備え、カッタホルダを回転駆動させるカッタユニット4と、カッタ刃3を内部に収容するカッタケース5と、カッタ刃3を冷却するためにカッタケース5内に配置された冷却手段7と、カッタケース5内の、カッタ刃3によりペレット20が切断される領域を可視化する可視化手段6,10と、カッタケース5の下部からカッタケース5内に空気を供給する送気手段12,14,18aと、カッタケース5の上部から排気空気を排出させる排気手段15,17,18bと、を有する。
(もっと読む)
水中カット造粒装置のダイプレート
【課題】ヒートチャネルに流れる加熱媒体の流量を簡単に安定化する。
【解決手段】径外流路20、径内流路21及びヒートチャネル22の少なくとも1つに、ヒートチャネル22に流れる加熱媒体の流量を安定化させる流量安定化手段が設ける。流量安定化手段は、径外流路20側又は径内流路21側のどちらか一方に形成されて当該流路に加熱媒体を供給する供給口30と、供給口30が形成されていない径外流路20側又は径内流路21側の他方に形成されて当該流路から加熱媒体を排出する排出口31とにより構成されている。また、流量安定化手段は、各ヒートチャネル22に形成した同一断面積の絞り部33により構成されている。
(もっと読む)
熱可塑性樹脂ペレットの製造方法および製造装置
【課題】形状の安定したペレットを製造できる熱可塑性樹脂のペレット製造方法およびその製造装置を提供する。
【解決手段】溶融状態の熱可塑性樹脂が保持された槽内を加圧し、当該樹脂を排出し、固化および細断して得たペレットを、気体流体にて圧送する方法、あるいは減圧吸引する方法にて配管を通して貯蔵容器へ移送を行うペレットの製造方法であって、ペレットを移送する配管の入口と出口との差圧の変動幅が10%以内となるように前記槽内の圧力を制御して、樹脂の排出量を調節することを特徴とする熱可塑性樹脂ペレットの製造方法。
(もっと読む)
熱可塑性材用の熱的および気圧的に制御された供給システムを用いて成形および反応性重合化を行なうための方法および装置
連続処理であって、機械化されかつ自動化された供給システムは、押出成形、ペレット化、熱処理、乾燥、および形成された高分子ペレットの後処理を含む、ペレット化処理に、熱的におよび気圧的に調整された成分を正確に運ぶ。成分を組合せて、溶液、分散液、乳剤、調合物などを形成することができる。これらの成分をさらに反応および熱的に変形させて、オリゴマー、プレポリマー、ポリマー、共重合体、およびその組合せを形成する。 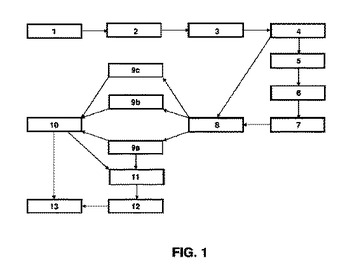 (もっと読む)
(もっと読む)
繊維強化樹脂ペレットの製造方法及び装置
【課題】本発明は、押出機の先端のダイスの手前にギヤポンプ装置を設け、樹脂に混合される繊維の繊維切断や短小化を防止しつつ高品質の繊維強化樹脂ペレットを製造することを目的とする。
【解決手段】本発明による繊維強化樹脂ペレットの製造方法及び装置は、押出機(1)の溶融樹脂に対してサイドフィード用供給口(6)又はベント穴部(9)から供給される繊維(7a)が供給されて混合され、押出機(1)の先端に設けられたギヤポンプ装置(11)及びダイス(10)を介して繊維強化ストランド(12)として成形され、ストランドカッタ(15)で切断されて繊維強化樹脂ペレット(14)を製造する方法と構成である。
(もっと読む)
水中造粒システム用の位置決め可能なガス注入ノズルアセンブリ
位置決め可能なガスノズルアセンブリ(100)は、加圧空気又は他の不活性ガスをペレットスラリーに注入し導入して造粒機から乾燥機へのスラリーの速度を増加するノズルチューブ(100)を有する。可変的に位置決め可能なノズルチューブ(100)は、手動又は自動制御システムを使用して、挿入し、後退し、及び/又は中間で位置決めすることができる。自動制御システムは、好ましくは、ノズルチューブに固定して結合されたキャリッジ(160)と移動可能に係合する気圧シリンダ(154)を含む。気圧シリンダは、キャリッジと磁気的に結合しているピストン(172)を含み、加圧空気のシリンダへの注入に応じたピストンの移動により、キャリッジとノズルチューブが移動し、可変位置を得るようにした。  (もっと読む)
(もっと読む)
発泡性熱可塑性樹脂粒子の製造方法、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡成形体の製造方法
【課題】水中ホットカット法による発泡性熱可塑性樹脂粒子の製造において、造粒用ダイスの先端部の温度を制御することで、効率よくノズルの目詰まりを防ぐことができ、均一な粒径の粒子を長期間に渡って生産することが可能な技術の提供。
【解決手段】造粒用ダイスの樹脂吐出面に開孔したノズルから吐出される発泡剤含有樹脂をカッターにより冷却媒体中で切断して発泡性熱可塑性樹脂粒子を得る水中ホットカット法による発泡性熱可塑性樹脂粒子の製造において、冷却媒体と接するダイスの樹脂吐出面から、発泡剤含有樹脂の吐出方向と逆向きの方向に2〜3mmの位置でのダイス温度が、熱可塑性樹脂のビカット軟化点温度のマイナス30℃〜プラス20℃の範囲となり、且つ冷却媒体の温度が10〜60℃の範囲となるように温度制御しつつ、発泡性熱可塑性樹脂粒子を得ることを特徴とする発泡性熱可塑性樹脂粒子の製造方法。
(もっと読む)
中空ペレットの押出成形のための方法および装置
中空ペレットを製造するための押出成形プロセスが記載される。さらに、中空ペレットを製造するために用いることができるペレタイザ装置も開示されている。プロセスおよび装置は、中空ペレットを製造するために、ダイオリフィスと、ダイオリフィス内に配置されるインサートとを有する押出成形ダイを使用する。 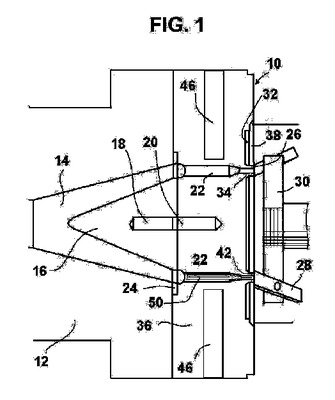 (もっと読む)
(もっと読む)
混練押出機、及びコンパウンドの検査方法
【課題】コンパウンド製造中にフィラーに関係する異常を検知してロットアウト品を低減することが可能な混練押出機、及びコンパウンドの検査方法を提供する。
【解決手段】混練押出機1は、ダイ部5の構成及び構造と、第二ダイ8の下流に設けられる撮影装置10及び画像解析評価装置11とによって、フィラーの凝集有無や分散状況をコンパウンド15の製造開始前、製造終了直前、或いは製造中における任意のタイミング等で評価することができるように構成されている。ダイ部5の第一ダイス7は、コンパウンド用として押し出すことができるように設けられている。第二ダイ8は、検査用として押し出すことができるように設けられている。第二ダイ8から押し出されると、フィルム状樹脂16となる。樹脂送り切替部9は、フィラーを含む溶融樹脂の送り方向を切り替える部分として設けられている。
(もっと読む)
造粒器のカッタースピンドル整合方法と合成樹脂粒子を製造する造粒器
【課題】首尾一貫して非常に良く最適な顆粒品質までを保証でき、しかも、大きな造粒器でも高い装入量を備えて、簡単な整合が完全に組み立てた状態でも、特に装置の稼働に与えられる方法と装置を準備すること。
【解決手段】この発明は、一つの切断プレート(4)に対する造粒器、特に地下水造粒器のカッター軸を整合する方法に関する。カッター軸の出来るだけ正確な整合が首尾一貫して非常に良く最適にまで顆粒品質のためにより重要である。この発明によりそのような次の工程が達成され得る。駆動モータによってカッター軸(14)を回転的に駆動させ、カッター軸(14)に作用する力を検出し、適切な信号を発生させ、そして信号に依存して切断プレート(4)に対するカッター軸(14)の整合と特に角度整合を調整させる。
さらに、この発明は、一つの切断箱(2)と一つのカッター軸(14)とを備えて、このカッター軸には切断箱(2)内で回転可能に収容されたカッター保持体が保持されていて、このカッター保持体が稼働中に切断プレート(4)と協働し、カッター軸(14)と結合できる駆動モータを備えて、合成樹脂顆粒を製造する造粒器、特に地下水造粒器に関して、カッター軸(14)に作用する力を検出する手段、適切な信号を発生させる手段と、信号に依存して切断プレート(4)に対するカッター軸(14)の整合を調整する調整手段(30、30’、30”)が設けられている。  (もっと読む)
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置
【課題】連結された回巻体の切り替え失敗を引き起こすことなく、含浸ダイに対して強化用繊維束を長時間にわたり連続して供給できるようにした、長繊維強化熱可塑性樹脂ペレットの製造方法及び製造装置を提供すること。
【解決手段】連結された回巻体11,12から順に強化用繊維束Rを取り出し、その際に、非回転式外取り法で繊維束Rを取り出すに際し、回巻体11,12の内側に芯ガイド120を挿入し、回巻体11,12の上方に取出しガイド110を設け、各回巻体11,12について、平面視において取出しガイド110と当該回巻体の軸心点Cとを結ぶ直線の延長線が当該回巻体の外周円と交わる点を最遠点Pと称すると、軸心点Cと最遠点Pとを含む鉛直面に直交する方向から見ての正面視において、最遠点Pから斜め上方へ延びる強化用繊維束パスラインと当該回巻体の軸心線CLとのなす取り出し角θが45°以下となるようにする。
(もっと読む)
ガラス長繊維強化熱可塑性組成物の製造方法
本発明は、ガラス長繊維強化熱可塑性組成物の製造方法であって、a)多くとも2質量%しかサイズ剤組成物を含有しない少なくとも1種類の連続ガラス多繊維ストランドのパッケージからストランドを解き、b)この少なくとも1種類の連続ガラス多繊維ストランドに0.5から20質量%の含浸剤を施して、含浸連続多繊維ストランドを形成し、c)含浸連続多繊維ストランドの周りに熱可塑性高分子の被覆を施して、被覆された連続多繊維ストランドを形成する各工程を有してなり、含浸剤が、不揮発性であり、熱可塑性マトリクスの融点よりも少なくとも20℃低い融点を有し、施用温度で2.5から100cSの粘度を有し、強化すべき熱可塑性高分子に適合している方法に関する。この方法により、パッケージの取扱いと解くのに問題がなくなり、使用する設備のファウリングがなくなり、製造が安定かつ一定になり、被覆工程中の再現性がよくなり、良好な機械的性質および高品質の表面外観を有する物品に製造できるガラス長繊維強化熱可塑性製品が得られる。 (もっと読む)
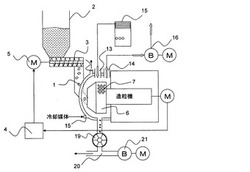
ポリマー顆粒の製造方法および装置
ポリマー顆粒製造装置(1)は、添加剤(25)と推進剤(31)を簡単でしかも柔軟な方式で混合できるようにするために、第1および第2の静的融液冷却器(9,37)を有するが、その際に前記第1融液冷却器(9)はスクリュー機(13)の上流側に配され、前記第2融液冷却器(37)は前記スクリュー機(13)の下流側に配される。準備されたポリマー融液(2)を前記第1融液冷却器(9)の内部で冷却することにより、前記添加剤(25)を損なわれることがないように非常に穏やかに前記ポリマー融液(2)中に混ぜ入れることが可能となる。 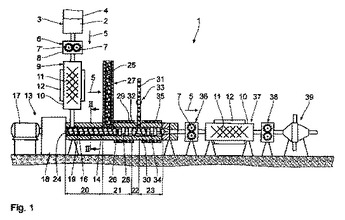 (もっと読む)
(もっと読む)
プラスチック材料からペレットを製造するための装置、およびこれを動作させる方法
本発明は、プラスチック材料またはペレット化すべき材料からペレットを製造するための装置に関する。
この装置が、ペレット化すべき材料の少なくとも1つのストランド(2)を出力する連続鋳造装置(1)と、ストランド(2)を載せてストランドをペレット(6)へと分割するペレタイザ(5)へと送ることができる少なくとも1つの搬送ベルト(4)を備えるベルトコンベア(3)とを備える。
本発明は、ベルトコンベア(3)が、切り換え可能な搬送ベルト(4)の搬送方向を有しており、すなわちペレタイザ(5)へと向かう送り搬送の方向と、ペレタイザ(5)から遠ざかる排出搬送の方向とを有していることを特徴とする。
さらに、本発明は、前記装置を動作させるための方法に関する。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造用含浸ダイ
長繊維強化熱可塑性樹脂成形材料の製造方法を提供する。この方法は、プロセスチャンバー14に溶融熱可塑性樹脂を満たすステップと、このプロセスチャンバーの中に少なくとも一本の連続繊維ストランドを送るステップと、溶融熱可塑性樹脂56を含浸させた連続繊維ストランド50を引抜成形するステップと、熱可塑性樹脂を含浸させた少なくとも一本の連続繊維ストランドをペレット60に切断するステップとを含む。また、この方法は、適切な含浸を確保するために、特定な式に従ったペレットの加工を含む。 (もっと読む)
21 - 40 / 69
[ Back to top ]