
Fターム[4F202AA28]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリカーボネート (224)
Fターム[4F202AA28]に分類される特許
1 - 20 / 224
突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法
【課題】突板のパターンが細かくなった場合でも、突板とベースフィルムとの接着が強固な突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法を提供する。
【解決手段】突板インサート用フィルムは、ベースフィルムと、ホットメルト接着剤層を介して前記ベースフィルムの一方の面に接着された、所定のパターンを有する突板と、を備え、前記ホットメルト接着剤層は、前記ベースフィルムと前記突板との接着部分の周囲にはみ出したはみ出し部分を有する。
(もっと読む)
圧空成形用金型及び圧空成形方法

【課題】優れた外観や賦形性、強度、高い寸法精度を有する成形品の成形を可能とする圧空成形方法の実行に適した圧空成形用金型を提供する。
【解決手段】本発明の圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料を介して接し、上型41には上下動する上型可動コア部46が備えられており、下型51には上下動する下型可動コア部56が備えられており、下型可動コア部56の頂面57と対向する上型可動コア部46の底面47には、下型可動コア部56の外縁部と相似形のリング状の突起部48が設けられている。
(もっと読む)
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
転写加飾用金型及び転写加飾装置
【課題】被加飾体表面に簡易かつ確実に転写層による加飾を施す。
【解決手段】転写加飾用金型34は、媒体によって転写シート12を被加飾体20に対して押圧することで転写層12aを被加飾体20に転写する転写加飾装置に用いられる型である。型34は、第1型1と、第2型2とを有する。第1型1は、被加飾体20を載置可能な載置部1Aを内面に有する。第2型2は、第1型1と型締めされることで、被加飾体20上に配置された転写シート12との間にキャビティVを形成する。載置部1Aの縁部1dとキャビティVの外側縁部2dとの間には隙間が確保されている。隙間は、隙間V2と、隙間V2よりも載置部1Aの内外方向に長い隙間V3とを有している。
(もっと読む)
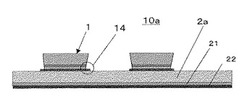
押圧ロールの洗浄方法
【課題】簡単にかつ短時間に残留物を押圧ロールから除去できる洗浄方法を提供すること。
【解決手段】押圧することで樹脂シート30を成形するための押圧ロール14Cの洗浄方法であって、押圧ロール14Cの表面に、ドライアイス42、又は、気体状態、液体状態若しくは固体状態の水を衝突させる工程を有する、洗浄方法を提供する。押圧ロール14Cの表面にドライアイス42等を衝突させることで、残留物50へ物理的衝撃が加わる。この衝撃によって、残留物50が押圧ロール14Cの表面から剥離するため、短時間で簡単に押圧ロール14Cの洗浄ができる。
(もっと読む)
モールドの製造方法、および微細凹凸構造を表面に有する成形体
【課題】細孔の間隔が大きいモールドを製造する場合であっても、特殊な装置を用いることなく、最初に形成される酸化皮膜を薄膜化でき、結晶粒界に由来するマクロな凹凸を転写面に生じさせにくいモールドを製造する方法、および該モールドの微細凹凸構造が転写された、微細凹凸構造を表面に有する成形体の提供。
【解決手段】アルミニウム基材10の表面に、複数の細孔12を有する酸化皮膜14が形成されたモールド18を製造する方法であって、電解液中でアルミニウム基材10に間欠的に電流を流して陽極酸化し、該アルミニウム基材10の表面に複数の細孔12を有する酸化皮膜14を形成する工程(工程(a))を有する、モールドの製造方法、およびこれより得られたモールド18の表面に形成された複数の細孔12からなる微細凹凸構造が転写された、微細凹凸構造を表面に有する成形体。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
成形品の製造方法
【課題】キャビティ内でスキン層を発生させることなく、外観不良のない良品を得ることが可能となるガスアシスト射出成形による成形品の製造方法を提供する。
【解決手段】金型のキャビティ内にガス体の注入を伴うガスアシストにより樹脂の射出成形を行う成形品の製造方法であって、
ノズル先端の樹脂経路が解放されたオープンノズルを用い、溶融した熱可塑性樹脂を前記金型に充填する間に前記ガス体の該金型への注入を開始する第一の工程と、
前記樹脂が前記金型のゲートを通過する前に、ガス体の昇圧を完了させる第二の工程と、を有する構成とする。
(もっと読む)
物品の表面構造
【課題】物品の表面に対する触感をより心地よいものとする。
【解決手段】物品1の表面に凹凸3を形成し、さらにこの凹凸3の凸部5の先端に、凹凸3よりも細かい微細凹凸9を形成する。人の指15が物品1の表面に触れるときの単位面積当たりにおける、指15と物品1との接触する面積の割合が、35%〜90%の範囲となるような凹凸形状とする。望ましくは、指15と物品1との接触する面積の割合が、45%〜80%の範囲となるような凹凸形状とする。
(もっと読む)
バルブゲート式金型装置
【課題】バルブゲート式金型装置による射出成形によって車両用灯具を構成するカバーレンズを成形するにあたり、形成されるゲートマークが意匠性を損なうことがなく且つ光学的な悪影響を与えることがないようなバルブゲート式金型装置を提供することにある。
【解決手段】カバーレンズ3は、光源から発せられた光を透過して外部に向けて照射する意匠面と、意匠面の縁部から立ち上がって後方のハウジング側に環状に延びる環状部と、環状部の一部のハウジング側端部で屈曲して意匠面と概略同様の方向に延びる段差部とを有し、金型装置20のキャビティ51の、前記カバーレンズにおける段差部を形成する段差部形成領域54にバルブゲート60を設けると共に、バルブゲート60とキャビティ51の、カバーレンズにおける環状部を形成する環状部形成領域53とで挟まれた領域に冷却液が流通する冷却液流路57aを配設した。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
バルブゲート式金型装置
【課題】車両用灯具を構成するカバーレンズを射出成形するにあたり、成形金型のキャビティに対する溶融樹脂の流動性を良好に確保すると同時に、該カバーレンズ装着の灯具を車両に搭載したときに、バルブゲートのバルブピンの先端部によって残る成形品(カバーレンズ)に対する押圧跡が見栄えを損なうことがないようなバルブゲート式金型装置を提供することにある。
【解決手段】照射光が透過する意匠面と該意匠面から立ち上がり内面にローレットを有する環状の脚部を備えたカバーレンズを成形する金型キャビティ50の、前記カバーレンズにおける脚部のローレットを形成するローレット部形成領域53の該ローレットを形成するローレット形成部83と反対側に、溶融樹脂68の注入を制御するバルブゲート60を設けた。
(もっと読む)
バルブゲート式金型装置
【課題】バルブゲート式金型装置による射出成形によって車両用灯具を構成するカバーレンズを成形するにあたり、成形品の意匠面に残るバルブピンの先端部による押圧跡の形成を抑制して光学的な悪影響を与えることが少ない意匠面を可能にするバルブゲート式金型装置を提供することにある。
【解決手段】カバーレンズの意匠面の部分を成形する成形金型のキャビティ55の意匠面形成領域56を、金型の型開き方向の垂直面方向に対して所定の角度で傾斜した状態に形成し、この意匠面形成領域56にバルブゲート60を配設すると共にバルブゲート60のゲート部61の筒内65に挿脱して溶融樹脂の流路を閉開するバルブピン65の挿脱方向を成形金型の型開き方向と同一方向とした。バルブピン65は先端部69の形状を凸球状又は凸円錐状とすると共に先端面70を複数の凹部と凸部で構成する凹凸面とした。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、光輝性顔料、更には染顔料を配合して光輝感、更には着色を付与した樹脂組成物であって、成形品表面の光沢感に優れ、ウェルド部の外観不良の問題がなく、更には表面硬度も高い芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と、光輝性顔料(D)0.01〜10質量部と、染顔料(E)0〜5質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
射出成形金型、射出成形品及び射出成形方法
【課題】高い面精度が要求される高品質要求面の一部のみが、他の部分よりも高い面精度を要求されている射出成形品において、他の部分よりも高い面精度を要求されている部分に発生するヒケを、要求される面精度が低い他の部分よりも抑制すること。
【解決手段】
成形空間へ射出されて固化した溶融樹脂により形成される射出成形品を製造する射出成形金型が備え、射出成形品が有する高品質要求面と対応する高品質要求面形成用入れ子6を、高品質要求面のうち高面精度要求部に対応する第一入れ子部材12と、高品質要求面のうち高面精度要求部よりも要求される面精度が低い部分である高面精度非要求部に対応し、且つ第一入れ子部材12よりも熱伝導率が低い第二入れ子部材14を備える構成とし、第一入れ子部材12と第二入れ子部材14とを連結して、第一入れ子部材12及び第二入れ子部材14を成形空間と対向させる。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善した芳香族ポリカーボネート樹脂組成物であって、透明性に優れ、かつ表面硬度も良好な芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
インモールド加飾方法及び装置
【課題】本発明は、インモールド加飾方法を改善し、この方法を実施するために適した装置を提供する。
【解決手段】インモールド加飾(IMD)とインモールドラべリング(IML)とにより加飾される成形部品(14)を、加飾側金型半部分(12)とコア側金型半部分(11)とを有する射出成形装置(1)を用いて製造する方法及び装置。前記加飾側金型半部分(12)は可動に構成され、前記コア側金型半部分(11)は台架に固定して構成されている。前記加飾側金型半部分(12)にはIMDフィルム(16)が挿入され、前記コア側金型半部分(11)にはIML成形部品が挿入される。
(もっと読む)
成形同時加飾用金型、成形同時加飾品の製造方法、及び成形同時加飾装置
【課題】枚葉加飾シートの金型に対する位置決め精度を向上させる。
【解決手段】成形同時加飾用金型2は、溶融樹脂から射出成形品を形成すると同時に射出成形品の表面に枚葉加飾シートを固着する成形同時加飾に用いられる成形同時加飾用金型である。成形同時加飾用金型2は、第2可動型15と、第2固定型9と、複数のクランプ33(33a)とを備えている。第2可動型15には、枚葉加飾シート41が配置される。第2固定型9は、第2可動型15に対して相対的に接近及び離反可能であり、第2可動型15との間に第1部分キャビティ30を形成できる。複数のクランプ33は、枚葉加飾シート41を第2可動型15に押し付けるための部材であり、互いに分離しており、枚葉加飾シート41が第2可動型15に配置されるときに枚葉加飾シート41への抵抗を減らすクランプ開放位置に少なくとも1個が移動する。
(もっと読む)
1 - 20 / 224
[ Back to top ]