
Fターム[4F202AA16]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリハロゲン化ビニル系(ボリ塩化ビニリデン) (88) | フッ素樹脂 (41)
Fターム[4F202AA16]の下位に属するFターム
PTFE系 (4)
Fターム[4F202AA16]に分類される特許
21 - 37 / 37
ポリマー構造上にインプリントを作製する方法
(a)第一の面上に規定のインプリント表面パターンおよび第一の面と反対側の第二の面上に規定のインプリント表面パターンを有するインプリント基板金型を提供する段階;(b)ポリマー構造をインプリント基板金型の第一の面に押圧して、その上にインプリントを形成する段階;ならびに(c)別のポリマー構造をインプリント基板金型の第二の面に押圧して、その上にインプリントを形成する段階を含む、ポリマー構造上にインプリントを作製する方法が開示される。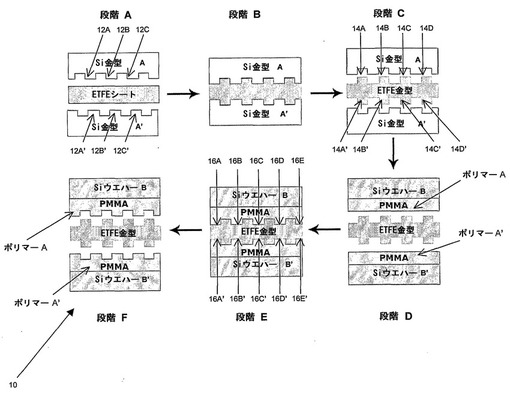
 (もっと読む)
(もっと読む)
樹脂成形用金型部材
【課題】樹脂、特にフッ素樹脂やポリフェニレンサルファイド樹脂を成形するための消耗の少ない耐食性に優れた金型部材を提供する。
【解決手段】Cr:40超〜50%、Ti:0.8超〜4%、Cu:0.5〜4%を含有し、さらに必要に応じて(a)N:0.001〜0.04%、Mn:0.05〜0.5%、Mg:0.001〜0.05%、(b)Fe:0.1超〜1.0%、
(c)Si:0.01〜2.0%未満、(d)Al:0.01〜1.5%未満、
上記(a)〜(d)の内の1種または2種以上を含有し、残部がNiおよび不可避不純物からなり、不可避不純物として含まれるC量を0.05%以下に調整した成分組成を有するNi−Cr−Ti−Cu系合金からなる。
(もっと読む)
容器状成形物の製造方法及び容器状成形物

【目的】品質にバラツキのない高品質のフッ素樹脂製容器状成形物を容易且つ安価に製造することができるようにする。
【構成】 融点がX℃である熱溶融性フッ素樹脂からなる無延伸且つ単一層のシート材11を、ヒータ14で(X−60)℃〜(X+30)℃に加熱した上で、所定形状に真空成形することによって、容器状成形物12を製造する。シート材11がメルトフローレートが0.5〜20g/10分であるフッ素樹脂(PTFE樹脂を除く)で構成される場合には、シート材11の加熱温度を(X−60)℃〜X℃とする。また、シート材11がPTFE樹脂が構成される場合にあって、それが変性PTFE又はこれとPTFEホモポリマとの混合樹脂であるときにはシート材11の加熱温度を(X−30)℃〜(X+30)℃とし、PTFEホモポリマであるときにはシート材11の加熱温度をX℃〜(X+30)℃とする。
(もっと読む)
微細パターンを有する物品の製造装置および製造方法

【課題】親モールドの破損が抑えられ、微細パターンの転写精度が高く、転写の際の圧力を低くでき、かつ硬化性樹脂の使用量が抑えられる、微細パターンを有する物品の製造装置および製造方法を提供する。
【解決手段】親モールド100の表面に形成された微細パターンを一旦、転写基材104に転写して反転パターンを有するレプリカモールドを製造し、ついでレプリカモールドの表面に形成された反転パターンを物品本体102の表面に転写して微細パターンを有する物品を製造するに際し、親モールド100の微細パターンが形成された表面に、第1の供給手段17から第1の硬化性樹脂を供給し、該第1の硬化性樹脂を、親モールド100の微細パターンの転写基材104への転写に用いる。
(もっと読む)
透明スタンパ
【課題】本発明の目的は、複数回の使用可能な多層記録媒体の製造用に用いられる透明スタンパにおける、ヒート型レジストに凹凸パターンを形成するための露光する照射時間を短縮できるような透明スタンパのスタンパ基材を提供するものである。
【解決手段】上記課題を解決するため本発明は、透光性を有する基板上に透光性を有する凹凸パターンが形成された無機レジストが形成された、多層光記録媒体に用いられる透明スタンパであって、基板に用いられる材料が、フッ素系樹脂、COP樹脂、ソーダライムガラスであることを特徴とする透明スタンパである。
(もっと読む)
型押し具
【課題】 簡単で、費用効率の高いナノメータレンジの型押し具を提供する。
【解決手段】 型押し具(1)の型押し面(2)は、陽極酸化によって生じた開口中空チャンバ(4)を有する陽極酸化表面層又は被覆層(6)によって形成されており、中空チャンバ(4)は、10〜500nmの平均直径(D)の開口面積を有し、且つ、不規則に配列されている。
(もっと読む)
眼用レンズ製造の間の余分な重合体リングの除去
本発明は、コンタクトレンズなどの眼用レンズを形成するための型を含む。詳細には、本発明は、2つ以上の型部を含む型アセンブリにより眼用レンズを形作るための、装置、型、および方法に関し、型部(101、102)のうちの少なくとも一方は、フランジ表面(107A、107B)を含み、静電荷装置(109、110)が、フランジ表面を含む各型部の間に静電荷差を与えるように作動する。  (もっと読む)
(もっと読む)
溶液流延法
1種の静態的で、閉鎖的な溶液流延法のステップは、溶質を溶剤調合製膜液に溶解させる;製膜盤をブラケットの上に置いて、ブラケットを調節して製膜盤を水平になさせる;製膜液を製膜盤に注ぎ込んで、そしてそれを製膜盤に均等で敷き広げさせる;製膜盤の上部に加熱装置をインストールする;製膜盤の周辺に冷却側板を環状に配置されて、製膜盤の下部に冷却マザーボードを配置され、冷却側板と冷却マザーボード間の連接できる中間層には冷却液がある;製膜盤、ブラケット、加熱装置、冷却側板、冷却マザーボードを保温材が構成される保温殻に密封する;加熱装置を起動して、製膜盤の中の製膜液に対して加熱を行い、製膜液の中の溶剤を完全に蒸発させる;引き続き加熱して完成品膜の結晶度をさらに向上させる;加熱を停止して、冷却マザーボードでの凝縮溶剤を排出させ、製膜盤から完成品膜を取り外す;当該方法の工芸は簡単で、設備は安く、製膜のコストは低く、完成品膜は結晶度が高く、各等方性があるなどのメリットを持っている。 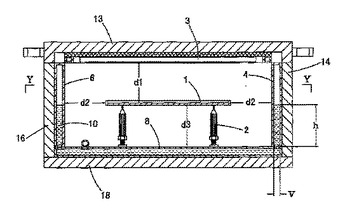 (もっと読む)
(もっと読む)
合成樹脂成形品のパッケージ製造方法及び合成樹脂成形品のパッケージ
【課題】 粘着性を有する合成樹脂成形品の梱包作業の効率を向上すること。
【解決手段】 有孔フィルム11及び無孔フィルム12を金型1にインサートし、有孔フィルム11に設けられたゲート挿入孔13に挿入した射出ゲート5から両フィルム間に合成樹脂を射出して、その射出圧にて無孔フィルム12を膨れさせることにより、キャビティ8形状に倣った合成樹脂の成形品を両フィルム間に収容する。成形と梱包を同一の工程で行うことができ、例えば大判のシートを打ち抜き、手作業ではぎ取り、梱包用のフィルム上に載せ置くといった作業は不要になる。これにより作業効率が向上できる。
(もっと読む)
樹脂製タンクの製造方法
【課題】樹脂製マンドレルを使用して筒状のタンクを製造することで、離型処理や修理,補修が不要であり、安価でライナーレスのタンクを効率良く製造することが出来る樹脂製タンクの製造方法を提供する。
【解決手段】この発明の製造工程は、大きく分けて樹脂マンドレルの成形工程(1)と、筒状タンクの成形工程(2)と、マンドレルの脱型工程(3)とから構成され、成形モールド内へ熱可塑性樹脂材料から成る筒状体を配設してブロー成形により熱可塑性樹脂から成るマンドレルを成形し、マンドレルを脱型後、マンドレルの外周面に樹脂材料及び不織布による内層を形成した後、その外周面に少なくとも一層以上の繊維強化プラスチックを巻付けて加熱,加圧することにより繊維強化プラスチック層を形成し、この繊維強化プラスチック層の外周面に補強層及び最外層を形成した後、加熱,加圧してタンク本体を完成し、このタンク本体の内部から前記マンドレルを負圧吸引して脱型する。
(もっと読む)
無給油型円柱体、この無給油型円柱体をピストン乃至プランジャーとしてシリンダー内に組み込んだエアコンプレッサー乃至エアポンプ並びにこれらの製造方法
【課題】 円柱部の外周面に合成樹脂層を射出形成するとき、この層の外周面や端面にゲート跡が全く無い製品を得る。
【解決手段】 金属製の円柱体本体10の外周面14に耐摩耗性、高滑り特性を有する合成樹脂層16が射出成形により形成してあるものにおいて、
前記合成樹脂層16の内面はこれと密着する円柱体本体10の外周面14及びこの外周
面14に開口した樹脂注入口内15に充満した合成樹脂と一体に固化形成して、前記合成
樹脂層外面にはゲート跡が全く無い成形品としたことを特徴とする。
(もっと読む)
樹脂射出成形用金型
【課題】金型を十分に冷却することにより、射出成形後の冷却時のひけ巣の発生を防止すること。
【解決手段】樹脂部品の外周側に対応し凹状に形成された外側金型20と、内周側に対応し、凸状に形成された内側金型30と、内側金型30のゲートG近傍を冷却するエアブローピン40とを具備し、エアブローピン40は、内側金型30の中心部を貫通配置されたピン本体41〜43と、ピン本体41の先端に設けられ樹脂部品の底面に対向配置された先端部41aと、ピン本体42の内部に形成された通風流路42aとを備えている。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】容器胴部成形用の回転成形金型6に、後工程の切削加工によって継手部3となり且つ該切削加工の際のチャック掴み部32を具えたフッ素系樹脂ブロック30を保持せしめておき、回転成形の際に成形される胴部2と前記樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削刃にて樹脂ブロック30を切削して相手接続管部材5に対する継手部3を形成する。
(もっと読む)
光学素子の製造方法及び光学素子成形型の加工方法
【課題】 短波長光に対する高い透過性を有し、かつ複屈折の少ない光学素子を、樹脂組成物を成形して製造するにあたり、長期に亘って成形型を繰り返し使用しても光学素子に欠損が発生することがない光学素子の製造方法を提供する。
【解決手段】 脂環式構造を有する重合体を含有する樹脂組成物を成形型で成形する光学素子の製造方法において、成形型を構成する第1型部材及び第2型部材の少なくとも一方の部材成形空間との接触面に3nm以上20nm以下のフッ素含有化合物層を設ける。
(もっと読む)
ポリマーからなる継手を成形するための方法及び装置
直線状の端部を備え、成形されたフルオロポリマーからなるスイープエルボー(10)を形成し、同時に継手の変形を最小限に抑える。スイープ継手を形成するためのモールド(36)は、モールドキャビティブロック(38)及び内コアリングを備える。内コアリングは、45°の留継ぎにおいて遮断する2つの対称コア(44,46)を有する。対称コア(44,46)は、それぞれ、2つの部分、即ち外スイープコア(52)と内スイープコア(54)とに分割される。外スイープコア(52)及び内スイープコア(54)は、コアの長さに沿って延びる連続する平面上で分割される。外スイープコア(52)は、直線状のルーメン(14)の半分と、湾曲部の外スイープコア面においてより大きな湾曲部を成形する。内スイープコア(54)は、直線状のルーメンの別の半分と、湾曲部の内スイープコア又はアンダーカットされた部分においてより小さな湾曲部(30)を成形する。  (もっと読む)
(もっと読む)
非結晶性フッ素樹脂を用いた鋳型及びその製造方法
一側面に形成されたパターンを利用して基板上に目標パターンを形成する鋳型は、非結晶性フッ素樹脂からなる。前記鋳型は、前記パターンに対向するパターン構造を有するマスターモールドを利用して製造される。 (もっと読む)
加工フルオロポリマー物品の金属汚染についての試験
本発明は、金属製の溶融加工装置に起因する金属汚染で半導体または液体を汚染することなく、半導体の製造および液体の輸送に有用な物品に、フルオロポリマーを溶融加工することに関する。この結果を達成するため、物品は、金属汚染物を保持しないように0.20μm以下のRMS粗度によって特徴付けられる平滑な表面を有する。 (もっと読む)
21 - 37 / 37
[ Back to top ]