
Fターム[4F202AD08]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | シート状 (892)
Fターム[4F202AD08]の下位に属するFターム
ラベル・絵付け材 (126)
転写シート (82)
塗膜(←ゲルコート材) (74)
Fターム[4F202AD08]に分類される特許
161 - 180 / 610
電池の製造方法

【課題】 製造コストを低減できると共に、ケース蓋部材と電極端子部材との間のシール性を向上させることができる電池の製造方法を提供すること。
【解決手段】 リチウム二次電池100の製造方法は、電極端子部材120のうちの端子被覆部121の外周面121dに、予め絶縁性の第1樹脂からなる内側樹脂体131を形成する第1成形工程と、その後、ケース蓋部材113の端子挿通孔113hに電極端子部材120を挿通した状態で、インサート成形により、ケース蓋部材113と電極端子部材120との間に絶縁性の第2樹脂を注入して、内側樹脂体131に結合する外側樹脂体135を形成し、樹脂絶縁部材130を形成する第2成形工程とを備える。
(もっと読む)
車両用内装部品の製造装置

【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接水分を供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型3と、成形型3の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面に液状の水分を供給して離型を促進する水分供給部8と、水分供給部8に接続される水分供給系7と、を備え、水分供給部8は、水分供給系7から供給された水を噴出する複数の噴出孔であることを特徴とする。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】加工ステップが簡単であり、成型品の質量も安定したインモールド加飾成形方法及びその成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、フィルム移送装置で加飾フィルムをインモールド加飾成形金型の雌・雄金型との間に移送し、加飾フィルムを雌金型のキャビティの内壁に吸着させるステップと、雌・雄金型の金型分割面同士が接触しないように金型の1回目の型閉じをするステップと、成型樹脂を雌金型のキャビティに射出するステップと、雌・雄金型との2回目の型閉じをして、雄・雌金型の金型分割面同士を接触させ、加飾フィルムを切断してフィルム移送装置の上の加飾フィルムから脱離させるステップと、成型樹脂の射出を停止するステップと、金型を型開きして、加飾フィルムが貼付されている成形品を取り出すステップと、を備える。本発明は、インモールド加飾成形方法による成形品を更に提供する。
(もっと読む)
クッションパッド成形型およびその成形型を用いたクッションパッドの製造方法
【課題】製造コストの上昇を招くことなくクッションパッドの成形不良を十分に改善することができ、しかも抜型の際の作業性が向上するクッションパッドが得られるクッションパッド成形型を提供する。
【解決手段】発泡樹脂製のクッションパッドの上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、前記上辺縁部から後方へ延設された連結部と、前記連結部に繋がる厚肉部と、前記延設部先端側の薄肉部とを有し、少なくとも前記厚肉部の内側で発泡樹脂と、その発泡樹脂を覆う補強布材とが一体に成形され、下型14と中子型13と上型12とを具え、中子型13が、その中子型の表面から弾性力で突出して前記補強布材を押圧し、前記厚肉部内に前記補強布材を膨出させるとともに、前記発泡樹脂が前記厚肉部内に充填されると前記補強布材で押圧されて後退する弾性押圧部15を有することを特徴とするものである。
(もっと読む)
モールド金型
【課題】モールド金型におけるインサート部材の取り付け位置精度を向上させ、高精度の樹脂モールドを可能にするモールド金型を提供する。
【解決手段】センターインサート10と、該センターインサート10を挟む配置に装着された一対のキャビティインサート20、21とを備え、センターインサート10の長手方向の両端位置に、それぞれインサートホルダ40、41が配置され、インサートホルダ40、41には、センターインサート10の端面に対向する内側面に、センターインサートの端部と凹凸嵌合する嵌合溝40a、41aが設けられ、センターインサート10の両端部と前記嵌合溝40a、41aとが凹凸嵌合して、センターインサート10がインサートホルダ40、41に装着されている。
(もっと読む)
皮革インサート成形品とその製造方法
【課題】 金型への皮革のセットが容易で、皮革をインサート成形品の表面に部分的に組み込んだデザインでも隙間や端面露出の問題がない皮革インサート成形品とその製造方法を提供する。
【解決手段】 皮革インサート材が外面に積層された一次成形樹脂部をコア型に密着させたまま、二次成形型に移動させ、基体シート上に剥離層、隠蔽層及び接着層が順次積層された転写シートを二次成形用キャビティに吸着させた状態で型閉めし、前記二次成形用キャビティに二次成形樹脂を射出することにより、前記一次成形樹脂部及び前記皮革インサート材と一体に且つ前記皮革インサート材が周縁部を除いて露出するように、外面に隠蔽層を形成した二次成形樹脂部を成形し、前記二次成形型と前記コア型との型開き時または型開き後に、前記基体シートを剥離する。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
成形用金型及び成形品の製造方法
【課題】加飾フィルム40を成形用金型にインサートして成形品を成形するときに、成形品の大きさ等に影響されずにインキ流れの発生を防止することを目的とする。
【解決手段】加飾フィルム40を内部にインサートして成形品を成形するための成形用金型20であって、成形材の射出方向に加飾フィルム40が位置するゲート25の周りに成形品の厚みを肉厚に成形する肉厚成形部26を設けたことを特徴とする。特に、肉厚成形部26の高さを、基本厚さ成形部24の高さの略1.5倍以上であって、加飾フィルム40の厚さの略10倍以上であることが好ましい。
(もっと読む)
燃料電池用セパレータの離型方法及びその離型装置
【課題】セパレータ本体へのシール部材の成形後,セパレータ本体に変形,破損を与えることなく,セパレータを成形金型からスムーズに取り出すことを可能にする,燃料電池用セパレータの離型方法を提供する。
【解決手段】金属製のセパレータ本体板06を成形金型19内に挿入し,金型のキャビティ19aに樹脂を充填することによりセパレータ本体06の周縁にシール部材8を形成した燃料電池用セパレータ6の該成形金型からの離型方法であって,シール部材8がキャビティ19a内面に貼りつくことにより成形金型19に付着したセパレータ6の一端を吸着パッド26に吸着させ,この吸着パッド26を成形金型19に対し離反する向きに移動させることにより一端部からキャビティ内面19aに貼りついたシール部材8を漸次剥離して該セパレータ6を離型する。
(もっと読む)
シール部品の製造方法及び金型
【課題】成形用ゴム材料4の充填時におけるキャビティ3内の成形圧力を適正に保持し、成形不良の発生を有効に防止する。
【解決手段】基材11を金型2の分割型22,23間にセットして型締めし、前記基材11の表面とこれに対向する分割型22の内面との間に画成される無端形状のキャビティ3に成形用ゴム材料4を射出し、その射出量を、成形用ゴム材料4がキャビティ3に充満した後、このキャビティ3内における成形用ゴム材料4の合流位置3aに開口したエアベント孔36からその下流側に設けた余剰材料溜まり38へ流れ込むと共にこの余剰材料溜まり38に充満しない量とし、エアベント孔36から余剰材料溜まり38へ流れ込む成形用ゴム材料4に流動抵抗による圧力降下を生じさせ、この圧力降下によって、キャビティ3の内圧をガスケット12の成形に必要な圧力の下限値以上でかつキャビティ3からの漏れ発生圧力の下限値未満に保持する。
(もっと読む)
モールド金型および樹脂モールド装置
【課題】樹脂モールド時の樹脂漏れによるトラブルを改善することのできる技術を提供する。
【解決手段】下型センタインサート3と、下型センタインサート3に隣接して配置される下型キャビティインサート4と、下型キャビティインサート4に載置されるワーク10の外周側であって、下型センタインサート3に接して下型キャビティインサート4に配置される樹脂止め駒8とを有する。樹脂止め駒8が、載置されたワーク10と対向する表面8aが、波形状または凹形状を有している。
(もっと読む)
断熱ボード及びその成形金型
【課題】 発泡樹脂層の厚みを薄く成形した場合であっても、薄肉部に破損等の不良が発生するのを抑制することができる断熱ボードを提供することを課題とすると共に、前記断熱ボードの製造に用いる成形金型を提供することを課題とする。
【解決手段】 発熱体を嵌め込み可能に構成された嵌込凹部が一方の面に形成された発泡樹脂層を備える断熱ボードであって、前記嵌込凹部が形成されて発泡樹脂層の厚みが薄くなった薄肉部を補強する補強シートが少なくとも薄肉部に対応する領域に積層されていることを特徴とする断熱ボード。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 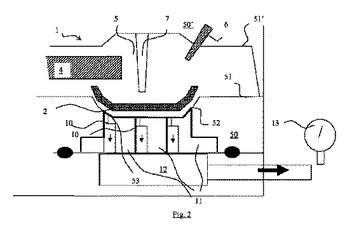 (もっと読む)
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 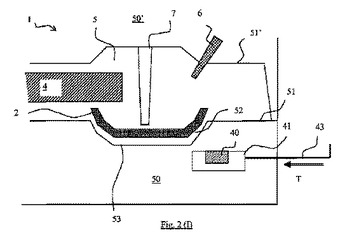 (もっと読む)
(もっと読む)
インサート材を備えた樹脂成形品及びその製造に用いる金型
【課題】本発明は、樹脂成形の際に、2つのインサート部材の位置決めを容易にした樹脂成形品を得ること、及び、そのために用いる金型を得ることを目的とする。
【解決手段】本発明に係る樹脂成形品は、第1インサート材3の一部と第2インサート材4の一部とが表裏方向で重なりつつ当接し、かつ、第1インサート材3および第2インサート材4が表面に露出した状態で樹脂部6に埋設され、第1インサート材3および前記第2インサート材4のうち少なくとも何れか一方の裏面側の少なくとも一部が樹脂部6で覆われている。
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置
【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
繊維強化樹脂製部材の製造装置
【課題】接着剤塗布前の処理を必要最小限に抑え、接着剤による十分な接着強度を確保する。
【解決手段】金型1は、雄型3と雌型4とで成形部材用の密閉自在なキャビティ5が形成され、キャビティ5には樹脂9を含浸させる面形状の強化繊維からなる繊維基材6が収納される。雄型3の一端部には、上方からキャビティ5内へと、繊維基材6の上面から含浸させる樹脂9を注入する注入口3aが設けられており、他端部には、キャビティ5内に樹脂9を注入する際に、キャビティ5内の空気を吸引除去する吸引口3bが設けられている。雌型4の端部には、下方からキャビティ5内へと、繊維基材6の下面から含浸させる樹脂9を注入する注入口4aが設けられている。繊維強化樹脂製部材2のライン状の接着部8a,8aに対応する部位には、ライン状の凹溝4b,4bが形成されている。
(もっと読む)
樹脂成形部品の製造方法
【課題】リードフレームの変形や位置ずれを抑制するとともに、リードフレーム間を絶縁する絶縁体を構成する材質の選択の幅を広げることが可能な樹脂成形部品の製造方法を提供する。
【解決手段】樹脂成形部品の製造方法は、絶縁シート20を複数のリードフレーム10の各々の間に挟んで積層したインサート部品2を準備する工程と、複数のリードフレーム10の積層方向における、インサート部品2の一方の端面2Aが金型50の内壁50Aに接触するように、インサート部品2を金型50の内部にセットする工程と、金型50の内部において、インサート部品2の一方の端面2Aとは反対側の他方の端面2Bに対向する側から金型50の内部が溶融した樹脂30によって充填されることにより、インサート部品2と樹脂30とを一体化する工程とを備えている。
(もっと読む)
熱硬化性樹脂レンズの成形方法、成形装置、熱硬化性樹脂レンズ及び成形用フレーム
【目的】熱硬化性樹脂レンズの成形に際し、離型のための突き出しピン構造を採用しても、注入樹脂材料の高い流動性に起因する問題が生じにくい成形方法、成形装置、成形レンズ及び成形に用いる成形用フレームを得る。
【構成】一対の割型10、20のレンズ成形空間に対応する逃げ開口31と、この逃げ開口31からレンズ成形空間内に向けて突出して形成した連結突出部(32、33)とを有する成形用フレーム30を準備し、一対の割型10、20の間に、逃げ開口31の位置をレンズ成形空間の位置に合致させて成形用フレーム30を挟着し、レンズ成形空間内に熱硬化性樹脂を注入し、加熱して硬化させて、連結突出部(32、33)に結合された熱硬化性樹脂レンズ40を成形し、一対の割型10、20を開いた状態で、成形用フレーム30に、レンズ成形空間の外側において突き出し離型部材23を当接させ、連結突出部(32、33)を介してレンズ成形空間内に成形されたレンズ40を割型から離型させる熱硬化性樹脂レンズの成形方法。
(もっと読む)
プラスティック部品の加飾装置及び加飾方法
射出ツール(1)を備えるインモールド加飾方法を実施する装置が記載されている。射出ツール(1)は、第一の金型凹部(13)を有する第一のツール部(11)と、第一の金型凹部に対応する第二の金型凹部(15)を有する第二のツール部(12)とを有する。第二のツール部(12)は、少なくとも一つの射出経路(12e)を有し、エンドレスな加飾フィルム(16)の一部が、第一のツール部(11)と第二のツール部(12)との間に配置され得る。第一のツール部(11)の金型凹部(13)は、金型凹部(13)の周囲に広がるとともに、断面が平坦であり、または、丸みを帯び、または、尖った、端面(14s)を有する、隆起したエッジ部(14)を有する。第二のツール部(12)は、隆起したエッジ部(14)の端面(14s)に平行でありこれに対応する端面(12s)を有する。射出ツール(1)が閉じられた際に、第一のツール部(11)の隆起したエッジ部(14)の端面(14s)と第二のツール部(12)の対応する端面(12s)との間の少なくとも一部に亘り間隔(s)があり、この間隔が加飾フィルム(16)により密封される。さらに、同様の方法が記載される。 (もっと読む)
161 - 180 / 610
[ Back to top ]