
Fターム[4F201BL33]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 構成部品、付属装置、補助装置 (590) | シート、ストランドカットの (361) | 押出機 (209) | ダイス (123)
Fターム[4F201BL33]の下位に属するFターム
曲面状、円筒面状の (13)
Fターム[4F201BL33]に分類される特許
1 - 20 / 110
樹脂造粒用ダイプレート
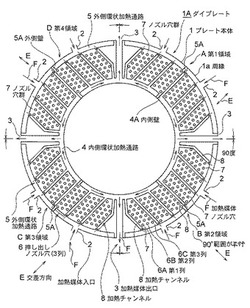
【課題】本発明は、各ノズル穴群の押し出しノズル穴の数を従来よりも多くして大量処理に対応可とし、加熱媒体の加熱チャンネルへの通過を一度のみとすることにより各押し出しノズル穴の温度差をなくすことを目的とする。
【解決手段】本発明による樹脂造粒用ダイプレートは、各加熱チャンネル(8)間の各押し出しノズル穴(6)は、プレート本体(1)の円周方向と交差する交差方向(E)に沿って少なくとも3列配設され、前記加熱チャンネル(8)に流す加熱媒体(F)は1回のみであり、前回供給し温度が低下した加熱媒体(F)は次回には続いて供給しないようにした構成である。
(もっと読む)
ポリマーペレットの製造方法

【課題】射出成形に用いた際にシルバーが発生しにくく、インフレーションフィルム成形時に膜割れが発生しにくいエチレン・不飽和カルボン酸共重合体のアイオノマーまたはそのけん化物のポリマーペレットの製造方法の提供。
【解決手段】エチレン・不飽和カルボン酸共重合体の酸基の一部または全部が金属(イオン)で中和されてなるアイオノマー、またはエチレン・不飽和カルボン酸エステル共重合体のエステル基の一部または全部が金属(イオン)でけん化されてなるけん化物を、溶融押出機にて加熱して溶融混練する工程と、混練物を前記溶融押出機先端のダイス1より押出して溶融ストランド2を形成する工程と、前記溶融ストランドを金属ベルトクーラの金属ベルト3,4上に供給し前記溶融ストランドを冷却して固化する工程と、固化した前記溶融ストランドを断片化する工程とを有するポリマーペレット22の製造方法。
(もっと読む)
樹脂造粒用ダイプレート
【課題】加熱媒体は1回のみ加熱チャンネル内を流れて加熱媒体出口から出ることにより、押し出しノズル穴の温度差をなくしてペレットの品質を保つことを目的とする樹脂造粒用ダイプレート。
【解決手段】プレート本体1を360/n(n=4又は6又は8)度毎の各領域A〜n又は90度毎の第1〜第4領域a〜Dとして内側環状加熱通路4及び外側環状加熱通路5を形成し、加熱媒体入口2から供給された加熱媒体Fは各加熱チャンネル8を1回のみ流れた後は、加熱媒体出口3から外部に出るようにすることによって、1度加熱チャンネル8を流れて温度低下した加熱媒体Fをそのまま再び加熱チャンネル8に流さないようにし、各押し出しノズル6の温度のバラツキを防止する構成である。
(もっと読む)
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
造粒装置
【課題】引火性の高い発泡剤が用いられた廃発泡性樹脂を、発泡剤の引火を防止しながら処理して造粒体を製造できる造粒装置を提供すること。
【解決手段】造粒装置1は、造粒動作を行うペレットミル2と、材料をペレットミル2に供給する定量供給機3と、ペレットミル2へ材料を供給する供給ダクト23から第1サイクロンセパレータ4を介して空気を吸引する第1吸引ブロワ5と、ペレットミル2からのペレットの排出路から第2サイクロンセパレータ6を介して空気を吸引する第2吸引ブロワ7を備える。第1吸引ブロワ5により、供給ダクト23内に材料の供給方向と反対方向に向かう空気流を形成し、第2吸引ブロワ6により、ダイケーシング22内にペレットの排出方向と反対方向に向かう空気流を形成する。
(もっと読む)
ポリスチレン系発泡性樹脂粒子の製造方法
【課題】水中カット式造粒機を用いて均質なポリスチレン系発泡性樹脂粒子を得ること。
【解決手段】 複数のダイス孔を有するダイスと、該ダイスに溶融樹脂を供給する押出機とを備え、前記ダイスがダイバータバルブを有し、該ダイバータバルブが、前記押出機から供給される溶融樹脂を前記ダイス孔に供給する第一の流路と機外に排出する第二の流路とを有している水中カット式造粒機を用い、発泡剤を含有する溶融ポリスチレン系樹脂を前記押出機から前記ダイスに供給しつつ前記第二の流路を通じて機外に排出させる準備工程を実施し、該準備工程後に、前記溶融ポリスチレン系樹脂の流路を前記第一の流路に切り替えてポリスチレン系発泡性樹脂粒子を作製するポリスチレン系発泡性樹脂粒子の製造方法であって、前記第一の流路への切り替え前の前記溶融ポリスチレン系樹脂の樹脂圧が、前記切り替え後の10%以上となるようにして前記準備工程を実施することを特徴とするポリスチレン系発泡性樹脂粒子の製造方法を提供する。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】発泡剤が含有された熱可塑性樹脂粒子であって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下であることを特徴とする加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下である加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子を得る製造方法。
(もっと読む)
型内発泡成形用熱可塑性樹脂発泡粒子の製造方法
【課題】型内発泡成形用熱可塑性樹脂発泡粒子の製造方法を提供する。
【解決手段】熱可塑性樹脂組成物を押出機に供給して発泡剤の存在下にて溶融混練する工程と、上記押出機の前端に取り付けたノズル金型1から熱可塑性樹脂押出物を押出し、この熱可塑性樹脂押出物を発泡させながら、上記ノズル金型の前端面に接触しながら回転する回転刃5によって切断して熱可塑性樹脂発泡粒子を製造し、上記熱可塑性樹脂発泡粒子を切断応力によって飛散させる工程と、上記熱可塑性樹脂発泡粒子を上記ノズル金型1の前方に配設した冷却部材の冷却ドラム41内周面に沿って流している冷却液42に衝突、浸漬させて冷却する工程とを備えており、上記冷却液42の厚みが上記熱可塑性樹脂発泡粒子の粒径の1.5倍以上となるように調整していることを特徴とする。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体
【課題】機械強度に優れた発泡成形体を製造可能であり、かつ型内発泡成形における成形サイクルを短縮化でき、生産性にも優れた発泡性ポリスチレン系樹脂粒子の提供。
【解決手段】重量平均分子量(Mw)26万未満のポリスチレン系樹脂35〜65質量部と、重量平均分子量(Mw)26万以上のポリスチレン系樹脂65〜35質量部とを混合し、発泡剤を含有させてなる発泡性ポリスチレン系樹脂粒子。
(もっと読む)
粒子状ポリマーの製造方法および粒子状ポリマーの造粒装置
【課題】均一な大きさのペレット等の粒子状のポリマーの製造方法を提供する。
【解決手段】溶融ポリマーを複数の孔を有するダイヘッド11を通してストランドにし、切断して粒子状ポリマーを製造する際に、溶融ポリマーを水平方向からダイヘッド11に供給し、ダイヘッド11下部より押出し、ダイヘッド11の出口温度の最高値と最低値との差を5℃の温度範囲内に制御する。溶融ポリマーは、例えば、芳香族ジヒドロキシ化合物と炭酸ジエステルとのエステル交換反応により溶融重縮合して得られるポリカーボネート等が適用できる。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
押出造粒装置のスクリーン及び押出造粒装置
【課題】耐久性を向上させた押出造粒装置用のスクリーン、及びかかるスクリーンを有する押出造粒装置、及びかかるスクリーンの形成方法を提供する。
【解決手段】本発明による押出造粒装置(1)用のスクリーン(4)は、内面(12)及び外面(14)と、内面(12)から外面(14)に材料を通過させる多数の孔(16)を有する。スクリーン(4)は、疲労強度が少なくとも300MPaのステンレス鋼で形成される。各孔(16)は、内面側の直線部分(22)と、外面側のテーパ部分(24)を有し、ドリル加工で形成される。本発明はまた、かかるスクリーン(4)を有する押出造粒装置(1)、及び、かかるスクリーン(4)を形成する方法に関する。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】溶融樹脂組成物をストランド状に押し出すための樹脂押出用ダイを用いて押出成形する方法において、樹脂成形品に比較的大きな目やにが異物として混入することを抑制可能な方法を提供する。
【解決手段】押し出された樹脂ストランド91の引き取り速度Vs(m/min)と、樹脂ストランド91の搬送経路における冷却媒体93中に設けられた、樹脂ストランド91をガイドするガイドローラー94A、94Bの外周面の移動速度Vr(m/min)の関係が、0.7≧Vr/Vs≧−0.2の関係を満たすように、引き取り速度Vr、移動速度Vsを決定する。
(もっと読む)
押出機用ストランドダイスおよび樹脂ペレットの製造方法
【課題】目ヤニの発生を十分に防止することができ、しかもダイプレート部のノズル孔の内面や出口部が劣化した場合、ダイス全体を交換せずに低コストで容易に復旧することができる押出機用ストランドダイスを提供すること。
【解決手段】本発明の押出機用ストランドダイスは、溶融した樹脂組成物を上流側から下流側に押出して成形する際に使用される押出機用ストランドダイス1であって、フッ素樹脂からなり、ノズル孔21を有するノズル部材2と、少なくとも1つのノズル部材2が嵌合されているダイプレート部3と、ノズル孔21に対応する孔41を有し、前記樹脂組成物をノズル部材2に導くと共に、ノズル部材2の前記上流側の端面を覆うように、ノズル部材2の前記上流側に配置され、ダイプレート部3に連接しているバックアッププレート部4とを備える。
(もっと読む)
ポリマーの水中ペレット化のためのプロセスおよび装置
【課題】ダイ穴がその長さの少なくとも一部に沿って逆テーパを組入れるダイを使用する、ポリマーのペレット化のための改良されたプロセスおよびこのダイを組入れる水中溶融切断機を提供すること。
【解決手段】ダイプレート(1)は、ポリマー(図示せず)がダイ(穴)を出る出口面(2)と、(溶融)ポリマーがダイ穴(4)に入る入口面(3)とを有する。この特定の場合において、(4)は、その長さの一部、ゾーン5にわたってまっすぐであり、その長さの一部、ゾーン6にわたって逆テーパを有する。テーパ状部分は、「テーパ角度」(8)を有する。
(もっと読む)
押出成形用複合ペレットの製造方法,及び前記方法で製造された押出成形用の複合ペレット
【課題】ペレット間に融着がなく,形状,寸法及び密度等のバラツキの無い押出成形用の複合ペレットを提供する。
【解決手段】熱可塑性樹脂と木粉を含む原料を押出機42により溶融混練して得た溶融材料を,前記押出機42の先端に取り付けたダイノズル43に設けたノズル孔43aを介してストランド状に押し出すと共に,前記溶融材料のストランドを所定の長さに毎に切断してペレットを形成する。この時,ダイノズル43に設けた各ノズル孔43a内における溶融材料の流速を表す線速度υdが,12〜50cm/secの範囲となるように,押出機42の押出量Q,各ノズル孔43aの直径D及び前記ノズル孔43aの数nを調整する。
(もっと読む)
液晶ポリエステル樹脂ペレットの製造方法および押出機
【課題】液晶ポリエステル樹脂ペレットの製造方法において、ストランド切れの発生を抑制し、液晶ポリエステル樹脂ペレットを安定的に収率よく製造する。
【解決手段】押出機は、バレル3内にスクリュー6が設けられ、バレル3の先端にダイス5が取り付けられ、ダイス5の先端にノズル5bが形成されている。ダイス5の内部流路5dのスクリュー6の軸方向(矢印E、F方向)に直角な断面積がスクリュー6の先端6aからノズル5bに向かって減少している。バレル3の最大内径をD、スクリュー6の先端6aからノズル5bの出口5cまでの距離をL、ダイス5の内部流路5dの狭まり角をθとしたとき、押出機が以下の関係式(1)(2)のいずれをも満たすようにする。
(1)L≦D
(2)0°<θ≦45°
(もっと読む)
ポリオレフィンの造粒方法、その装置、および、重合装置
【課題】良好にポリオレフィンを造粒できるポリオレフィンの造粒方法を提供する。
【解決手段】水にエマルジョンタイプのシリコーンオイルを100質量ppm以上10000質量ppm以下で含有させて冷却水を調製する。溶液重合した後に揮発成分を除去した重合溶液を、ある程度冷却した後に調製した冷却水で冷却しつつペレット状に切断するコールドカットを実施する。低分子量低規則性のポリプロピレンでもブロッキングが生じにくくなり、製造速度を向上でき、効率よく製造できる。
(もっと読む)
樹脂コンパウンド、樹脂コンパウンド製造装置及び樹脂コンパウンドの製造方法
【課題】樹脂コンパウンドを乾燥し易くすること。
【解決手段】樹脂製品製造用の樹脂コンパウンド10である。樹脂コンパウンド10は柱体状に形成されており、その一端部から他端部に向けて貫通する中空孔が形成されている。かかる樹脂コンパウンド10は、例えば、溶融樹脂を成型孔から連続的に押出す工程と、前記成型孔から連続的に押出される溶融樹脂の略中心に中空孔を形成する工程と、前記中空孔に空気を注入する工程とを備える製造方法によって製造することができる。
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置及び製造方法
【課題】長繊維強化熱可塑性樹脂ストランドを製造する際に、強化繊維束の内部に熱可塑性樹脂を良好に含浸させて、強化繊維の分散性に優れたストランドの製造装置及びその製造方法。
【解決手段】長繊維強化熱可塑性樹脂ストランドの製造装置は、強化繊維束2に含浸される熱可塑性の第1樹脂7bを溶融状態で貯留する第1樹脂槽と、第1樹脂槽での含浸に先立って含浸され且つ第1樹脂7bより溶融粘度が低く設定されている第2樹脂7aを溶融状態で貯留する第2樹脂槽とを備え、第1樹脂槽と第2樹脂槽とは隔壁20により隔てられており、隔壁20には強化繊維束2を第2樹脂槽から第1樹脂槽へと抜き出す抜出口21が設けられ、強化繊維束2を、第2樹脂槽から抜出口21を経由し第1樹脂槽へと引き抜くことで、第2樹脂7aが含浸した強化繊維束2に第1樹脂7bを含浸する。
(もっと読む)
1 - 20 / 110
[ Back to top ]