
Fターム[4F202AD24]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 部分に特徴がある部材 (367) | 表面に凹凸、突起、溝、節等を有するもの (214)
Fターム[4F202AD24]に分類される特許
81 - 100 / 214
分岐ホースの製造方法
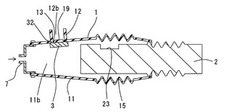
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
タイヤ加硫用モールドの製造方法

【課題】タイヤの溝成形部の一部分となる別パーツを、製造するモールドの所定の位置に精度よく安定して設けることができるタイヤ加硫用モールドの製造方法を提供する。
【解決手段】マスター型1の表面の所定位置にタイヤの溝成形部の一部分となる別パーツ3を配置し、このマスター型1を配置した型枠13aにゴム材料Rを流し込んで、別パーツ3を、その一部を埋め込んだ状態で固定したゴム型を製造し、次いで、このゴム型の表面に石膏Pを流し込んで、別パーツ3を、その一部を埋め込んだ状態で固定した石膏鋳型を製造し、次いで、この石膏鋳型の表面に溶融金属Mを流し込んで、別パーツ3を、その一部を埋め込んだ状態で固定したモールドを製造する。
(もっと読む)
内装品の製造方法
【課題】発泡射出成形法を利用して、意匠表面の意匠性を高く確保しつつ局部的に発泡倍率を高める。
【解決手段】貫通部23を有する硬質の芯材2を形成し、貫通部23を塞いだ状態で芯材2をキャビティ内に配置し、芯材の表面側に発泡剤を含む軟質樹脂からなる成形材料を射出して積層し、貫通部23を閉じた状態を開くことで成形材料を貫通部23を介して膨出させる。軟質樹脂層3の表面にパーティングラインが形成されることがなく、貫通部23に対向する部位の発泡倍率が高まる。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】表皮のインサートインジェクション工法を使用して樹脂芯材と表皮とを一体成形するとともに、表面に表示部を設定した自動車用内装部品並びにその製造方法であって、工程数を短縮化することを課題とする。
【解決手段】射出成形金型40を使用して、樹脂芯材20と表皮30とを一体成形する際、表示部14に相当する箇所の表皮30に開口31を繰り抜き、この開口31を通して樹脂芯材20を表面側に露出させ、露出面20aに射出成形金型40側から刻印47を転写して、樹脂芯材20の成形と同時に表示部14を形成するとともに、表皮30の開口縁31aは、樹脂芯材20における表示部14周囲に形成した木目込み溝部21に木目込み処理する。従って、樹脂芯材20の成形と同時に表示部14を形成することで、工程数の大幅な短縮化並びに射出成形金型40の構造の簡素化を図る。
(もっと読む)
発泡成形型及び発泡成形方法
【課題】 本発明は、作業を煩雑にすることなく、構造を簡素化するようにした発泡成形型を提供する。
【解決手段】 本発明に係る発泡成形型1は、一体発泡品Sで表皮10の凹部14を予定している凹部予定部17内に収容されるインサートブロック16を備え、このインサートブロック16は、凹部予定部17の底部19の周縁に沿って延在する底ハギ部20に食い込み可能な鋭角な食い込み部21が設けられ、この食い込み部21は、底ハギ部20に沿って延在し、鋭角な食い込み部21の先端21aの周長さは、底ハギ部20の周長さより大きくなっている。このようなインサートブロック16は、表皮10の伸び分を利用して、凹部予定部17内に押し込むように装着されるので、インサートブロック16によって凹部予定部17の底部19を発泡成形型1内で常に張った状態にしておくことができる。
(もっと読む)
スタビライザ装置およびその製造方法
【課題】ブッシュがずれるのを防止することにより信頼性を高めたスタビライザ装置を提供する。
【解決手段】スタビライザ装置1は、トーション部110とトーション部110の両端部から伸びるアーム部120とにより全体として略コ字状をなすスタビライザ100と、トーション部110の両端部に設けられ、スタビライザ100を車体10に固定するためのブッシュ300と、ブッシュ300と接触する接触部410を有し、トーション部110の軸方向の所定の範囲の全周を覆うようにトーション部110に対して一体成形された樹脂製のずれ止め部材400とを備え、トーション部110の外周面に、ずれ止め部材400と噛み合う凹凸部111を設ける。
(もっと読む)
センサ
【課題】車体の開口部、該開口部を開閉する開閉部材のうちの一方に設けられ、潰れると信号を発し、端部に樹脂のモールド成形がなされるセンサに関し、モールド成形時にセンサ内部に樹脂が流れ込まないセンサを提供することを課題とする。
【解決手段】端面に開口が形成され、内部に複数の電極線209,211を有し、潰れると信号を発するチューブ状のセンサ本体201と、センサ本体201の開口からセンサ本体201の内部に向かって挿入され、周面がセンサ本体201の内壁面に当接する挿入部303を有し、更に、センサ本体201内部の各電極線209,211が挿通し、各電極線209,211をセンサ本体201の外部へ案内する複数の貫通穴303d,303eが形成されたエンドキャップ301と、センサ本体201の端部及びエンドキャップ301を覆う樹脂モールド部401と、からなる。
(もっと読む)
樹脂成形品のシボ形成方法
【課題】比較的簡素な構成にて適正且つ効果的にシボを形成し得る樹脂成形品のシボ形成方法を提供する。
【解決手段】樹脂成形品の製品意匠面にシボを形成する方法であって、成形金型10における製品意匠面に対応するキャビティ部位にシボ転写素材1及び分離フィルム2を順に添設し、シボ転写素材1が持つシボ形状を製品意匠面に転写形成する。
(もっと読む)
金属部品付き合成樹脂の製造方法、及び、成形金型
【課題】金属部品付き合成樹脂の成形品において、合成樹脂体と金属部品との分離を防止できるとともに、単純な構造の金型によって成形品をインサート成形することができる、成形金型、及び、金属部品付き合成樹脂の製造方法を提供する。
【解決手段】成形金型1は、板ナット3と、合成樹脂体2とを一体成形して、金属部品付き合成樹脂4を製造するためのものである。板ナット3には、取り出し方向Eに対して垂直な方向に沿ってねじ孔3hが形成されている。金属部品付き合成樹脂4においては、ねじ孔3hが露出している。成形金型1は、ねじ孔3hを覆うように板ナット3を支持する支持部14を有する。成形金型1のキャビティは、板ナット3における、取り出し方向Eに対して反対方向を向いた部分の両端部を覆うように、合成樹脂が供給される形状を有している。
(もっと読む)
LEDチップ実装用基板の製造方法、LEDチップ実装用基板のモールド金型、LEDチップ実装用リードフレーム、LEDチップ実装用基板、及び、LED
【課題】
簡便で信頼性の高いLEDチップ実装用基板の製造方法を提供する。
【解決手段】
複数のLEDチップ90を実装する前のLEDチップ実装用基板の製造方法は、樹脂モールド用の上金型50と下金型60とを用いてリードフレーム10をクランプすることにより、リードフレーム10の自由端部11a、11bを折り曲げるステップと、上金型50と下金型60とを用いてリードフレーム10をクランプした状態で、上金型50と下金型60とで形成される空間(キャビティ70)に樹脂80を充填させるステップとを有する。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
インサート成形用の金型とこの金型を使用するプラスチック成形体の製造方法
【課題】複数のノズル穴を有する金型の欠点を解消しながら、注入するプラスチックの温度と圧力を低くして、薄い部分にも確実にプラスチックを注入して成形する。
【解決手段】インサート成形用の金型は、製品31の表面にプラスチックを付着するようにインサート成形する金型であって、ノズル穴6から溶融状態のプラスチックを注入して製品31に付着する本体成形部21を成形する本体成形チャンバ1と、この本体成形チャンバ1で成形される本体成形部21に連結するように成形されるサブ成形部22を成形するサブ成形チャンバ2とを有する。金型は、サブ成形チャンバ2を、バイパス路8を介して本体成形チャンバ1に連結しており、ノズル穴6から本体成形チャンバ1に注入される溶融状態のプラスチックを、バイパス路8を介してサブ成形チャンバ2に注入してサブ成形部22を成形する。
(もっと読む)
ウエハレンズの製造方法
【課題】製造コストを低減することができ、かつ、低温で容易に製造することができるウエハレンズの製造方法を提供する。
【解決手段】ガラス基板3に対し第1の硬化性樹脂5A製のレンズ部5が設けられたウエハレンズ1の製造方法であって、レンズ部5の光学面形状に対応したポジ形状の成形面を複数有するマスター10から、光学面形状に対応したネガ形状の成形面を複数有するサブマスター成形部22を第2の硬化性樹脂22Aによって成形するとともに、サブマスター成形部22をサブマスター基板26で裏打ちすることによってサブマスター20を形成し、サブマスター20と、ガラス基板3との間に第1の硬化性樹脂5Aを充填して硬化させレンズ部5を成形する場合に、マスター10のモールド成形用材料として低融点ガラス又は金属ガラスを使用する。
(もっと読む)
板金インサート成形品の製造方法、および電子機器
【課題】樹脂部材のひずみを低減し、反り変形やクラック発生を抑制できる、板金インサート成形品を提供する。
【解決手段】この板金インサート成形品10の製造方法は、金属板1の周囲に沿って樹脂部材6を一体化した板金インサート成形品10を成形する方法であって、畝形状を形成する工程と、切り欠きを形成する工程と、金属板1を金型に設置する工程と、金属板1と樹脂とを一体化する工程とを備える。畝形状は、樹脂部材6が設けられる金属板1の第一端部から、第一端部と対向する金属板1の第二端部に向かって、金属板1を横断している。切り欠きは、畝形状の両端を金属板1の第一端部および第二端部から離している。金属板1と樹脂部材6とは、樹脂を射出成形して、一体化されている。
(もっと読む)
芯材のインサート成形方法
【課題】金属製の芯材をキャビティの所定位置に支持してゴム様弾性体の原料を注入してもキャビティ内を押し動かされることがないようにすると共に、芯材をキャビティ内に支持する手段が成形品の表面に露出して外観を損なうことがないようにする。
【解決手段】金属製芯材21の取付孔22に突起物23の差込部25を強く押し込んで首部24に嵌合固定させ、突起物23をキャビティ11を形成する金型8に当てて支持させる。突起物23は成形物のゴム様弾性体と同じ材質とすることにより、突起物先端が成形物表面に露出しても目立たないようにする。
(もっと読む)
特に自動車のための表装部品とその製造プロセス
粗面を有する車両用内装部品の製造方法に関し、滑らかな又は予め粗面とされたフィルムが、表面構造を有する型内に設置され、事後に硬化する発泡される支持材料を導入してフィルムインサート成形を施される。 (もっと読む)
発泡樹脂製表皮付きパネル及びその成形方法
【課題】外観見栄えの向上した健全な発泡樹脂製表皮付きパネルを提供する。
【解決手段】基材3の表面に発泡樹脂からなる表皮5を一体に射出成形する。表皮成形時にキャビティ109′内に射出されて異なる方向に流れて合流する発泡樹脂の合流領域Eの表皮5の発泡倍率を、他の領域の発泡倍率よりも低く設定する。
(もっと読む)
モールドイン成形用係止部材の製造方法
【課題】成形型内の凹部に簡単かつ確実に保持でき、しかも成形型凹部の巾方向の間隙の封止に優れ、樹脂組成物の係合素子側への流入を確実に阻止することができるモールドイン成形用係止部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をノズルから溶融押出して、基板長さ方向に連続した列条を基板表面に有し、さらに同表面の幅方向両端部に基板長さ方向に連続し三角形または円弧状の断面形状を有するシール用突起(4)を有するテープを形成し、該列条に小間隔で切れ目を入れ、次いでテープを長さ方向に延伸し、かつフェライト含有層をテープ面に塗付することにより、基板(1)の表面に多数の係合素子(2)と基板表面の幅方向両端部に長さ方向に連続した三角形または円弧状の断面形状を有するシール用突部(4)を有し、かつ基板の少なくとも1面にフェライト含有層を有するモールドイン成形用係止部材の製造方法。
(もっと読む)
射出成形樹脂歯車の成形方法及び射出成形樹脂歯車
【課題】ウェルドラインを歯の歯先面に生じさせる。
【解決手段】インサート6をキャビティ22内の所定位置に収容した後、ピンポイントゲート26からウェブを形作るためのキャビティ部分32に溶融樹脂を射出する。そのキャビ部分32から歯を形作るキャビティ部分34へ向かう溶融樹脂の流れをキャビティ22内に出っ張る突起33によって絞り、ウェブ側のキャビティ部分32から歯側のキャビティ部分34へ向かう溶融樹脂の流れの流動速度を略均一化し、この流動速度が略均一化した溶融樹脂の流れを、インサート6に形成した溶融樹脂誘導路でキャビティ22内の歯の歯底面40に対応する部分へ案内し、歯を形作るインサート6の外周面に樹脂を被覆すると共に、歯の歯先面にウェルドラインを形成するようにした。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
81 - 100 / 214
[ Back to top ]