
Fターム[4F202AD24]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 部分に特徴がある部材 (367) | 表面に凹凸、突起、溝、節等を有するもの (214)
Fターム[4F202AD24]に分類される特許
161 - 180 / 214
リング一体式表示盤の製造方法

【課題】車載用表示盤等の表示盤に設けられた立体的な凸形状の目盛にエッジ感やシャープ感を出す方法を簡単且つ低コストで実現するようにしたリング一体式表示盤の製造方法を提供する。
【解決手段】成形面9の周囲にリング固定用溝12が形成されると共に、該溝12に固定されたリング3の裏面の所要箇所にシート固定用のピン3aが突出形成され、合成樹脂シート2の周部に形成された外側開口形状の位置決め凹部13をピン3aに係止した状態にし、成形面には合成樹脂シート2の表面側に突出形成する目盛4の形状に応じた目盛用凹部14が形成され、該凹部14の形成位置に対応した合成樹脂シートの所定位置に開口部15が形成され、金型5を閉じて合成樹脂シート2の裏側に射出された溶融樹脂が合成樹脂シート2の開口部15を経て目盛用凹部14に充填されると共に、合成樹脂シート2の周部に至った溶融樹脂がピン3aを溶融して楔効果を発揮する。
(もっと読む)
バリア性を有する注出口

【課題】酸素ガス、水蒸気等の透過を阻止するバリア性に優れている注出口を提供する。
【解決手段】筒状の口部と、口部の下方に連設する接着部とからなる注出口と、接着部に貼着する袋容器とからなる注出口付き袋容器の注出口において、前記口部の内径と略等しい筒状体に、バリア性を有するフィルムを装着したバリア筒と、前記注出口と、を一体成形により作製することを特徴とする。
(もっと読む)
エンボス加工装置および加工方法
【課題】 エンボス加工用離型紙を用いてシート状材料にエンボス模様を施すにあたり、エンボス加工用離型紙を繰り返し使用した場合であっても当該エンボス加工用離型紙のエンボス形状の凹凸が平坦化されることを抑制することができ、エンボス模様が施されたシート状材料の意匠性を良好に保つことができるようなエンボス加工装置および加工方法を提供すること。
【解決手段】 エンボス加工装置10は、熱硬化性樹脂層形成手段20と、エンボス加工手段30とを備えている。熱硬化性樹脂層形成手段20は、離型紙の紙層1の表面のうち離型層2が積層されていない側の表面に、紙層1のエンボス形状を維持するための熱硬化性樹脂層3を形成する。エンボス加工手段30は、熱硬化性樹脂層3が形成されたエンボス加工用離型紙上にシート状材料を積層し、当該シート状材料をエンボス加工用離型紙側に押圧することによりシート状材料にエンボス模様を施す。
(もっと読む)
ブロック状造形物の製造法及びブロック状造形物
【課題】 工場内でマニュアルに従って、作業者の技量に影響を受けることなく、品質の安定したブロック状造形物を、簡単、低コストで製造できるようにする。また工場内で製造したブロック状造形物を、現場に運んで固定するだけで済むようにして、この種の造形物の施工の簡単化、迅速化、低コスト化を図る。
【解決手段】 ブロック状造形物1を成形するための型2を作る。この型2を複数に分割して各型2の内面にモルタル3を塗布する。このモルタル3に絡ませて補強材を各型2の内側に設ける。次に各型2を接合して型2を復元し、この型2の内部に発泡樹脂材4を注入して充填する。発泡樹脂材4の硬化後に型2から成形品10を取り外し、その後、成形品10の表面を化粧仕上げする。
(もっと読む)
固体撮像素子収納用ケース、その製造方法、及び、固体撮像装置
【課題】インサート成形される金属部品(アイランド、リード端子等)に反りや変形が少ない固体撮像素子収納用ケース、その製造方法、及び、これを具備する固体撮像装置を提供すること。
【解決手段】矩形の樹脂製底板とその周縁に略垂設された樹脂製側壁とから一体に形成されるとともに、金属製リード端子及び固体撮像素子を固設する金属製アイランドが挿設され、開口部が透明板により閉塞可能な樹脂製中空ケースであって、該ケースは熱可塑性樹脂又はその組成物を一体に射出成形することにより得られ、射出成形用ゲートが該ケースの短手方向の片側側壁部に設けられ、該ゲートから射出流入される樹脂又はその組成物の流動方向を変えるための樹脂流制御突起により形成された凹部が該片側側壁部内に設けられていることを特徴とする固体撮像素子収納用ケース、その製造方法、及び、これを具備する固体撮像装置。
(もっと読む)
インサートモールド方法、インサートモールド構造及び動力伝達装置
【課題】 大きな回転トルクがかかってもピンが倒れない樹脂製プーリの提供を図る。
【解決手段】第1の金型61に形成された保持穴61cに、インサートピン33を装着した状態で、第1の金型61に対して第2の金型63を組み合わせて内部にキャビティCを形成し、該キャビティC内に溶解モールド材を流しこむインサートモールド方法であって、保持穴61cが開口する面61bに対してインサートピン33に形成された段差面33eを密着させることで、保持穴61cを段差面33eによって密閉した状態とし、この状態でキャビティC内に溶解モールド材を流し込む。これにより、このインサートモールド方法による製造物は、インサートピン33の露出部33d(すなわちインサートピン33がモールド部材31から突出する部分33d)の根元にバリがない構造となり、バリを除去する工程が不要となる。
(もっと読む)
ランプ
【課題】電灯と、前記電灯が取付けられるソケット部4a、および該ソケット部4aの外周縁からフランジ状に突出するフランジ部4bを有し、樹脂によって予め一体形成されたハウジング4と、前記フランジ部4bの外縁に突合せられ、前記フランジ部4bに固定され、前記電灯3が発する光を透過するレンズ部2とを備えてランプを形成するにあたり、一連の射出工程で簡単に製造する。
【解決手段】一次製品であるハウジング4に、レンズ部2に嵌合する嵌合凸部4eを形成し、該嵌合凸部4eに形成のテーパ部4fとレンズ部2側に形成のテーパ部2fとを面接触させ、これにより、嵌合凸部4eの嵌合が容易に行えながら、二次射出圧をテーパ接触する係合凸部4eで受けるようにして変形防止をした。
(もっと読む)
樹脂成形方法、および樹脂成形装置
【課題】 端子部を有するインサート部品の周囲に樹脂カバーを成形する樹脂成形装置において、金型の設計を煩雑にすることなく、端子部被覆部材で端子部を覆う際におけるインサート部品の位置ずれを防止できるようにする。
【解決手段】 樹脂成形装置1は、本体部から突出する端子部17aを有するインサート部品15を支持可能な下金型81と、下金型81と協働してインサート部品15を挟持する第1上金型83と、端子部17aの先端部分を挿通可能な挿通孔を有する端子部被覆金型85と、を備えている。そして、下金型81によりインサート部品15が支持された状態で、下金型81と第1上金型83とを組み合わせ、その後、端子部被覆金型85を成形位置まで移動させ端子部17aを覆い、その後、空隙に樹脂を流入する。
(もっと読む)
インサート成形品
【課題】 本発明は、低コスト化されたインサート成形品を提供する。
【解決手段】 キャップ17には、アース接続用ナット14A及びカバー用ナット14Bの軸線方向の深さ位置の仕様に対応して、両ナット14A,14Bの軸線方向のずれた位置に、第1及び第2の受け面33A,33Bが形成されている。一方、金型36には、各受け面33A,33Bと当接する第1及び第2の位置決め部30A,30Bが形成されており、各位置決め部30の軸線方向の長さ寸法は各ナット14A,14Bの深さ位置の仕様別に設定されている。これにより、両ナット14A,14Bにキャップ17を嵌着した状態で金型36に設置すると、各ナット14A,14Bが金型36内において所定の深さ位置に位置決め保持されるようになっている。このように、深さ位置の仕様が異なる各ナット14A,14Bに対して同一種類のキャップ17を共用できるからコスト低減を図ることができる。
(もっと読む)
現像ブレードの製造方法
【課題】 現像ローラとの接触部位近傍にバリの存在しない現像ブレードを簡便に製造するための現像ブレードの製造方法を提供する。
【解決手段】 支持部材の1つの端側部に沿ってブレード部材を備えた現像ブレードの製造方法であって、ブレード部材成形用のキャビティ14が形成された型面とキャビティに連通するゲート15とを備えた上金型12と、平らな型面を有する下金型13とを使用し、キャビティ14が支持部材2で閉塞され、かつ、支持部材2の上記端側部2Aの近傍を上金型12のキャビティ14の縁部と下金型13とで挟持するように上金型12と下金型13とを型合わせして型締めし、この状態でゲート15からキャビティ14内に成形材料を注入するものとした。
(もっと読む)
熱伝導性基板の成型方法
【課題】金型が汚れず、しかも生産性の高い熱伝導性基板の成型方法を提供することを目的とするものである。
【解決手段】半硬化あるいは部分硬化の状態で可撓性を有する熱硬化性樹脂組成物1を上型12、中型13及び下型11からなる金型内で加熱・加圧することにより、前記熱硬化性樹脂組成物1を所定の形状に成型する熱伝導性基板の成型方法において、前記金型の上型12及び下型11が熱硬化性樹脂組成物1と接する面にフィルム15、16を設ける。
(もっと読む)
浸入防止リブを備えたオーバーモールド
【課題】フックを発泡材料の注入から保護し、より大きな磁石の磁力を与える必要無しにオーバーモールドが適切に固定されたモールド成型品を得る。
【解決手段】基部(2)と磁性手段(5)とを備えたオーバーモールドであって、前記基部(2)が、中央部と、中央部のそれぞれの側部から側方に延びる縁部を形成する二つの部分(16,17)とを有し、前記中央部の第1側面からフック(3)が突出し、該フックが自己把握部材の雄部を形成し、前記磁性手段(5)が、前記オーバーモールドを引き付けるための磁石と協働可能であるオーバーモールドにおいて、前記縁部がそれぞれ少なくとも二つのリブ、好ましくは少なくとも三つ又は四つのリブ(40,41,42)を備え、これらリブが、前記フックのように、前記基部の同一側面で前記縁部から突出することを特徴とするオーバーモールド。
(もっと読む)
内表面に薄膜を有する中空成形品の成形方法および成形装置
【課題】 蒸着面が汚染されることがなく、在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
【解決手段】可動金型(17)とスライド金型(10)とを使用する。また蒸着用チャンバー(25)の内部にターゲット電極等の蒸着要素が設けられている蒸着装置も使用する。可動金型(17)とスライド金型(10)とにより本体部(H)と蓋体(F)を1次成形する。本体部は可動金型(17)に、蓋体はスライド金型(10)に残った状態で型を開く。可動金型(17)に残っている本体部の内表面を蒸着用チャンバー(25)で覆って金型内で蒸着する。次いで、蒸着された本体部に蓋体が整合するようにスライド金型(10)を駆動する。そして、2次成形用の樹脂を射出して本体部と蓋体とを一体化する。
(もっと読む)
樹脂モールド装置
【課題】 被成形品を樹脂モールド金型にセットした際に被成形品が加熱されて変形し、樹脂モールド金型上で被成形品が位置ずれすることを抑制し、樹脂モールド工程を効率化して生産性を向上させる樹脂モールド装置を提供する。
【解決手段】 樹脂モールド金型により被成形品5をクランプして被成形品を樹脂モールドする樹脂モールド装置において、前記樹脂モールド金型10に、該樹脂モールド金型に搬入してセットされる被成形品5を、樹脂モールド金型のセット位置で、クランプ面に平坦状に押接して支持する押さえ機構21、22が設けられていることを特徴とする。
(もっと読む)
回転アセンブリ製造のための渦形フレキシブル部品内部の軸の嵌め込み式射出成形方法
【課題】 回転アセンブリ製造のための渦形フレキシブル部品内部の軸の嵌め込み式射出成形方法の提供。
【解決手段】 渦形部品、第一型と第二型を提供する。続いて回転アセンブリの渦形部品を該第二型の対応する渦型スリットに挿入し、第一型と第二型を結合して第一型の第一キャビティーを第二型の第二キャビティーにアラインさせる。その後、射出材料を射出孔より第一キャビティーと第二キャビティーが構成する空間に注入し該回転アセンブリの軸を形成し、最後に上述の第一型と第二型を分離させて回転アセンブリを得る。
(もっと読む)
持上り防止機能を備えた金型及びオーバーモールドアッセンブリ
【課題】オーバーモールドがモールド成型品に良好に固定された製品を提供する。
【解決手段】オーバーモールド1が発泡成型品に固定されるよう意図されると共に基部2を備え、基部2が中央部と、中央部のそれぞれの側方に縁部6,7を形成する二つの部分とを有し、中央部の第1側面から自己把握部材の雄部を形成するフック3が突出し、金型が、オーバーモールド1が固定されることを意図されるモールド成型品を成型することを通じて、その底部14に、壁10,11によって区画されるキャビティを備え、オーバーモールド1が、キャビティ上に配置されると共に、フックをキャビティ内に位置させてキャビティの壁の上面に接触する縁部の少なくとも一部を有し、磁石30によって引き付け可能な材料15がオーバーモールド1に固定され、これら端部が穴をあけられ、特に、穴部の面積と端部の総面積との比率が33%より大きくしたアッセンブリ。
(もっと読む)
シート用パッドの製造方法
【課題】補強布の所定位置に磁性体部材を簡単かつ正確に配設することができるシート用パッドの製造方法を提供することを目的とする。
【解決手段】パッド本体12とその裏面に一体化された補強布30とを備えるとともに、サイド部18の裏面側に突出部22を持ち、該突出部の内側壁面22aに沿って補強布30の布側縁部32が一体化されるシート用パッド10の製造方法において、第1型45において突出部の内側壁面22aを成形する型面に配設された永久磁石56と磁気吸着する磁性体部材38を布側縁部32に配設するに際し、永久磁石56が配設された位置と対応する布側縁部32の所定位置に打ち抜き孔37を設けておき、該打ち抜き孔37を目印にして布側縁部32に磁性体部材38を配設することを特徴とする。
(もっと読む)
自動車の構成要素用の盛上がったライニング、相応する構成要素、自動車並びに製造方法
【課題】
【解決手段】本発明は、発泡材7の層を被覆する面19と、支持フレーム構造3に形成された発泡材受け入れキャビティ9の壁11に対して膨張するとき、発泡材により平坦化される密封スカート部25とを備えるライニングに関する。被覆面19は、周縁の輪郭部21により画成され且つ、少なくとも部分的に、密封スカート部25によって上記輪郭部を越えて伸びている。上記ライニングは、発泡材7に向けた方向を向く内面28を有している。ライニング5の内面28は、少なくとも1つの隆起面27を有している。本発明のライニングは、例えば、自動車のダッシュボードに適用することができる。 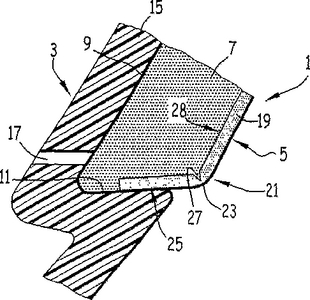 (もっと読む)
(もっと読む)
インサート樹脂成形品の製造方法、及び製造装置
【課題】インサート部品の位置ずれを防止しながら、樹脂の寸法精度を高くすることができるインサート樹脂成形品の製造方法を提供する。
【解決手段】インサート樹脂成形品の製造方法は、可動側金型12に摺動可能に設けられるとともに固定側金型11側に第1〜第3のスプリング15〜17によって付勢された付勢金型13と、固定側金型11とで金属プレート52を第1〜第3のスプリング15〜17による付勢力によって挟持する挟持工程と、挟持工程によって金属プレート52を挟持した状態で、キャビティ20内に溶融樹脂54を射出する射出工程と、射出工程の後、第1〜第3のスプリング15〜17による付勢力に抗して可動側金型12を固定側金型11側に近づけて付勢金型13を摺動させるとともに溶融樹脂54を圧縮する圧縮工程とを備える。
(もっと読む)
プラスチック−金属複合構成部分を製造するための方法
本発明の対象は、金属またはプラスチックから成る1つまたは複数の成形部分(1,1´)から成るプラスチック−金属複合構成部分を製造するための方法であって、成形部分を1つの射出成形工具内で接合し、かつ熱可塑性のプラスチックによって形状接続的に結合する形式の方法において、成形部分の接合を射出成形工具の型締め時に行うことを特徴とする、プラスチック−金属複合構成部分を製造するための方法である。 (もっと読む)
161 - 180 / 214
[ Back to top ]