
Fターム[4F201BR08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形品の後処理、後加工 (486) | 熱処理(←火炎処理) (289) | 加熱(←火炎処理) (158) | アニーリング (41)
Fターム[4F201BR08]に分類される特許
21 - 40 / 41
セミフィニッシュレンズの製造方法、セミフィニッシュレンズおよびプラスティックレンズの製造方法

【課題】熱可塑性を有する樹脂材料で形成され、形状精度に優れた第1面を有するセミフィニッシュレンズの製造方法、セミフィニッシュレンズ、このセミフィニッシュレンズを原料とし、第2面が所望の形状に加工されたプラスティックレンズの製造方法を提供する。
【解決手段】光学的に仕上げられた第1面1Aと、後加工される第2面1Bと、を有するセミフィニッシュレンズ1の製造方法であって、片面が光学的に仕上げられた光学面10Aとされている光学基材10を得る基材形成工程と、光学基材10から型を外す離型工程と、光学基材10の光学面10Aに、光学基材10のガラス転移点以下の温度で硬化するコーティング層2を設けるコーティング層形成工程と、光学基材10を、光学基材10のガラス転移点以上の温度で加熱するアニール工程と、を備える。
(もっと読む)
プラスチックレンズの製造方法及びアニール方法
【課題】プラスチックレンズを凹面側を下側に向けてトレイ上に載置した場合に、トレイとの吸着が生じないようにしたプラスチックレンズの製造方法及びアニール方法を提供すること。
【解決手段】少なくとも眼球側の面が球面あるいは非球面形状の凹面に形成された眼鏡用プラスチックレンズを成形後にアニールするアニール工程を含む場合に、同レンズを載置面が平面かつ平滑に構成されたトレイ上に不均一な微細凹凸部を有する紙片を敷き、同凹面側を下側に向けて同紙片上に載置した状態で加熱雰囲気中においてアニール処理を行うようにした。これによってトレイとの吸着が生じないためレンズのアニール処理段階における変形が防止される。
(もっと読む)
フィルム基材の熱処理方法及び非晶質樹脂フィルム
【課題】本発明は、耐熱性を有する非晶質樹脂フィルムにおいて、急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い樹脂フィルムを提供することにある。
【解決手段】フィルムを搬送しつつ、熱処理をおこなう、フィルム基材の熱処理方法であって、前記フィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂からなるフィルムであり、前記フィルムが、熱処理部を無接触で搬送されることを特徴とするフィルム基材の熱処理方法。
(もっと読む)
ポリアミド樹脂成形体のアニール装置

【課題】アニールオーブン中で樹脂成形体の表面焼けが生じたり、火災・爆発が起こったりする問題を防止する。
【解決手段】アニールオーブン内に注型ポリアミド樹脂成形体を収容して加熱しアニールを行う樹脂成形体のアニール装置において、オーブン内の酸素濃度を監視して酸素濃度が所定濃度以上になると加熱を停止する安全装置と、オーブン内に送り込む窒素ガス流量計を具備し、該窒素ガス流量計で測定される流量が所定値以下になると加熱を停止する安全装置と、更にオーブン内のヒータ表面温度を所定温度内に保つ制御装置とを併用してなる。
(もっと読む)
熱可塑性樹脂板のアニーリング方法
【課題】 簡便な熱可塑性樹脂板のアニーリング方法を提供する。
【解決手段】 所定形状を有する基材の表面に発泡樹脂シートを固定し、該発泡樹脂シートの吸着面に熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板のアニーリング方法である。
前記基材は、平坦であってもよく、任意の形状を有していてもよい。
また、所定形状を有する樹脂板をアニールする場合は、前記基材が前記所定形状に変形されたガラス板もしくは金属板、または前記所定形状を有する金型であることが好ましい。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シート及びその製造方法
【課題】 本発明は、線膨張係数の絶対値が小さく、温度の変化による伸び縮みが小さい、軽量で、耐衝撃性、耐久性、作業性、生産性等が優れている延伸熱可塑性ポリエステル系樹脂シート、特に、雨樋等の外装建材として好適に使用できる延伸熱可塑性ポリエステル系樹脂シート及びその製造方法を提供する。
【解決手段】 線膨張係数が±1.0×10-5(1/℃)である延伸熱可塑性ポリエステル系樹脂シート及び非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度±20℃の温度で引抜延伸した後、引抜延伸温度より高い温度で総延伸倍率が3倍以上、5倍未満に一軸延伸する延伸熱可塑性ポリエステル系樹脂シートの製造方法。
(もっと読む)
ポリアミド樹脂成形品
【課題】耐熱性、寸法安定性に優れ、吸水速度が低減されるポリアミド樹脂成形品を提供する。
【解決手段】JIS K6920−2に従って、98%硫酸にて測定した相対粘度が2.7以下の低分子量ポリアミド樹脂(A)100質量部に対して、少なくとも2個の重合性官能基を有する有機化合物(B)1〜10質量部、粒子径が0.1〜20μmのタルク、窒化ホウ素から選ばれる少なくとも1種類以上の充填材(C)100〜5000ppm、リン系熱安定剤(D)0.01〜10質量部からなる樹脂組成物を、所望の形状に射出成形した後、照射架橋して得られる23℃、98%硫酸に実質的に不溶解である厚み10mm以下のポリアミド樹脂成形品。
(もっと読む)
電子写真用シームレスベルトおよびその製造方法
【課題】小型、高速、高画質な画像形成装置に対応すべく、とりわけ、耐屈曲性や吸着搬送力に優れ、且つ良質な画像形成を行うことの出来る電子写真用シームレスベルトを提供する。
【解決手段】少なくとも熱可塑性樹脂を含有する層を有する電子写真用シームレスベルトにおいて、前記熱可塑性樹脂を含有する層について、第一昇温として10℃/minで室温から200℃まで加熱し、その後−10℃/minで100℃まで降温し、その後第二昇温として10℃/minで200℃まで加熱する熱量測定を行った際、前記第一昇温時には、溶融開始温度±20℃の温度範囲内で最大吸熱ピーク及び他の吸熱ピークまたはショルダーが観測され、前記第二昇温時に前記溶融開始温度±20℃の温度範囲内で観測される吸熱ピークまたはショルダーの数が、前記第一昇温時に前記溶融開始温度±20℃の温度範囲内で観測される吸熱ピークまたはショルダーの数より少ない。
(もっと読む)
アニーリング用治具
【課題】パーフルオロアルコキシアルカン材製の製品をアニーリングを行う際の腐食が無く、汚れや変形及び傷を最小限に抑えることができるアニーリング用治具を提供すること。
【解決手段】嵌合部(接続部)21を有するパーフルオロアルコキシアルカン材製の製品20をアニーリングする際に用いるアニーリング用治具10において、嵌合部21に嵌合する治具本体(第1円柱部)11を備え、治具本体11はポリテトラフルオロエチレン材製とする。
(もっと読む)
樹脂チューブの製造方法
【課題】樹脂チューブ内の残留応力を解消して耐疲労性を向上させた樹脂チューブを得ることのできる樹脂チューブの製造方法を提供する。
【解決手段】樹脂材料を成型して樹脂チューブ1とし、得られた樹脂チューブ1に、その残留応力を除去するための熱処理を施す。かかる熱処理は、好適には、樹脂チューブの樹脂材料の融点以下の温度で一定時間保持した後、常温まで徐冷する処理とする。樹脂チューブの樹脂材料としては、エンジニアリングプラスチック系の高結晶性樹脂、例えば、ポリアセタールまたはポリエーテルエーテルケトンが好適である。
(もっと読む)
成型品熱処理装置
【課題】変形した成型品の熱膨張方向や加熱温度分布をほぼ一定にして所望形状に修正する。
【解決手段】成型品の一面側形状と一致する平面形状で内部に流路が設けられた第1保持部材と、成型品の他面側形状と一致する平面形状で内部に流路が設けられた第2保持部材と、第1及び第2保持部材相互を近接させる作動部材と、第1及び第2保持部材の流路に熱媒を供給して回収する熱媒供給手段とを備える。成型品を第1及び第2保持部材間にて拘束した状態でそれぞれの流路内を流通する熱媒により加熱して所望形状に熱変形可能にする。
(もっと読む)
セルロースアシレート樹脂フィルムの製造方法
【課題】液晶表示素子にフィルムを組み込んだ際、高温、高湿経時後でも色ムラの発生を抑制できるセルロースアシレート樹脂フィルムを製造できる。
【解決手段】セルロースアシレート樹脂フィルムを、2N/cm2 以上120N/cm2 以下の張力で搬送しながら、セルロースアシレート樹脂のガラス転移温度Tg−30°C以上Tg+20°C以下の温度で10秒以上600秒以下の時間、熱処理を行なう。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】液晶表示素子にフィルムを組み込んだ際、高温、高湿経時後でも色ムラの発生を抑制できる熱可塑性樹脂フィルムを製造できる。
【解決手段】熱可塑性樹脂フィルムを、2N/cm2 以上120N/cm2 以下の張力で搬送しながら、熱可塑性樹脂のガラス転移温度Tg−30°C以上Tg+20°C以下の温度で10秒以上600秒以下の時間、熱処理を行なう。
(もっと読む)
プラスチック部品を製造するための方法と、このプラスチック部品を有する装置
【課題】特殊プラスチックの利用に比べて費用削減を達成することのできるプラスチック部品製造方法と、この方法で製造されたプラスチック部品を含む装置を提供する。
【解決手段】プラスチック部品製造方法において、プラスチック成形材料が溶融温度以上の成形温度に加熱され、プラスチック成形材料が溶融温度以上で熱間成形可能であり、成形温度にあるプラスチック成形材料が成形部品へと成形され、成形部品の温度がプラスチックの種類に依存した転換温度に調整され、この転換温度が溶融温度よりも低く、限定された転換時間の間、成形部品が転換温度に放置される。
(もっと読む)
合成樹脂製成形品の熱処理用コア部材
【課題】 合成樹脂製成形品の熱処理工程における収縮変形を規制するコア部材の抜き出し性の向上、またコア部材により内部からも安定して加熱できるようにすることを課題に、もって特には生産性の高い口筒部熱結晶化処理工程、そして寸法精度に優れた耐熱性の口筒部を有する容器を提供することを目的とする。
【解決手段】 合成樹脂製成形品の熱処理工程において、前記成形品内に抜き出し可能に挿入して使用するコア部材において、外周面にプラズマCVD法による薄膜を形成した構成とする。
(もっと読む)
優れた耐環境応力亀裂性を持つ物品を形成するための方法、組成物及びブレンド
【解決手段】薄肉管を製造するための複数の処理を記載し、下記の工程:物品を射出成型する工程及び物品をアニーリングする工程、重合体と高メルトフローの重合体とのブレンドを射出成型する工程、重合体とナノ粒子又はナノ複合材料とのブレンドを射出成型する工程を包含する。また、重合体又はブレンドのESCR及び/又は引裂抵抗を改善するためのナノ粒子の使用も開示する。 (もっと読む)
強度が向上された架橋重合体状材料および製造方法
軸方向に対して直角の方向で圧縮力を架橋した重合体に加えることにより、放射線架橋(50kGy)した、圧力処理したUHMWPE材料を開発した。次いで、変形した材料を、変形した状態に維持しながら、冷却する。得られた材料は、異方性であり、軸方向に沿って高い強度を有する。この特定方向で加工した材料は、5気圧酸素を含む圧力容器中での4週間の促進エージング(ASTM F2003)後でも、酸化に対して安定している。その酸化安定性のために、この変形処理した材料は、再融解された、架橋したUHMWPEに以前から使用されている空気透過性包装およびガス滅菌に好適な候補である。 (もっと読む)
光ディスク及びその製造方法
【課題】 耐熱性を有し、高温負荷試験後においてもディスクの変形が小さく、プレーヤで再生可能な耐熱性の向上した光ディスク及びその光ディスクの製造方法を提供する。
【解決手段】 第1の基板12上に、接着剤16と、光透過性の第2の基板14とが順次形成され、且つ前記第2の基板の前記第1の基板側には反射層及び/又は記録層が形成されてなり、前記第2の基板側からレーザ光を照射して情報の記録再生を行う光ディスクにおいて、前記第1の基板は、ISOで規定される低荷重下(0.45MPa)の荷重たわみ温度(DTUL)が100℃以上であるポリ乳酸樹脂を主成分とするプラスチックからなり、前記第2の基板は、前記レーザ光の波長に対して80%以上の透過率を有するポリ乳酸樹脂を主成分とするプラスチックからなる。
(もっと読む)
形状記憶特性を有するアモルファス及び半結晶質ポリマーのブレンド
形状記憶特性を有するアモルファスポリマー及び半結晶質ポリマーとのブレンドを、ポリ(フッ化ビニリデン)、ポリラクチド、ポリ(ヒドロキシブチレート)、ポリ(エチレングリコール)、ポリエチレン、ポリエチレン−コ−酢酸ビニル、ポリ(塩化ビニル)、ポリ(塩化ビニリデン)及びポリ(塩化ビニリデン)とポリ(塩化ビニル)のコポリマー類のような結晶質ポリマーと、ポリ(酢酸ビニル)、ポリメチルアクリレート、ポリエチルアクリレート、アタクチックポリメチルメタクリレート、アイソタクチックポリメチルメタクリレート、シンジオタクチックポリメチルメタクリレート及びその他のポリアルキルメタクリレート類のようなアモルファスポリマーとをブレンディングすることによって製造した。該ポリマー材料の製造法及びその用途、例えばスマートな医療機器としての用途も開示されている。 (もっと読む)
ポリテトラフルオロエチレン処理
1枚以上のPTFEフィルムが、20時間を超える時間、摂氏150度(℃)を超える温度に加熱され、次に、PTFEフィルムが冷却される。PTFEフィルムは、200℃を超えて250℃未満の温度に、最も好ましくは約228℃の温度に加熱してもよい。PTFEフィルムは、50時間を超える間か、または最も好ましくは約100時間、一定の温度に維持してもよい。PTFEフィルムは、熱処理可能なPTFEフルオロポリマーフィルムであってもよく、また多数の熱影響部を有してもよい。熱影響部は、熱処理の前後に作られてもよい。一般に熱影響部は、通常は圧力下で2枚以上のPTFEフィルムを一緒に溶接することによって、もたらされる。被熱処理ポリテトラフルオロエチレン(PTFE)フルオロポリマーが熱処理されるべき「最適」温度および「最適」期間が決定される。 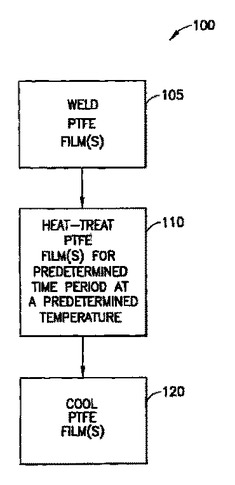 (もっと読む)
(もっと読む)
21 - 40 / 41
[ Back to top ]