
Fターム[4F202AD24]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 部分に特徴がある部材 (367) | 表面に凹凸、突起、溝、節等を有するもの (214)
Fターム[4F202AD24]に分類される特許
41 - 60 / 214
成形体又は積層体への別部材の取付け方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体
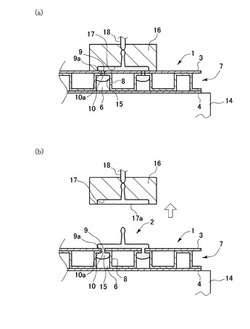
【課題】 成形体又は積層体に別部材を取り付ける方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体を提供することである。
【解決手段】 樹脂材よりなり、対向配置される第1及び第2のシート材3、4の間に多数の凸部8がエンボス状に形成されたパネル材1の一方のシート材3、4に開口9、10を設ける。支持台14に設置したパネル材1における開口9を覆うように、底面部にキャビティ17が開放された成形型16を押圧する。成形型16のキャビティ17に射出した溶融樹脂を、開口9、10からパネル材1の第2空間部6に注入させて固化し、第2空間部6に抜止め状態で保持されるアンカー部15と一体にストライカ2を形成する。
(もっと読む)
フィルム付き衝撃吸収材の製造方法

【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
レンズアレイ用成形型
【課題】バリの発生を抑制することのできるレンズアレイ用成形型を提供する。
【解決手段】上型及び下型を備え、複数の貫通孔が配設された基板及び複数の前記貫通孔の各々に供給される樹脂材料を該上型及び該下型で挟み、前記基板と一体に複数の前記貫通孔の各々にレンズを形成するレンズアレイ用成形型であって、前記上型及び前記下型は、前記基板を支持する支持面と、前記基板における複数の前記貫通孔と同じ並びで該支持面に配設された複数のレンズ成形部とをそれぞれ有しており、前記下型の複数の前記レンズ成形部の各々は、その全体が対応する前記貫通孔に収容され、前記下型の前記支持面は、複数の前記貫通孔の各々の縁に全周に亘って密接する。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
インモールドラベル付き容器の蓋
【課題】本発明は、シート材の裏面に加飾を施したラベルを容器の蓋へインモールド成形により熱溶着させたラベル付き容器の蓋のラベルを容易に剥離することができるインモールドラベル付き容器の蓋を提供することである。
【解決手段】本発明は、シート材2を天板部1aへ貼り付けてインモールド成形したインモールドラベル付き容器の蓋Aであって、前記容器の蓋1のゲート位置3に接する前記シート材2にはゲート位置3の周囲を含むように切り目2cが形成されるとともに、前記シート材2の外周の一部には外方へ突出した摘み部2aを形成し、前記摘み部2aを外側から内側に被せるように折り曲げたシート材2を前記容器の蓋1へ熱溶着させインモールドラベル付き容器の蓋Aである。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置
【課題】本発明はアンテナパターン部がアンテナパターンフレーム上で浮く現象を防ぐアンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置に関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信するアンテナパターン部が形成される放射体と、上記アンテナパターン部が表面に形成されるように上記放射体がモールド射出成形され、上記アンテナパターン部を電子装置のケースの内部に埋め込ませる放射体フレームと、上記放射体フレームのようにモールド射出成形され、上記放射体フレーム上で上記アンテナパターン部が浮く現象を防ぐように上記アンテナパターン部にオーバーモールディングされて形成されるオーバーモールド部と、を含むことができる。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、アンテナパターンフレームが埋め込まれた電子装置のケース及びその製造方法
【課題】本発明は、アンテナパターンが電子装置のケースに埋め込まれるようにするアンテナパターンフレーム、その製造方法及び製造金型、これを用いた電子装置のケースに関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信し、電子装置内に送出するアンテナ放射体と、前記アンテナ放射体が表面に形成される放射体フレームと、前記放射体フレームから突出して形成され、電子装置のケースの形状の内部空間が形成される電子装置のケースの製造金型内で前記放射体フレームが上下に動くことを防ぐガイドボスと、を含むことができる。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
射出成形時における洩れ防止構造
【課題】金型PL面にゲートを配置して、縁部がゲートと対向する位置に配設された基材の表面を射出成形する際に該基材の裏面側に表面層形成用材料が洩れることを防止する構造を提供すること。
【解決手段】固定型及び可動型からなる金型のPL面にゲート部を配置し、一方の型に基材を載置して該基材表面に表面層を射出成形により成形する金型における前記基材の裏面側への射出材料の洩れ防止構造であって、前記載置された基材縁部の該ゲート部に対向する部位に、型閉めしたときに前記基材縁部のゲート部対向部位を前記基材を載置する型に押しつける他方の型に向かう突起、あるいは他方の型の前記基材縁部の対応部位に、前記基材に向かう突起を設けたこと特徴とする射出成形における洩れ防止構造。
(もっと読む)
熱可塑性材料から物品を製造する方法
【解決手段】本発明は、チューブ型の予備成型物が、マルチパートブローモールドの中に取り込まれ、膨張させられ、適用される圧力差により形成される、熱可塑性材料から物品を製造する方法であって、前記予備成型物の形成の前に、少なくとも1つのインサートが、第1保持手段により前記予備成型物の中に取り込まれ、前記予備成型物の形成前に、前記予備成型物は、前記予備成型物の壁に貫通する少なくとも1つの第2保持手段により引き継がれ、前記第2保持手段はブローイングピンとして形成され、前記予備成型物の膨張及び再成型は、前記第2保持手段と共に圧力媒体の適用により開始される方法に関する。 (もっと読む)
化粧料容器
【課題】ブローボトルのように開口部内径が胴体部内径よりも小さく、ガラス瓶のように厚肉で、且つ落下等の衝撃にも強い、耐久性と美しい外観を備えた化粧料容器を提供すること。
【解決手段】容器本体10は、化粧料の抽出口となる首部材12と、首部材12を連結する開口部を有し、開口部の最小内径が首部材12の最大内径よりも大きい胴体部材11と、2つの部材をつなぐための連結部材30とからなり、胴体部材11の上端部には、首部材12を嵌入するための嵌入溝11bと、嵌入溝11bの周縁に胴体部材の側壁の面方向に突出する胴体凸部11cが形成され、首部材12には胴体部材11に嵌入したときに胴体凸部11cと隣接するように首凸部12cが形成され、胴体部材11と首部材12とは、胴体凸部11cと首凸部12cをまたいで胴体部材の上端部に対して溶融樹脂が射出されて形成される連結部材30によって溶着固定される。
(もっと読む)
射出成形金型装置
【課題】流動規制部が樹脂の流れを制限することで充填末端部を制御でき、強いウェルドラインの発生を抑え、製品外観面に充填末端部が発生することを防止する。
【解決手段】枠状部2を有する成形品1が成形されるときに、枠状部2の任意の一辺にある最後に樹脂が充填される位置(充填末端部)を中心とし、その一辺の長手方向で左右にそれぞれ樹脂の流動規制部20を構成する。この流動規制部20の形状は3次元形状であり、流動規制部20により充填末端部近傍での正面(Z)、左側面(X)、下側面(Y)方向の樹脂の流動を制御する。流動規制部20は成形品1の外観面に露出することのないように構成される。この構成により外観品質の良好な成形品1を得ることができる。
(もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
車両用内装部品の製造方法および装置
【課題】 本発明は、均一で美麗なシボ模様などを保持した状態で表皮を貼着することが可能な車両用内装部品の製造方法および装置を提供する。
【解決手段】 凸面を有する形状に成形された樹脂芯材に表皮を貼着する車両用内装部品の製造方法であって、樹脂芯材を真空成形型に装着する芯材装着工程と、 表皮を複数の表皮把持部を有する表皮枠に装着する表皮装着工程と、表皮枠に装着された表皮を加熱する表皮加熱工程と、表皮加熱工程で加熱された表皮を、真空成形型に装着された樹脂芯材に貼着する表皮貼着工程と、を備え、表皮貼着工程は、複数の表皮把持部の一部を所定の方向に移動させて、表皮枠に装着された表皮を弛ませ、樹脂芯材の凸面の肩部を、弛ませた表皮に先当たりさせることを特徴とする車両用内装部品の製造方法。
(もっと読む)
射出成形金型
【課題】被成形部材を保護しつつ、バリの発生を防ぐことが可能な射出成形金型を提供する。
【解決手段】この射出成形金型1は、側面2aに開口する凹部2bを有する被成形部材2に対して、上型12と下型11とで被成形部材2を保持するとともに横移動型13を被成形部材2の側面2aに接触させることにより凹部2bを略密閉し、その状態で凹部2bに成形樹脂を充填するように構成されている。下型11は、その上面の載置面11aに配される被成形部材2の側面2aが当該下型11の載置面11aの端縁から垂下する側面11eよりも側方に出っ張るように形成されている。また、横移動型13は、他の型とは独立して移動するように設けられている。そして、横移動型13を下型11の側面11eに対して横移動させて被成形部材2の側面2aに弾性的に接触させ得る圧縮ばね15が設けられている。
(もっと読む)
ポリマーの外側被覆を有するガラス物品およびその形成方法
電子装置の覆いとして使用するためのガラス物品およびその形成方法が本明細書に記載される。ガラス物品は、一般に、第1の表面、第2の表面および周辺縁部を含む、成形ガラス基板を備える。成形ガラス基板は、亀裂を形成せずに表面損傷に耐えるガラス物品の能力を改善する圧縮応力層を成形ガラス基板が有するように、強化ガラスから形成されうる。ポリマーの外側被覆は、前記成形ガラス基板の周辺縁部の接続機構と連結し、それによって、成形ガラス基板の周辺縁部を損傷から保護する。1つの実施の形態では、成形ガラス基板の周辺縁部の少なくとも一部は第1の表面からの接続機構のオフセットを備える。別の実施の形態では、ポリマーの外側被覆は、少なくとも1つのコネクタと一体的に形成される。  (もっと読む)
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
トルクロータ及びその製作方法
【課題】トルクロータの製作において、締結構造の具備のためのプラスチック射出成形工程によって、プラスチックがヨークとマグネットとの間に流入してマグネットの真円を悪化させ、温度膨張係数の差によりマグネットが破損し、ヨークとマグネットとが互いに空回りすることを防止する。
【解決手段】N極とS極が交互に反復され、磁力を形成するマグネット320と、前記マグネットの内周面に挿入されるヨーク310、及び前記ヨークの内周面に挿入されるチューブ330を含んで構成され、かつ前記マグネットとヨークは回転時に空回りすることを防止する固定部が備えられている。
(もっと読む)
41 - 60 / 214
[ Back to top ]