
Fターム[4F202AG12]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 管状体(←配管パイプ) (391) | 曲り管 (39)
Fターム[4F202AG12]に分類される特許
1 - 20 / 39
曲管製造方法及びその装置
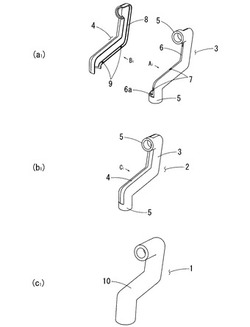
合成樹脂製中空曲管の製造方法
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
コアを用いた成形方法および成形装置

【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
中空成型品の製造のための成型デバイスおよび成型方法
【課題】中空成型品を製造するための成型デバイスを提供する。
【解決手段】デバイスは、キャビティを備えた型と、キャビティを流通状態の成型材料で充満するための充填デバイスと、射出体と、射出体を駆動して、キャビティを充満した成型材料内を動作軌跡に沿って移動させるように設計された変位デバイスと、を具備し、キャビティは、射出体の動作軌跡に沿って連続して配列された少なくとも2つのキャビティ部を具備し、キャビティ部は動作軌跡に直交した異なった形状の断面とされており、射出体は変形可能材料で形成された変形可能部を具備し、変形可能材料は成型材料よりも低い弾性圧縮強度を有し、成型材料は、変形可能材料から成る立方体の試験片が、固化した状態の成型材料から成る同一の形状およびサイズの試験片よりも低い弾性圧縮強度である。
(もっと読む)
成形方法及び成形装置
【課題】あらかじめ合成樹脂で成形された第1成形体に対して、第2成形体を合成樹脂の射出成形により十分な接合強度で接合成形することができるようにすること。
【解決手段】あらかじめ合成樹脂で成形された第1成形体12を成形型17,18内にセットして型閉めする。その状態で、成形型17,18内に熱風供給路24から熱風を供給して第1成形体12の表面を加熱する。その加熱された表面部分に接合するように、成形型17,18内に合成樹脂を射出して第2成形体13を成形する。
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置
【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
筒状部材の製造方法
【課題】隣り合う屈曲部の間からコア金型を外側に引き抜くことができないために一体成形が不可能であった任意の形状の筒状部材を確実且つ容易に製造することを可能にする筒状部材の製造方法を提供する。
【解決手段】内型と外型を型閉して形成した射出空間に溶融材を射出して筒状部材Aを成形する筒状部材の製造方法において、内型の少なくとも一部として筒状のコア部材8を用い、このコア部材8の内孔が筒状部材Aの内孔10を形成する所定位置にコア部材8を配置して型閉し、射出空間に射出した溶融材6を冷却し、内型と外型を型開する際にコア部材8を残し、冷却固化した溶融材6と一体化したコア部材8を構成要素にして筒状部材Aを製造するようにした。
(もっと読む)
成形装置
【課題】バリの発生を抑制して複雑な形状の成形品を成形することができる成形装置を提供する。
【解決手段】本装置は、成形型34の内部に、第1空洞部8を形成するための第1スライドピン31と、第1空洞部に連通する第2空洞部9を形成するための第2スライドピン32と、を備える成形装置30であって、第1スライドピンは、第1スライドピンのスライド軸C1回りに非回転とされ且つ第2スライドピンと当接する当接部35aを備える芯部35と、芯部の外周に摺接して第1スライドピンのスライド軸C1回りに回転可能とされる回転部36と、を備え、当接部及び第2スライドピンのうちの一方には、凹部39が設けられ、他方には凹部に嵌合する凸部40が設けられている。
(もっと読む)
中空体成形装置
【課題】フローティングコアが成形体を通過したことを容易に確認することができ、現場での品質管理の容易な中空体成形装置を提供する。
【解決手段】主キャビティ1内に溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入してフローティングコア2を出口側に移動させると共に、出口から溶融樹脂を押し出させて中空成形体12を成形する中空体成形装置において、主キャビティ1に接続され、加圧流体によって移動したフローティングコア2を収納するフローティングコア収納部6と、主キャビティ1及びフローティングコア収納部6から排出される溶融樹脂を収容する副キャビティ10と、フローティングコア収納部6と副キャビティ10とを連通させる連通路7,9と、スライド移動により連通路7,9を開閉する開閉手段8と、を備え、連通路7,9の入口断面積Bが、B<πA2/4(Aは、フローティングコア2の最大径)である。
(もっと読む)
アンダーカット処理機構
【課題】極めて簡易な構成でもって、成形品にある円弧状に湾曲した中空部を容易に型抜きすることが可能となり、成形サイクルも短縮することができると共に作業効率を高めることができ、しかも中子を継続して再利用することができ、大幅なコストダウンを実現することができるアンダーカット処理機構を提供する。
【解決手段】金型11内において、中子30は中子ガイド部16によって、中子30の円弧中心を回転中心とする円弧軌跡上に移動可能に案内され、ラック60はラックガイド部18によって、中子30側に噛み合う状態で直線方向に移動可能に案内される。成形品Pの型抜き時に、固定型12を離型させる保持駒50の移動に連動して、ラック60は型抜き方向と交差する直線方向に移動し、このラック60の移動に連動して中子30は、その円弧中心を回転中心とする円弧軌跡上を移動して成形品Pの中空部P1から離脱する。
(もっと読む)
金型装置
【課題】湾曲した吸気ポートと燃料噴射孔とを備えたインテークマニホールドを一つの工程で樹脂成形可能な金型装置を提供する。
【解決手段】インテークマニホールド50の外形を成形する主金型と、吸気ポート50pの湾曲状内面を成形する第1中子部材1と、燃料噴射孔50fの直線状内面を成形する第2中子部材2と、第1中子部材1と第2中子部材2との各々を成形位置と分離位置との間で変位駆動させる駆動機構とを備え、第1中子部材1と第2中子部材2との一方に、第1中子部材1と第2中子部材2との他方を移動可能に貫通させた孔部1Gを設けている。
(もっと読む)
湾曲管の製造方法
【課題】プリプレグシートを積層した石膏内型を加熱して硬化させた後に、当該石膏内型を容易に破壊除去することができる湾曲管の製造方法を提供する。
【解決手段】石膏内型2の表面にプリプレグシート1aを積層し、加熱手段によりプリプレグシート1aを硬化させた後に、石膏内型2を破壊除去して湾曲管1を得る湾曲管の製造方法であって、湾曲面3aを内面に有する分離式雌型3の中心部に、熱または溶剤により溶解する中子4を配置して、分離式雌型3と中子4との間に石膏2aを注入し、石膏2aを乾燥させ硬化させた後に、中子4を溶解除去して石膏内型2を得るとともに、この石膏内型2にプリプレグシート1aを積層して加熱手段により硬化させた後に、石膏内型2を破壊除去する。
(もっと読む)
樹脂製遠心羽根車の成形方法
【課題】再利用できる中子を用いるとともに、中子の除去時間を短縮することで、多種少量生産には適した樹脂製遠心羽根車の成形方法を提供すること。
【解決手段】遠心羽根車の外径に対応した金型1を有する射出成形機の金型1内に平行に形成されている主板成形部と副板成形部との間に、加水分解型で、かつ、疎水性の第1の樹脂材製の複数の中子9aを周方向に沿って所定の間隔で設けて、中子9aで囲まれる主板成形部5と副板成形部6との間の部分に、軸心から外周方向に向かって渦巻き状に延びる羽根成形部を形成し、金型1内において非加水分解型の第2の樹脂材により射出成形し、この射出成形された成形物の中子9aに水を接触させて、成形物の内部から中子9aを加水分解させて除去させる。
(もっと読む)
通気管の製造方法
【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
分岐部付パイプの製造方法
【課題】従来のフローティングコアによるパイプ成形法を利用し、その利点を生かしつつ、各種分岐部付パイプを合成樹脂で効率よく一体成形できるようにする。
【解決手段】一端にフローティングコア1を備えた加圧ポート2を有し、他端に第一排出口3を有する主キャビティ4内と、主キャビティ4に連通し、端部に開閉可能な第二排出口6を有する分岐部キャビティ5内に、溶融樹脂を射出した後、
加圧ポート2から加圧流体を圧入して、フローティングコア1を第一排出口3側に移動させると共に第一排出口3から溶融樹脂を押出させ主パイプ中空部を形成せしめる工程と、
主パイプ中空部が分岐部キャビティ5と主キャビティ4の連通部分に達した後に、第二排出口6を開放して、第二排出口6から溶融樹脂を加圧流体にて押出させ分岐パイプ中空部を形成せしめる工程と、
を有する分岐部付パイプの製造方法。
(もっと読む)
ダクトの車体固定構造
【課題】 作業性と車両への固定を確実にすることを両立することができるダクトの車体固定構造を提供すること。
【解決手段】 吸引ダクト2の外側へ張り出して鍔状に設けられ、車体パネル50の開口部51の周縁の上面と係合する上端部21と、吸引ダクト2の外側へ突出して設けられ、車体パネル50の開口部51の周縁の下面と係合する係止突起部24と、係止突起部24の基端に設けられ、突起の厚さを薄くした薄板部241を備えた。
(もっと読む)
分岐ホースの製造方法及び分岐ホース前駆体
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法、及び分岐ホース前駆体を提供する。
【解決手段】中芯2と外型とを用いて分岐ホース前駆体6を射出成形する。分岐ホース前駆体6は、分岐ホース1と、分岐ホース1の連通穴15を閉塞する閉塞部17と、閉塞部17の分岐通路12に面する頂面17aに連結され分岐通路12側に延びるつまみ部18とを有する。外型離型後、ホース本体11と中芯2との間に、気体7を注入して中芯2を分岐ホース前駆体6から取り去る。つまみ部18を把持して分岐通路12側に引き出すことにより閉塞部17を、分岐部13から破断させ、つまみ部18を閉塞部17とともに分岐通路12から取り出して、連通穴15を開口させる。
(もっと読む)
内面にアンダ−カットのある射出金型構造及びその作動法
【課題】従来のエルボーには、金型コアー突合せの関係で内面内側部分に給水管挿入ストッパー突起があり、この部分が給水管継ぎ手等では大きなヘッドロス(エネルギー損出)を起こしている。チーズの場合も同様である。ヘッドロスの少ないエルボー、チーズの金型構造、その作動方法を提供する。
【解決手段】給水管継ぎ手エルボーの内面内側の給水管挿入ストッパー突起(3−1)をR形状(3−2)に改良し、またストッパーの段差(2)を低くし、内面外側を半円周のみの形状とする。給水管継ぎ手チーズにおいてもエルボーと同様ストッパー突起をR形状に改良し、ストッパーの段差を低くし、内面外側を半円周のみとする。
(もっと読む)
1 - 20 / 39
[ Back to top ]