
Fターム[4F202AB13]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 電磁気的特性改善剤(導電剤、絶縁剤、磁気遮蔽) (71)
Fターム[4F202AB13]に分類される特許
1 - 20 / 71
熱プレス装置およびそれを用いた回路基板の製造方法
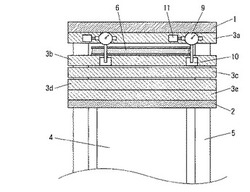
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
マグネットローラ成形用金型

【課題】入れ子の軸心と金型本体の軸心との芯ずれを、煩雑なメンテナンスを必要とせず、シンプルな構造にて防止することができる、マグネットローラ成形用金型を提供する。
【解決手段】円筒状の中空部を有して、この中空部の長手方向の一端部に開口を有し、射出成形機に固定されて水平方向に保持される金型本体11と、この金型本体11の上記開口を有する一端部と接続する軸金型13と、この金型本体の中空部の周囲に配設され、当該中空部の長さ方向に延在する磁力発生手段14とを備えるマグネットローラ成形用金型10である。射出成型機の可動側部材に固定された金型本体11の他端部に対して、開口部を有する金型本体11の一端部に生じた中心軸のずれに合わせて、軸金型13は、中心軸が偏芯した形状を有している。
(もっと読む)
プラスチック筐体用成形品及び射出成形機並びに射出成形方法
【課題】 コスト面で有利に、金属コーティングされたガラス繊維を磁界によって強制的に理想な方向に設定することにより、強度を確保することができるプラスチック筐体用成形品及び射出成形機並びに射出成形方法を提供する。
【解決手段】 プラスチック筐体用成形品10は、ガラス繊維を含有し、ガラス繊維に、着磁される金属が蒸着によりコーティングされる。
(もっと読む)
発泡成形体の製造方法
【課題】優れた電磁波シールド性を示す発泡成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂及び導電性繊維を含有する導電性樹脂組成物の発泡成形体の製造方法であって、発泡剤を含有する溶融状の導電性樹脂組成物を、金型キャビティ内に、キャビティの容積よりも少ない量で充填する充填工程と、金型キャビティの容積を維持したまま前記溶融状の導電性樹脂組成物を発泡させる発泡工程とを有する。
(もっと読む)
マグネットローラ成形用金型およびマグネットローラの製造方法
【課題】金型本体の内周端部において摩耗が生じた場合でも、磁力特性に影響を与えることがなく、かつ、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】円柱状の本体部を有するマグネットローラを成形するキャビティ11を有する金型本体12と、金型本体の開口端を閉塞してキャビティ端面を画成する入れ子13とを備え、金型本体内に、キャビティ内に磁場を形成する複数の磁力発生手段14A〜14Dが、キャビティ周方向に沿って配列されたマグネットローラ成形用金型10である。少なくとも磁力の最も強い磁力発生手段14Aに対応するキャビティ周方向位置について、金型本体の開口端の内周縁部に、着脱可能な非磁性の補強部材17が配置されている。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
低周波用アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
【課題】本発明は、低周波用アンテナパターンフレームが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例による低周波用アンテナパターンが埋め込まれる電子装置ケースは、低周波アンテナパターン部を含む放射部が一面上に形成されるように、磁性体成分を含むポリマー複合材で射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
表皮材の貼り付け方法
【課題】3次元形状の基材表面の任意の位置で表面意匠(色合い、色柄、絵柄等)が変化する部材の製造に際し、基材の所望位置に表皮材の意匠変化位置が精緻に位置決めされて貼り付けられた部材を製造することのできる、表皮材の貼り付け方法を提供する。
【解決手段】基材Wの表面に表皮材Sを貼り付ける表皮材の貼り付け方法であって、下チャンバー2に配された磁性体6を具備する治具5上に基材Wを載置し、上チャンバー1と下チャンバー2を型閉めして双方のチャンバー1,2で磁性領域7を具備する表皮材Sを挟み込み、表皮材Sによって上チャンバー空間K1と下チャンバー空間K2を画成し、表皮材Sを加熱して軟化させた状態で、下チャンバー空間K2を真空引きし、上チャンバー空間K1を加圧することで、表皮材Sの磁性領域7を磁性体6に磁気吸引させて該表皮材Sを基材Wに貼り付ける。
(もっと読む)
導電性ローラ成形用金型の製造方法
【課題】低コストでしかも高精度な内面を有する導電性ローラ用金型の製造方法を提供する。
【解決手段】仕上がり径より小さい径の中空部を有するパイプ20を準備し、この中空部を軸方向に走行するワイヤ1とパイプ20との間に電位差を付加し、金型の軸方向外側でワイヤ1を案内するそれぞれのワイヤガイド2をパイプ20の円周方向に移動させながらワイヤ1とパイプ内面との間に生じる放電によりパイプ内面を加工する。
(もっと読む)
無反射防塵構造を有する光学素子成形型、無反射防塵構造を有する光学素子成形型の製造方法、無反射防塵構造を有する光学素子、撮像装置、及び、レンズ交換式デジタルカメラ
【課題】曲率半径が小さい成形面を有する成形型でも、高精度に少ない工程数で効率よく微細針状構造を形成し、無反射防塵構造を有する成形型を提供すること。
【解決手段】成形型基材1の最終形状に加工した成形面上にアモルファス層4及びさらにその上に微細な針状構造を有する電解めっき層5を形成することにより無反射防塵構造を有する成形型を提供する。
(もっと読む)
燃料電位用セパレータ及びその製造方法
【課題】機械的特性や電気抵抗率、寸法精度にばらつきがなく、高い寸法精度を併せ持つ燃料電池用セパレータを効率良く製造する。
【解決手段】導電性材料(膨張黒鉛を除く)と、樹脂とを、重量比で樹脂:導電性材料=20:80〜60:40の割合で含む成形材料を、ゲート面積が、得られる燃料電池用セパレータ10の最も肉厚の部分のゲートと平行な断面の面積の20〜100%である成形金型を用いて射出成形することを特徴とする燃料電池用セパレータの製造方法。
(もっと読む)
樹脂成形体及びその製造方法
【課題】 十分な熱伝導性を有する樹脂成形体及びその製造方法を提供する。
【解決手段】 樹脂成形を行う際に、熱可塑性樹脂内に無機フィラーを混合しておく。無機フィラーは放熱性に優れているが、その硬度が熱可塑性樹脂よりも高いため、周辺部材を研磨してしまうという傾向がある。本願発明者らは、金型温度を高温にすると、繊維状の放熱材料からなる無機フィラーの配列方向がランダムになり、内部で無機フィラーが接触することで、冷却効率が高くなることを見出した。本方法では、樹脂内の放熱材料が、周辺部材を研磨してしまう程度の多量に含まれていない場合においても、十分な熱伝導性を有することが可能である。
(もっと読む)
成形品の製造方法、金型および成形品
【課題】金型を用いて表面に凸部を形成する際に欠けの発生を防止する成形品の製造方法、金型および成形品を提供すること。
【解決手段】金型30には、凸部11および凹部13を成形するために、複数の直線状に延びる金型凸部33が等間隔に形成されるとともに、この金型凸部33に隣接して直線状に延びる金型凹部34が等間隔に形成される。金型凸部33は、側面部331と、端面部332と、側面部331と端面部332とを連結する平面状の斜面部333とにより形成されている。すなわち、金型凸部33は、斜面部333により平面状に面取り加工(またはC面カット)された形状である。
(もっと読む)
磁場射出成形装置
【課題】磁気特性を向上させた湾曲型成形体を製造し得る成形装置を提供する。
【解決手段】
凸型湾曲面を有し、強磁性体から成る第1金型と、前記凸型湾曲面に対して間隔を空けて向き合う凹型湾曲面を有し、強磁性体から成る第2金型と、前記凸型湾曲面と前記凹型湾曲面の間に挟まれる突起部を有し、非磁性体から成る第3金型と、前記第1金型、前記第2金型および前記第3金型によって囲まれるキャビティに磁場を発生させる磁場発生手段と、前記キャビティに磁性材料を供給する磁性材料供給手段と、を有する磁場射出成形装置。
(もっと読む)
フェライト磁石の製造方法および製造装置
【課題】磁気配向の乱れや外形の変形が少ないフェライト磁石を製造するための方法と、そのフェライト磁石を製造するための製造装置を提供すること。
【解決手段】磁場が印加された金型のキャビティ内で射出成形して予備成形体を得る工程と、予備成形体を焼成する工程と、を有するフェライト磁石の製造方法である。キャビティ12が、半径方向に所定厚みの略円弧形状の横断面と軸方向に矩形状の縦断面とを有する。キャビティ12に溶融状態の
原材料を送り込むゲート60が、キャビティ12の横断面における略円弧形状の中央部であって、キャビティ12の縦断面における軸方向の一方の第1端12aに設けられている。キャビティ12から溢れた溶融状態の原材料が入り込むオーバーフロー部70が、キャビティ12の縦断面における軸方向に他方の第2端12bであって、ゲート60と向き合う位置に設けてある。磁場による磁力線は、キャビティ12の厚み方向に、キャビティ12およびオーバーフロー部70に作用する。
(もっと読む)
金型、及びこれを用いた燃料電池セパレータの製造方法、燃料電池セパレータ
【課題】複雑な形状の燃料電池セパレータを製造するにあたって、その製造コストを低下させる。
【解決手段】図5(c)に示されるように、上型40を加圧することにより、セパレータ原料50の成形を行う。この際、加圧した状態においても、上型40の上型端部下面42と外枠上面33とは当接しない構成とされる。その後、図5(e)に示されるように、外枠30に対して上側から力を加えると、バネ60が縮み、枠部31と下型端部上面22とが当接する。この際、外枠上面35は、下型上面21の上面と同じ高さ、あるいはこれよりも低くなる構成とする。また、ピン34の上面も、下型上面21の上面と同じ高さ、あるいはこれよりも低くなる構成とする。これにより、成形後のセパレータ原料50を図5(e)中の黒矢印の方向に押し出し、取り出すことができる。
(もっと読む)
熱可塑性樹脂組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】白色度が30%以上である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の熱可塑性樹脂組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。熱可塑性樹脂組成物6Aは、熱可塑性樹脂成形品としたときの白色度が30%以上となるよう、熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部、着色剤を0.05〜30質量部含有してなる。
(もっと読む)
長尺成形品用金型
【課題】可動型と固定型とを組み合わせて形成したキャビティの長手方向の一端に設けられたゲートから溶融した磁性樹脂材料が射出されると、ゲート側において、固定型と可動型が組み合わされたPL面が摩耗し易いという問題がある。
【解決手段】可動型および固定型のキャビティ面のゲート側に、ゲート側入れ子受容穴をそれぞれ形成し、長尺成形品のゲート側の横断面の面積が相似形状のまま小さくなるように、可動型および固定型のゲート側入れ子受容穴のそれぞれにゲート側入れ子を挿入して固定した。
(もっと読む)
長尺成形品
【課題】可動型と固定型とを組み合わせて形成したキャビティの長手方向の一端に設けられたゲートから溶融した磁性樹脂材料が射出されると、ゲート側において、固定型と可動型が組み合わされたPL面が摩耗し易いという問題がある。
【解決手段】可動型と固定型を組み合わせることにより形成した長尺なキャビティに、キャビティの長手方向の一端に設けたゲートから溶融樹脂を射出して成形した横断面が略均一な長尺成形品において、ゲート側の横断面の面積を相似形状のまま小さくした。
(もっと読む)
弾性体ローラの成形金型及びその製造方法
【課題】本発明の目的は、従来の成形金型と同程度に加工し易く、さらに、金型本体と駒の接触部における耐久性を有する成形金型を提供することである。
【解決手段】本発明に係る弾性体ローラの成形金型は、略円柱状のキャビティを有し両端に開口部を有する金型本体と、該金型本体の開口部に取り付けられる駒と、を有する弾性体ローラの成形金型であって、前記金型本体と前記駒との接触領域に、焼入処理された金属材料からなる接触面構成部を前記金型本体と前記駒にそれぞれ有する。
(もっと読む)
1 - 20 / 71
[ Back to top ]