
Fターム[4F202AD34]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 前処理、処理 (198) | プライマー処理、下塗り (36)
Fターム[4F202AD34]に分類される特許
1 - 20 / 36
化成処理溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体であって、めっき鋼板と熱可塑性樹脂組成物の成形体との接合性に優れる複合体を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は15〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板のめっき層表面に、有機樹脂を含む膜厚0.5μm以上の化成処理皮膜を形成する。得られた化成処理溶融Zn−Al−Mg合金めっき鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
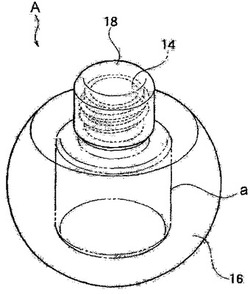
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
表面パネルの製造方法

【課題】 樹脂層と加飾フィルムとが密着した表面パネルを製造する製造方法であって、加飾フィルムに皺などが生じることなく加飾部を高精度に位置決めできる製造方法を提供する。
【解決手段】 第1の型10の成形凹部12と第2の型20の成形凸部23との間に形成されたキャビティC内に未成形の加飾フィルム5を介在させ、ゲート13からキャビティCの内部の溶融樹脂4aを射出する。溶融樹脂4aの圧力によって、加飾フィルム5が成形凸部23の表面に密着させられる。第1の型10と第2の型20との間で、加飾フィルム5を拘束せず、延伸しやすくしておくことにより、加飾フィルム5が皺を発生することなく、成形凸部23に密着できるようになる。
(もっと読む)
金属成形品のシール構造
【課題】シール体の組み付けの手間を省略して金属成形品の全体コストを削減でき、さらに常に均一で安定したシール性能を発揮できる金属成形品のシール構造を提供する。
【解決手段】金属成形品1が、接合対象2の開口を覆う主壁5と、主壁5の周囲に突設される周囲壁6を一体に備えている。主壁5の内面に区画リブ19を突設して、区画リブ19と周囲壁6との間にシール体3用のシール溝17を形成する。周囲壁6の内面にシール座18を形成する。シール座18は、周囲壁6の内面に沿って3次元平面状に形成してある。周囲壁6の突端面13と区画リブ19の突端面22のそれぞれに、リブ状の微小突起23・24を無端状に突設する。固定金型25と可動金型26との間に金属成形品1を装填し、型締めされた可動金型26で微小突起23・24を押し潰し、キャビティ31を封止した状態でシール体3を金属成形品1に対してアウトサート成形する。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
一回使用デンタルフロスホルダーを製造するための装置
【課題】ワックス組成物が塗布されたある長さのデンタルフロスを含む一回使用フロスホルダーを形成するための金型を提供する。
【解決手段】この金型は、中に配置される第1の空洞を有する第1の部分であって、第1の空洞は底部基部面と周縁側壁とによって画定され、第1の空洞は、基部部分と、近位部と遠位部とを有し基部部分から延出する第1及び第2の離間部分と、を含む、第1の部分と、中に配置される第2の空洞を含む第2の部分であって、第2の空洞は底部基部面と周縁側壁とによって画定され、第2の空洞は、基部部分と、近位部と遠位部とを有し基部部分から延出しかつ遠位部で終端する、第1及び第2の離間部分と、を含む、第2の部分と、約10:1以上のアスペクト比、並びに第1及び第2の末端部と中間部とを有する溝であって、溝は第2の部分の全幅にわたって延び、溝の第1及び第2の末端部は、それぞれ第2の空洞の第1及び第2の離間部分の遠位部を横切り遠位部と一致する、溝と、を含む。
(もっと読む)
フィルム一体化成形品製造システム
【課題】フィルムがカールしていても、埋め込み体が所望の位置/姿勢でフィルムに埋め込まれたフィルム一体化成形品を製造する。
【解決手段】埋め込み体が埋め込まれたフィルムを備える成形品の製造システムであって、成形品を射出成形する金型30を備える射出成形装置58と、フィルムの第1表面を吸着する平坦な吸着面を備えた吸着テーブル70と、フィルムを吸引して吸着保持する平坦な吸着保持面を備え、吸着テーブル70に吸着されたフィルムの第2表面に吸着保持面を押し当てて吸引することによってフィルムを保持し、保持したフィルムを金型30に位置合わせするロボット96と、金型30に搬送される前に、ロボット96に保持されたフィルムの第1表面に埋め込み体を貼り付ける貼り付け装置56と、ロボット96によって平坦状態で金型30に位置合わせされた、且つ第1表面に埋め込み体が貼り付けられたフィルムを金型30に固定する固定装置とを有する。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
レンズアレイ用成形型
【課題】バリの発生を抑制することのできるレンズアレイ用成形型を提供する。
【解決手段】上型及び下型を備え、複数の貫通孔が配設された基板及び複数の前記貫通孔の各々に供給される樹脂材料を該上型及び該下型で挟み、前記基板と一体に複数の前記貫通孔の各々にレンズを形成するレンズアレイ用成形型であって、前記上型及び前記下型は、前記基板を支持する支持面と、前記基板における複数の前記貫通孔と同じ並びで該支持面に配設された複数のレンズ成形部とをそれぞれ有しており、前記下型の複数の前記レンズ成形部の各々は、その全体が対応する前記貫通孔に収容され、前記下型の前記支持面は、複数の前記貫通孔の各々の縁に全周に亘って密接する。
(もっと読む)
トルクロータ及びその製作方法
【課題】トルクロータの製作において、締結構造の具備のためのプラスチック射出成形工程によって、プラスチックがヨークとマグネットとの間に流入してマグネットの真円を悪化させ、温度膨張係数の差によりマグネットが破損し、ヨークとマグネットとが互いに空回りすることを防止する。
【解決手段】N極とS極が交互に反復され、磁力を形成するマグネット320と、前記マグネットの内周面に挿入されるヨーク310、及び前記ヨークの内周面に挿入されるチューブ330を含んで構成され、かつ前記マグネットとヨークは回転時に空回りすることを防止する固定部が備えられている。
(もっと読む)
透光性樹脂成型体の製造方法及び透光性樹脂成型体
【課題】 内部に動物のキャラクター等を模した物品が入った透光性樹脂成型体において、物品に透光性を持たせ、さらに従来にはない美観を有する透光性樹脂成型体を得るための透光性樹脂成型体の製造方法及び透光性樹脂成型体を提供する。
【解決手段】 物品と該物品を内蔵する外部樹脂成型体からなる透光性樹脂成型体の製造方法であって、前記物品を透光性を有する合成樹脂で成型し、前記物品の表面の一部に透光性を有する塗料を塗布し、次いで金型のキャビティ内に前記物品を配置し、しかる後、前記キャビティ内に透光性を有する合成樹脂を射出してキャビティ内に該合成樹脂を充填固化して前記物品の周囲に前記外部樹脂成型体を成型するとともに、外部樹脂成型体を成型する際の熱で前記塗料を前記物品から剥離させることを特徴とする透光性樹脂成型体の製造方法である。
(もっと読む)
フレキシブルシートのエッジを封入するための改良法
本発明は、フレキシブル基材上にオーバーモールドエッジ部を作成する本発明の方法を前提とするもので、前記エッジ部には前記金型キャビティ中の支持具に起因する開口領域がない。 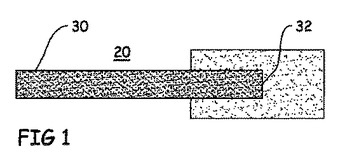 (もっと読む)
(もっと読む)
インサートパネル埋設ウェザーストリップおよびその製造方法
【課題】インサートパネルを埋設した部分に、型成形時の位置決めピンによって形成されたピン穴を有する自動車用のウェザーストリップにおいて、そのピン穴に侵入した水が車内へ侵入することのない製品を提供する。
【解決手段】ゴム成形材からなる本体部2と、本体部2の型成形部に埋設されたインサートパネル3とを備え、本体部2のインサートパネル3を埋設した部分に、型成形時にインサートパネル3を固定して位置決めする位置決めピンが挿入されるとともに、前記本体部2の表面からインサートパネル3に達する深さのピン穴2aを有する自動車用のウェザーストリップであって、インサートパネル3の表面に、本体部2と密着する性質の樹脂層4を設けてなる。
(もっと読む)
現像ブレード用金型、及びこれにより製造された現像ブレード
【課題】残存するゴム材の除去作業を不要として、効率良く現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート上に、長手方向での両側にブランクエリアを確保し、その間に現像剤と接触させる弾性部材を接着してなる現像ブレードの製造に用いる金型10であって、前記弾性部材に対応する形状に形成してあるキャビティMC−1と空間として連続しオーバーフローした材料を回収するオーバーフロー部SC−1が、前記両ブランクエリア間に対応する所定領域内に設けてある。オーバーフロー部は、製品となった現像ブレード上で両ブランクエリア間にそのまま放置でき、成型後に除去作業を行う必要がない。本発明によると、金型の構造を簡素化して、合わせて作業の簡素化を図ることができる。
(もっと読む)
表皮材、その製造方法及び自動車内装用表皮材
【課題】板厚が均一であり、外観を損なわずに、しっとり感やスムース感などの触感を向上させ得る表皮材、その製造方法、及びそれを用いた自動車内装用表皮材を提供すること。
【解決手段】表皮材は、基材と、基材より表面側に配設される高分子材料含有層を有し、高分子材料含有層の表面に深さが30〜130μmである微小な凹部を有し、高分子材料含有層の表面の全投影面積基準で、凹部の投影面積の割合が5〜20%である。
表皮材の第1の製造方法は、シリコン系離型剤などが塗装された表皮材表面側形成用金型に、微粒子パウダーと分散剤とを含有する混合物を塗装し、次いで、高分子材料含有層形成用原料を塗装し、更に、表皮材裏面側形成用金型と表皮材表面側形成用金型とにより型閉じして、密閉空間を形成し、しかる後、密閉空間内に基材形成用原料を射出し、反応させ、型開きする。
(もっと読む)
マスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型
本発明はまつ毛を化粧するためのマスカラ用ブラシを製造するためのものに係り、さらに詳しくは、上側から加圧板と上型及び下型が順次に積層され、上型と下型との間には対応半分されたブラシ成形溝を配設し、下型の上部には別途の芯部材が載置配列されるようにする取出ブロックを挿設して、上型の上部から供給される成形用パッド原料が加圧板の押圧によりブラシ成形溝の内部に注入充填されて、芯部材の端部にラバーまたは合成樹脂製のアプリケータが押出成形されるようにすることにより、比較的に簡単なトランスファ金型を用いて大量のブラシを高速生産することができて生産速度の向上はもちろん、コスト節減を通じた収益増大効果があるものであり、比較的に良質のブラシを単一金型から一挙に量産することができて品質安定性の持続的な維持はもちろん、様々な軟性及び弾性を有する材質またはブラシ形状の変形を通じて消費者の購買満足度の向上はもちろん、購買趣向をもいずれも満足させることのできるマスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型に関する。  (もっと読む)
(もっと読む)
インプリント装置
【課題】離型時に型表面に付着したままの薄板状の被成形体を容易且つ速やかに剥離でき、スループットの向上を図ることのできるインプリント装置を提供すること。
【解決手段】表面にパターンが形成された型1と樹脂製の薄板状の被成形体2とを相対的に移動させて被成形体2の表面に型1を押し付け、パターンを被成形体2の表面に転写する転写手段5と、転写後に型1表面に付着した被成形体2を離型させる離型手段8とを有し、離型手段8は、表面に粘着領域を有する長尺テープ81と、該長尺テープ81の裏面を支持する支持部材85とを備え、被成形体2の離型時に、型1と離型手段8とを相対的に近接移動させ、長尺テープ81表面の粘着領域を、型1表面に付着している被成形体2の裏面に接触させて長尺テープ81表面の粘着領域に被成形体2を保持させた後、型1と離型手段8とを相対的に離間移動させ、被成形体2を型1表面から剥離させるインプリント装置。
(もっと読む)
接着剤組成物、及びそれを用いた有機繊維とゴムとの接着方法
【課題】作製時及び接着処理時のホルムアルデヒドを削減して作業環境を改善することができる上、有機繊維とゴムとの接着における長時間耐熱性を向上させることが可能な接着剤組成物を提供する。
【解決手段】レゾルシン又はノボラック型のレゾルシン・ホルムアルデヒド初期縮合物と、メラミン系化合物と、特定のビニルピリジン−スチレン−ブタジエン系分割共重合体を含有するゴムラテックスとを含んでなることを特徴とする接着剤組成物である。
(もっと読む)
電鋳プレートを具える外観部品及びその製造方法
【課題】 外部部品の表面に各種の特殊な加工を施すことができ、かつ内部部材との結合機能を有する構造を形成できるとともに、より薄く、強度の高い製品が得られる電鋳プレートを具える外観部品と、その製造方法を提供する。
【解決手段】 電鋳母型にレインボー蒸着、ダイアモンドカット仕上げ、鏡面加工、ヘアーライン加工、放電加工、エッチングなどの特殊な加工を施すステップと、面転写された電鋳プレートを該母型に形成するステップと、該電鋳プレートの背面に接着剤を塗布するステップと、背面に接着剤を塗布した該電鋳プレートをプラスチック材の射出成型用の金型内に固定し、射出成型を行い、該接着剤を介して射出成型するプラスチック材を該電鋳プレートに溶着させるステップと、製品を取り出すステップと、を含む。
(もっと読む)
1 - 20 / 36
[ Back to top ]