
Fターム[4F201BS05]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | バリ取 (173) | 機械的処理によるバリ取(←研削、研磨) (57) | 切断刃によるバリ取り (23)
Fターム[4F201BS05]に分類される特許
1 - 20 / 23
クッションパッドの製造方法及び製造装置
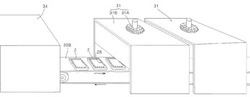
【課題】シート用クッションパッドの製造方法及び製造装置において、製品性能への影響や製造効率の低下を招くことなく、バリ取りの作業性を向上させることができるものを提供する。
【解決手段】クッションパッド2を発泡成形型1から脱型した後、特にはクラッシング装置34を通過した後に、送風冷却装置31中にて、搬送しつつ、クッションパッド2のバリ形成側の面(裏面)に風をあてる。これにより、発泡成形体の平均表面温度(バリ26の根元部)を35℃以下、好ましくは30℃以下に冷却する。このように適度に冷却されると、未だ硬化が完了していないバリ26の根元部は、「粘り気」が低減され、また、硬くもならないので、切断除去の作業性が向上する。一例において、切断除去の時間は、10%低減される。
(もっと読む)
成形装置

【課題】基材の外周不要部分を人手によらないで取り除くことが可能な成形装置を提供する。
【解決手段】基材をプレス成形可能な一対の成形型7と、基材の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間から外部にはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、側部不要部分を切断するスライド型側切断刃と、下部不要部分72cを下方へ取り除く取り除き装置40とを備え、取り除き装置40は、下部不要部分72cを保持可能な保持刃36と、保持された下部不要部分72cに対して、保持刃36と同じ側から当接すると共に、その当接面34sが下方側に傾斜して設けられた傾斜当接部34と、傾斜当接部34が下部不要部分72cと当接した状態で、下部不要部分72cの保持を解除する解除機構と、を有する。
(もっと読む)
ワーク取り出し仕上げ装置
【課題】成形機から取り出した樹脂製のワークを加工する一連の作業を容易、かつ正確に連続的に短時間で行えるワーク取り出し仕上げ装置を提供する。
【解決手段】成形機41から取り出される樹脂製のワークを加工するワーク取り出し仕上げ装置において、前記ワークを前記金型2,3から直接又は間接で取り出すワーク取り出しロボット100と、前記ワークを加工する加工ロボット200とを備え、前記加工ロボット200のアーム先端にはフローティング機構を介して前記ワークの熱収縮に対応すべく倣いが可能な加工具が取り付けられ、前記ワーク取り出しロボット100で取り出したワークを当該ワーク取り出しロボット100で位置決めして保持した状態で、前記加工ロボット200のアーム先端200Aに設けた前記倣いが可能な加工具により前記ワークを保持したまま加工可能とした。
(もっと読む)
ガスケット成形品の製造方法
【課題】ガスケット本体のみならず表面処理層についても異物付着や汚染、傷付きなどを有効に抑制するガスケット成形品を製造する方法を提供する。
【解決手段】基板11の一面11aに表面処理層12を設けるとともに他面11bにゴム状弾性体よりなるガスケット本体13を一体成形してなるガスケット成形品を製造する方法であって、表面処理層を設けた基板11に対しガスケット本体13を一体成形する第1工程と、成形品を置き台上に仮置きする第2工程と、成形品を打ち抜き加工して製品部からバリ部を切除する第3工程とを順次実施する。このとき成形品を置き台上に仮置きする際に、第1工程時に、成形品におけるバリ部に相当する位置にゴム状弾性体よりなる突起状の脚部17を一体成形し、第2工程時に、脚部をもって成形品を置き台に接触させ、第3工程時に、脚部をバリ部の一部として切除する。
(もっと読む)
樹脂成形品バリ取り装置
【課題】装置自体を小型化し、樹脂成形品の外形縁に沿って互いに密接した状態で配置して樹脂成形品のバリ取り作業を高い精度で効率的に行い、製品の仕上げを良好に行うバリ取り装置を提供する。
【解決手段】樹脂成形品13の内面形状に一致し、樹脂成形品13が載置される突所を有した成形品支持部材11と、成形品支持部材に載置された樹脂成形品13の外形縁に沿って相互が密接するように多数配置されたバリ取り部材21とを備える。各バリ取り部材21は、互いの軸線が平行し、回り止め状態で摺動するように支持された複数本のピストンロッド23bを有したシリンダ部材23と、上記ピストンロッド23bの軸端部に固定され、複数個の放熱部を有した放熱部材25と、該放熱部材25に設けられる加熱部材27と、該加熱部材27に設けられ、相対する樹脂成形品の外形縁に一致する突状からなる加熱刃29からなる。
(もっと読む)
自動車用バンパーのバリ取り方法
【課題】自動車バンパーでのバリ取り方法に関し、特に、ランプ類装着用開口部が形成されている樹脂製バンパー成形時に生じるバリに対して、手軽にバリ取りがおこなえ、バリ取り後の切削面も美しいバリ取り方法を提供する。
【解決手段】バリ連出部分に対して冷却用液化ガスを噴射接触させてバリ及びバリ連出部分を樹脂製バンパー形成部材の低温脆化点より低温に冷却し、この冷却されたバリ連出部分に回転切削体4を作用させて、自動車用バンパー本体1部分からバリを機械的に除去する。
(もっと読む)
バリ処理方法
【課題】 合成樹脂部材同士を溶着又は接着によって接合するに当たって、確実に適切なバリ処理を行なうことができるバリ処理方法を提供する。
【解決手段】 第1の合成樹脂部材1は、合成樹脂部材1,2同士が接合される本接合面13と、本接合面13に沿って設けられ第1の合成樹脂部材1の表面Fから突出した第1の削代部11とを備えている。前記本接合面13と第1の削代部11の一側面14とで第1の合成樹脂部材1の接合面12が構成されている。また、第2の合成樹脂部材2は、上記第1の合成樹脂部材1と同様の構成を備えている。このような第1の合成樹脂部材1と第2の合成樹脂部材2とが溶着又は接着された際に発生するバリBを、第1の削代部11及び第2の削代部21と共に除去するようにした。
(もっと読む)
樹脂製品製造システム及び製造方法
【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
スピュー回収装置およびスピュートリミング装置
【課題】タイヤに損傷などを発生させることなくスピュー回収能力、回収効率が大きいタイヤトレッド面のスピュー回収装置およびスピュートリミング装置を提供する。
【解決手段】タイヤトレッド面から切除されたスピューを吸引する吸引装置と、吸引装置に連結された円筒形の回収ノズルと、回収ノズルと所定の間隔を隔てて、回収ノズルの側面の一部を覆うフードが設けられ、回収ノズルの側壁には、円筒の中心線に平行に伸びる細長い複数の開口部が設けられており、フードは、少なくとも一つの開口部を覆っており、回収ノズルは、円筒の中心線を回転の中心として回転自在に設けられ、タイヤトレッド面に側壁が接してタイヤの回転と共に回転しつつ、開口部よりスピューを吸引するスピュー回収装置および前記スピュー回収装置を備えたスピュートリミング装置。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
光学装置の製造方法
【課題】切除面の毛羽立っていない光学素子を用いて光学装置を製造する。
【解決手段】光ピックアップ装置1の製造方法は、対物レンズ7とゲートバリ71とが一体化された成形物70を成形する成形工程と、成形物70からゲートバリ71を除去するカット工程と、対物レンズ7を選別する選別工程と、選別された対物レンズ7を組み込んで光ピックアップ装置1を製造する製造工程とを備える。カット工程ではエンドミルE1をゲートバリ71の先端部側から基部側に削進させた後、ゲートバリ71の右側面に削進させ、エンドミルE2をゲートバリ71の先端部側から基部側に削進させた後、ゲートバリ71の左側面に削進させ、選別工程では複数の対物レンズ7のうち、切除面71a内に、エンドミルE1による切除領域R1と、エンドミルE2による切除領域R2との境界線Kが検知された対物レンズ7のみを選別する。
(もっと読む)
バリ取り工具を備えたロボット
【課題】バリの取り残しや削りすぎを防止し、かつティーチングを容易にするバリ取り工具をアーム先端に備えたロボットを提供する。
【解決手段】フローティング機構が、圧縮空気が供給された低摩擦シリンダ3によって構成され、低摩擦シリンダ3の出力シャフト15の先端に電動工具2が支持され、通常状態で電動工具2の工具先端4の回転軸がロボットの先端軸21と同軸になるよう構成した。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
バリ取り器およびバリを除去する方法
【課題】
解決しようとする課題は、ブロー成形品の薄バリは作業者の手作業によってナイフにより削ぎ落とす必要があるが一度ではなかなか削ぎ落とせないという点である。
【解決手段】
ほぼ平行に取り付けられた前刃と後刃を具有するバリ取り器の該前刃と該後刃を該薄バリに同時に軽くあてがい、該ブロー成形品上を滑らすように動かすことで該前刃が該薄バリに引っ掛かって該薄バリを引っ張るようになり、さらに、該前刃と該後刃との間のクリアランスBに位置する該薄バリ5には該前刃11に引っ掛けられて引っ張られることで張力が生じており、そこへ該後刃12を該張力方向に交差する方向に押し込んで容易に該薄バリ5に切り込ませることにより前記課題を解決した。
(もっと読む)
バリ取り装置
【課題】高価な制御装置やワーク位置決め装置などを使用せず、高価な倣い装置などを使用せずに、形状不安定な樹脂成型品のバリを、当該バリの根元から容易にしかもきれいに切除する。
【解決手段】カッター刃を振動させながら被加工物に形成されたバリの根元に沿って該カッター刃を送ってバリを切除するバリ取り装置において、ロボットのアーム先端部3Gにスライド部5を設け、このスライド部5に超音波振動子7を設け、この超音波振動子7の先端に、バリの根元に対応した切れ刃部と、被加工物の面部に対応した切れ刃を構成しない倣い部とを有するカッター刃10を設けると共に、前記スライド部5が付勢機構を備え、この付勢機構が、前記倣い部を被加工物の面部に所定圧力で押し当て可能に構成されている。
(もっと読む)
バリ取り装置およびカッター刃
【課題】高価な制御装置やワーク位置決め装置などを使用せず、高価な倣い装置などを使用せずに、形状不安定な樹脂成型品のバリを、当該バリの根元から容易にしかもきれいに切除する。
【解決手段】カッター刃を振動させながら被加工物のパーテーションラインに形成されたバリの根元に沿って当該カッター刃を送ってバリを切除するバリ取り装置において、カッター刃10は、バリの根元に対応した切れ刃部と、被加工物の面部に対応した切れ刃を構成しない倣い部とを備え、前記カッター刃をバリの根元に向けて浮動状態で付勢する付勢機構と、前記カッター刃を所定方向に超音波により振動させる加振部と、
を備える。
(もっと読む)
バリ取り装置及びバリ取り方法
【課題】樹脂成形品のバリの大きさによって、切削処理と、火炎処理とを選択的に実施することができるバリ取り装置およびそれを用いたバリ取り方法を提供する。
【解決手段】切削処理および火炎処理を行なって、樹脂成形品のバリ取りをするためのバリ取り装置およびそれを用いたバリ取り方法であって、樹脂成形品12を所定位置に保持するための固定具14と、樹脂成形品に対して火炎処理を行なうための火炎噴射部18と、樹脂成形品に対して切削処理を行なうための切削部と、切削処理および火炎処理をそれぞれ切り替えるための切り替え装置20とを含んでいる。
(もっと読む)
成形品ゲート切断処理装置及びゲート切断良否判別方法
【課題】ゲート切断された製品部を吸着保持した際に、吸引の変位に基づいて製品部の良否を判別することができ、装置自体を小型化して低コスト化する。ゲート切断領域と製品部の収容領域の間にゲート切断の良否を判別する検査ステーションを設ける必要がないため、装置自体を小型化すると共に成形品のゲート切断処理時間を短縮して効率化する。
【解決手段】樹脂成形品からゲート切断された製品部を、負圧発生装置に接続された吸着保持部材により吸着保持する。吸着保持部材の吸着側には、ゲート切断された製品部に一致する大きさで、中心部に中空部が連通する平面部及び該平面部の周囲壁面が先端に向かって徐々に拡大するテーパ状の吸着凹部を設ける。吸着保持部材と負圧発生装置を接続する通路には通路内の変位を検出する検知部材を設け、吸着保持部材の吸着凹部にゲート切断後の製品部を吸着した際に、検知部材により検出される変位に基づいてゲート切断の良否を判別可能にする。
(もっと読む)
容器製造装置、スクラップ除去装置、素材搬送装置、容器製造方法およびスクラップ除去方法
【課題】素材を容器形状に成形して成形された素材の周囲から外側へ出たスクラップを除去した容器の製造サイクルを短縮することができ、当該容器のオンライン製造を高速化させることを課題とする。
【解決手段】成形用型240を上面に配置して成形位置L4と取出位置L5とを結ぶ水平方向に移動可能な移動体200と、この移動体を前記水平方向に往復駆動する往復駆動機構300と、移動体200が成形位置L4にあるときに成形用型240に供給された成形前の素材M1を容器形状に成形する成形機構400と、移動体300が取出位置L5へ移動したときに成形後の素材M2の周囲から外側へ出たスクラップM3を切断して容器V1を形成し、当該容器を取り出す取出機構500と、移動体200が水平方向に移動している間に当該移動体上のスクラップM1を吸引して除去する吸引除去機構600とを設けた。
(もっと読む)
1 - 20 / 23
[ Back to top ]