
Fターム[4F202AD08]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | シート状 (892)
Fターム[4F202AD08]の下位に属するFターム
ラベル・絵付け材 (126)
転写シート (82)
塗膜(←ゲルコート材) (74)
Fターム[4F202AD08]に分類される特許
201 - 220 / 610
加飾成形体の製造方法及び加飾成形体
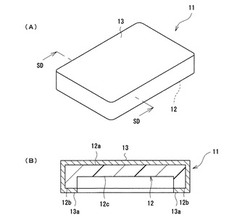
【課題】加飾成形体の外表面の見映えを良くする技術の提供。また、脱型が容易な金型を利用することが可能で製造が容易な技術の提供。
【解決手段】樹脂フィルム13を樹脂成形体12における外表面12aの面縁に合わせて容易に屈曲でき、樹脂成形体12の外表面12aにおける面縁の形状を金型のキャビティーに合わせて正確に形成できる。よって外観上は樹脂フィルム13の縁を視認し難くでき、見映えを良い加飾成形体11を製造できる。また、樹脂フィルム13を圧空成形法で立体成形すれば、雄型9のみの利用で立体形成でき、脱型を容易にし、金型コストを小さくできる。
(もっと読む)
OA用ブレード

【課題】ショートだけでなく、バリの発生も抑制して効率良く製造できるように設計したOA用ブレードを提案する。
【解決手段】長尺形状のプレート上に、弾性部材が長手方向に沿って設けてあるOA用ブレードであって、前記硬質プレートの表面に粗面加工が施してある。表面粗さについてのRa値が0.1μm以上、0.5μm以下であるのが望ましい。また、更にはRsk値が正値であるのが望ましい。プレートの表面に粗面加工が施してあるので、これをOA用ブレードの製造に際して金型の所定位置にセットすると、キャビティ内に滞留していた不要ガスを排出するのに役立つガス逃げ機構として機能する。よって、ショートの発生を確実に防止して、製品の歩留り向上を図ることができる。
(もっと読む)
樹脂成形品の成形装置および成形方法
【課題】成形した樹脂成形品にバリが生じることなく、かつ正確な離型抵抗力を測定でき、樹脂成形品の品質を保つことができる樹脂成形品の成形装置および成形方法を提供する。
【解決手段】樹脂成形品の成形装置が、キャビティ1を有する金型2と、キャビティ1の底面に設けられた開口部から金型2の底面に設けられた開口部まで連通するエジェクターピン経路9と、エジェクターピン経路9内を移動可能なエジェクターピン6と、金型2の底面の開口部の直下に配置されている突き上げ手段8とで構成されている。また、エジェクターピン6は蓋部3と軸部4とを有し、軸部4はエジェクターピン経路9内に位置し、蓋部3はキャビティ11の底面に設けられた開口部を塞ぐことができるようにキャビティ内に位置する。
(もっと読む)
インサート2色成形方法および2色成形金型装置並びにインサート2色成形品
【課題】手作業による金属部品のセットを解消し、金属部品を所定の位置に精度良くインサートする。
【解決手段】1次成形用金型で成形された1次成形品を2次成形用金型に移動させて連続的に2次成形品を成形し、1次成形品と2次成形品を一体化させる2色成形方法において、帯板状に加工された金属部品8を、1次成形用金型のキャビティ枠2a′に当接させてキャビティ2a内に配置し、1次成形用金型のキャビティに1次成形用樹脂を射出し、成形された1次成形品S1の表面と金属部品8の表面が面一である金属部品付き1次成形品を2次成形用金型に移動させ、2次成形用金型のキャビティに2次成形用樹脂を射出することにより、金属部品8がインサートされた2色成形品を成形することを特徴とする。
(もっと読む)
成形同時加飾品の製造方法
【課題】表面にナノ構造の凹凸形状を形成した成形金型を用いて表面にナノ構造の凹凸形状を形成する成形同時加飾品の製造方法を提供する。
【解決手段】本発明の表面に微小凹凸が形成された成形同時加飾品20の製造方法は、表面にナノ構造の凹凸形状を形成した入子の部分9を有する成形金型3を用い、その成形金型3にインサートシート1をセットして(図1の(1)参照)、圧空装置10によりインサートシート1に高圧の空気を加え、インサートシート1を成形金型3の微小凹凸形状4に沿わせた後(図1の(2)参照)、成形金型3を移動させて成形金型5と合わさることで形成されたキャビティ6に成形樹脂2を射出充填して(図1の(3)参照)、冷却後、成形金型3を型開きして、成形同時加飾品20表面に微小凹凸8を形成するものである。
(もっと読む)
トランスファモールド金型およびトランスファモールド装置とこれを用いた樹脂成形方法と半導体装置
【課題】フリップチップ形式で半導体チップが搭載された半導体装置に対して確実にアンダーフィルをすると共に、フィレット部を形成すること。
【解決手段】上金型20に形成されたエア流路70と、上金型20から下金型30へ向けられ、上金型20の型面にはゲート16およびキャビティ50を形成するキャビティ壁26が形成され、キャビティ壁26が先端側に向けてキャビティ50を拡げる傾斜壁面をなし、キャビティ50内に収容される半導体装置60の半導体チップ64の平面領域よりも外方位置にエア流路70が開口し、キャビティ壁26に吸着したリリースフィルム80へのエア給排状態を切り替えることにより、キャビティ50内のリリースフィルム80のセット状態を切り替えて、配線基板62と半導体チップ64との間にアンダーフィル樹脂90を充てんした後に引き続きフィレット部66を形成することができる構成を採用した。
(もっと読む)
基板の装着・取出方法及び装置
【課題】半導体素子等の電子部品302 を樹脂封止成形するための樹脂成形型に対して樹脂封止前基板300 の装着と樹脂封止済基板の取出作業を簡易に行う。
【解決手段】搬送プレート209 に基板搬送体211 を昇降自在に嵌装し、該基板搬送体の上面には樹脂封止前基板300 の載置部216 を設け且つその下面には樹脂封止済基板の係着部217 を設ける。樹脂成形型への基板の装着時には基板搬送体211 を上下両成形型間に進入させると共に、成形用下型の上動力を利用して基板搬送体211 を上昇させ且つその上面載置部216 に載置した樹脂封止前基板300 を成形用上型の基板装着面に止着する。
また、樹脂成形型からの基板の取出時にも成形用下型の上動力を利用して樹脂封止成形された樹脂封止済基板を基板搬送体211 下面の係着部217 に止着すると共に、この係着状態で該基板を外部へ取り出す。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】発泡樹脂材料の発泡のためのキャビティ拡大に起因して樹脂発泡成形品が形状ダレを生じる問題を解決することのできる表皮付き樹脂発泡成形品の製造方法を提供する。
【解決手段】表皮16の内側に発泡層を有する樹脂発泡成形品を製造するに際し、第2分割型34の少なくとも一方の側面成形面38を突成形部44を有するものとなし、第1キャビティ36の拡大時に突成形部44にて突形状部の表皮16-2Aを保持してこれを型開き方向に相対移動させるようになすとともに、第2分割型34の第2摺動面54を側面成形面38に連続して形成し、第1キャビティ36の拡大時に第2摺動面54に沿って、型締状態で形成された表皮16-2Aに連続した新たな表皮16-2Bを形成するようになす。
(もっと読む)
車両用内装部品の製造装置および製造方法
【課題】 本発明は、複雑な構造の装置を使用しないで作業効率の向上を図る車両用内装部品の製造装置を提供する。
【解決手段】 樹脂成形金型に装着する表皮材を掛止する掛止ステージと、掛止ステージを所定位置に搬送する搬送手段と、を有する表皮材受渡し機と、樹脂成形金型へ装着する角度で掛止ステージから表皮材を受け取り、その角度に表皮材を保持する表皮保持部と、表皮保持部を支持する支持ロッドと、樹脂金型へ表皮材を装着するために、支持ロッドを所定位置から樹脂成形金型へ移動する移動機構と、を有する表皮材装着機と、を備えることを特徴とする車両用内装部品の製造装置。
(もっと読む)
エンボス加飾一体成形品及びその製造方法
【課題】薄くて軽量で、エンボス加飾され、デザイン多様性に優れ、且つ触感のよいエンボス加飾一体成形品及びその製造方法を提供する。
【解決手段】表皮材20と射出成形により表皮材20と一体成形されたコア材10からなるエンボス加飾一体成形品1であって、表皮材20が、オレフィン系熱可塑性エラストマー、スチレン系樹脂、塩化ビニル系樹脂及び塩素化ポリエチレン系熱可塑性エラストマーからなる群から選ばれる少なくとも一種の樹脂を主成分とし、且つエンボス加飾されているエンボス加飾シートからなり、コア材10が、スチレン系樹脂及びポリカーボネート系樹脂からなる群から選ばれる少なくとも一種の樹脂を主成分とし、エンボス加飾一体成形品1における表皮材20表面の残留三次元表面粗さが4〜100μmの範囲である。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に樹脂接着層が積層されたようにする。
(もっと読む)
光学部品の製造方法、光学部品、および液晶ディスプレイユニット
【課題】一枚で十分な光学特性を有し、かつ生産性が良好でコストメリットが得られる光学部品を提供する。
【解決手段】基材上に耐エッチング層を形成し、前記耐エッチング層に対してレーザービームを照射し、レーザービーム照射部分で生じるアブレーションにより前記耐エッチング層に開口部を形成し、この際に隣接する開口部の配置の周期を、周期Lを基準としてL±L/10の範囲でランダムに調整し、前記耐エッチング層に形成された開口部を通して前記基材をエッチングして、前記基材に凹部を形成し、前記耐エッチング層を除去して凹部を有する型を作製し、前記型の形状を光学材料に転写することにより凸部を有する光学部品を製造することを特徴とする光学部品の製造方法。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの片面に離型層と塗膜接着層とが順次積層されたようにする。
(もっと読む)
OA用ブレード及びOA用ブレード用金型
【課題】エッジが立ったシャープな形状のゴム部材を備えたOA用ブレードを製造する。
【解決手段】長尺形状のプレート2上に、被接触体に当接される弾性部材3が長手方向LDに沿って設けてあるOA用ブレード1において、前記弾性部材3は、前記プレートと接する面と厚さ方向ZDで対向している面TFの端縁の少なくとも一部に突起PRが設けてある。ショートが発生し易い弾性部材の端縁で影響の少ない所定位置に突起が形成されるようにしたので、現像剤の規制などに影響する領域でのショート発生が防止されたブレードとして提供できる。
(もっと読む)
発泡成形品およびその成形方法
【課題】主に、ソフト感の不足を解消すると共に、表面形状を自在にコントロールできる発泡成形品及びその成形方法を提供する。
【解決手段】表皮材4と、芯材5と、発泡材6とを有し、表皮材4が、製品形状に賦形され、発泡材6が、発泡成形によって表皮材4と芯材5との間に設けられた発泡成形品3であって、表皮材4と発泡材6との層間に、発泡材6よりも弱い力で弾性変形および復帰が可能なクッション材8が埋設され、クッション材8が、表皮材4の賦形時に、加熱された表皮材4の熱を利用して、予め表皮材4の内面部分に熱融着されると共に、発泡材6の発泡成形時に、表皮材4と一緒に発泡材6に一体化されたものとしている。
(もっと読む)
樹脂封入金型
【課題】作業が簡易化でき、加熱温度安定時間の短縮ができる樹脂封入金型を提供する。
【解決手段】基板を挟み込んだ上型と下型とにそれぞれ形成されたキャビティ部内に熱硬化性樹脂を溶融させた状態で注入し硬化させる樹脂封入金型において、前記キャビティ部を、前記熱硬化性樹脂を溶融させるポッド部から独立させてカセット式にする。
(もっと読む)
半導体チップの圧縮成形方法及び金型
【課題】基板5に装着した半導体チップ4を樹脂成形体16に圧縮成形する金型1(上型2と下型3)に設けた下型キャビティ9内で成形される樹脂成形体16の厚さを効率良く高精度で一定に形成し、離型フィルム8を被覆したキャビティ9内に供給した樹脂材料10の量の過不足を効率良く調整し、離型フィルム8の「しわ」を効率良く伸長する。
【解決手段】キャビティ底面部材12による下型キャビティ9内の樹脂加圧時に、キャビティ底面部材12を所要の位置で係止部材17にて停止することにより、樹脂成形体16を所要の厚さ(下型キャビティの深さ)Aに圧縮成形し、更に、摺動部材18を下型キャビティ9内に突き出すことにより、下型キャビティ9内で不足した樹脂量を摺動部材18の先端部18aの容量で補い、且つ、下型キャビティ9内の離型フィルム8を、摺動部材18を突き出して伸長する。
(もっと読む)
ハウジングの製造方法
【課題】本発明は、ハウジングの表面に艶消し効果を付与することができ、且つ製造工程が簡単であって、製造コストも低いハウジングの製造方法を提供することを目的とする。
【解決手段】本発明のハウジングの製造方法は、艶消し効果を付与する微細凹凸模様が形成された金型を提供するステップと、薄板を提供し、前記薄板を前記金型内に配置するステップと、前記金型内に成形材料を注入して、前記薄板の上に基材層を成形するステップと、を含む。
(もっと読む)
複合物品を製造するための方法および装置
金属または他の材料および射出成形合成プラスチックの複合構造体を製造するための装置が開示される。装置は3つの部品(12、14、16)を備え、これらの部品は、前記部品が離間される開放位置と部品が接触させられる閉塞位置との間で移動させることができる。中央の部品(14)が開口(30)を有し、外側の部品(16)は、部品(12)の開口(30)に入って2つの部品間にあるストリップ(40)を打ち抜く突出部(36)を有する。打ち抜かれた要素は、中央の部品(14)を貫通して、部品(12、14)と突出部(36)の前面とにより形成される成形キャビティ内に押し込まれる。プラスチック材料注入ポイント(18)が部品(12)に設けられる。 (もっと読む)
インサート成形方法及びインサート成形品
【課題】天然木化粧パネル等を製造する際のバックアップ材や化粧板、接着フィルムの積層構造を簡略化できるようにする。
【解決手段】まず、可動側金型21にスペーサーフィルム12を取り付けるとともに、天然木等を用いたコアフィルム10を密着させる。次いで、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コア部品を作製する。次いで、コア部品からスペーサーフィルム12を取り外して、再び固定側金型22に密着させる。次いで、溶融樹脂導入部品24を、固定側金型22に密着させたコア部品に仮固定させる。そして、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コアフィルム10の表面及び裏面の両面に合成樹脂層20a,20bが形成されたインサート成形品を作製する。
(もっと読む)
201 - 220 / 610
[ Back to top ]