
Fターム[4F202AH34]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555) | 送配電(←プラグ、コネクタ) (95)
Fターム[4F202AH34]の下位に属するFターム
電線 (11)
Fターム[4F202AH34]に分類される特許
21 - 40 / 84
電磁弁コイルの製造方法及び電磁弁

【課題】信頼性を確保しつつ、容易に製造することができる電磁弁コイルの製造方法、電磁弁コイル及び電磁弁を提供する。
【解決手段】電磁弁コイルの樹脂モールド部を射出成形するための成形型61は、コイル部32が収容される第1キャビティ66及びターミナル33が収容されるとともに第1キャビティ66に連通する第2キャビティ67を有する。また、同成形型61は、第1キャビティ66に溶融樹脂を供給する第1経路71、及び第2キャビティ67に溶融樹脂を供給する第2経路72を有する。そして、第1経路71からの単位時間当たりの溶融樹脂供給量が、第2経路72からの単位時間当たりの溶融樹脂供給量よりも多くなるようにして樹脂モールド部を射出成形により形成した。
(もっと読む)
プラスチック材料を用いてインサート成形された構成部材を製造するための装置及びインサート成形された構成部材
本発明は、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)であって、型工具(11;11a)を備え、型工具(11;11a)が、パーティング面(15)内で互いに協働する少なくとも2つの型要素(13,14)を有しており、両型要素(13,14)に、プラスチック材料(1)を用いてインサート成形された構成部材(5)の外側の形状を形成するための凹部(17,18)が形成されており、型要素(13,14)の少なくとも1つに、型工具(11;11a)内へのプラスチック材料(1)の進入時に型工具(11;11a)内に存在する空気又はガスを逃がすことが可能な排気通路(27;27a)が形成されている、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)に関する。本発明により、排気通路(27;27a)は、排気通路(27;27a)からのプラスチック材料(1)の流出を阻止する閉鎖要素(25;25a)の構成要素であるようにした。 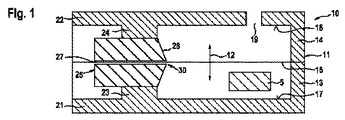 (もっと読む)
(もっと読む)
インサート成形方法及びインサート成形品

【課題】モールド成形時におけるバスバーの変形を抑制することができるインサート成形方法を提供する。
【解決手段】複数のインサート部材の長さ方向の両端にそれぞれ臨んだ内壁面に、複数のインサート部材の離間間隔を設定間隔以上に維持する隙間維持用の突起7をそれぞれ形成すると共に、複数のインサート部材の幅方向の側部に臨んだ内壁面に、樹脂を充填するためのゲート8を形成し、成形金型5内に複数のインサート部材を、突起7を挟んで離間間隔が自在に変化するように且つ離間間隔が設定間隔より広くなるように中空保持し、中空保持した複数のインサート部材間の隙間にゲート8から樹脂を充填し、成形金型5の内周縁部に樹脂を回り込ませ、回り込ませた樹脂の樹脂圧力で複数のインサート部材の両端を突起7に押し付けてインサート成形品1を成形する方法である。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
インサート成形方法、インサート部品及びインサート成形品
【課題】インサート部品の金型内セット作業が容易で、しかも、金型内にセットされた端子の保持・安定性が高いインサート成形方法等を提供する。
【解決手段】バスバー2と出力端子3がジョイント部4を介して一体に形成され、且つ、ジョイント部4が上型のコマからの押圧力を受けると押し曲げられて切断されるインサート部品5を、下型にセットし、下型と上型間を型締めし、この型締め過程で、上型がジョイント部4を押し曲げつつ切断し、型締めされた双方の下型及び上型内に溶融樹脂を充填することでインサート成形品を成形した。
(もっと読む)
絶縁チューブユニット成形用の型および絶縁チューブユニット
【課題】油圧による型締め部が不要であり、装置の小型化が図れる絶縁チューブユニット成形用の成形型および絶縁チューブユニットを提供する。
【解決手段】電力ケーブルの接続部を絶縁処理するための絶縁チューブユニット10を成形するキャビティを有する絶縁チューブユニット成形用の成形型40は、3つ以上のブロック41〜44から構成されており、3つ以上のブロック41〜44は、絶縁チューブユニット10の径方向C1、C2に径方向に沿った分割面で分割されている。
(もっと読む)
インサート成形用金型及びそれを用いた複合部品の製造方法
【課題】インサート成形工程の型締め動作において、型締め動作と同時にインサートパーツのころがりが解消されるように形状を工夫し、ころがりを解消するための工程をインサート成形工程とは別に設けることなしに、インサート成形後にターミナルの曲げ加工を所望通りに行うことを可能にするインサート成形用金型を得ることを目的とする。
【解決手段】下部金型2及び上部金型5により構成され、本体成形材料が充填されるキャビティ、及びターミナルが挿入されるインサートパーツ挿入穴7が、下部金型2及び上部金型5の型締めにより形成されるインサート成形用金型1において、下部金型2及び上部金型5は、インサートパーツ挿入穴7に挿入されたターミナルを、型締め動作によってインサートパーツ挿入穴7の内形形状に合致する形状に塑性変形させるように構成されている。
(もっと読む)
樹脂成型品
【課題】樹脂材による成形時のリブへの未充填を確実に防止でき、壁部やリブのヒケを減少させ規定の板厚に確保することができること。
【解決手段】樹脂成型用金型により形成する樹脂成型品であって、第1の方向Aに延びる壁部2,3を有し、該壁部2,3の壁面2a,3aには前記第1の方向Aに並ぶ複数のリブ7,8が設けられている。前記壁部2,3は複数の肉抜き穴13,14を有し、該肉抜き穴13,14には前記第1の方向Aに対し斜交する第1の傾斜面部13a,14aが設けられている。
(もっと読む)
樹脂成形体の製造方法、及び樹脂製コネクタ
【課題】 筒部の外面をその軸方向に平行に形成することができ、金型装置の構造を簡便にした樹脂成形体の製造方法及び樹脂製コネクタを提供する。
【解決手段】基台12と、基台の外表面12aの一部から立設する筒部11とを有する樹脂成形体10の製造方法であって、基台の外表面の少なくとも一部と、筒部の外面の少なくとも一部とを規定する下型22と、外表面の対向面を規定し、筒部の軸方向Lに進退する上型21と、筒部の内面を規定し、軸方向に進退可能に下型の内部に配置される入子24とを備え、下型の内面22aと、入子の外面24aとが、筒部の開口端に向かって拡がる所定のテーパ角のテーパ面として形成されている金型を用い、金型のキャビティ内に溶融樹脂を充填する工程と、溶融樹脂が固化した後、入子を固化樹脂から抜く工程と、筒部の外面が軸方向と平行になるまで固化樹脂が冷却される所定時間経過後、下型と上型とを離型する工程と、を有する。
(もっと読む)
金型検査装置
【課題】 複数のコアピンを組み付けて用いる、射出成形用の金型において、金型本体に組み付けたコアピンが正しく配置されているか否かを、簡単かつ確実に検査できるようにする。
【解決手段】 各コアピンの背面に、それぞれが配置されるべき位置を示す英数字等の符号を付している。そのようなコアピンが複数本組み付けられた金型の背面に、ランプ8が周囲に配置された照明装置3と、その中心部に配置されたカメラ4を対向させる。そして、照明装置3のランプ8の点灯をランプ設置面毎に切り換えて照明角度を変化させながら、各照明角度毎にカメラ4で撮影し、基準画像と比較する。各コアピンの符号は、各コアピン背面の光の反射状態により、照明角度によっては、判別できないことがあるが、照明角度を変えることにより、どのコアピンの符号もいずれかの照明角度で判別できるようになる。
(もっと読む)
内部半導電層、内部半導電層を用いた絶縁チューブユニット、および内部半導電層成形用の成形型
【課題】電界が高い部分である両端部にはパーティングラインが生じることなく、電気破壊の発生を抑えることができ、表面の凹凸部分の研磨作業時間を短縮できる内部半導電層、内部半導電層を用いた常温収縮型絶縁チューブユニット、および内部半導電層成形用の成形型を提供する。
【解決手段】内部半導電層30は、電力ケーブルの導体部同士の接続部を覆う常温収縮型絶縁チューブユニット10内に配置され、成形により筒状に作られ、成形の際に形成されるパーティングライン180が内部半導電層30の中央部において内部半導電層30の軸方向CLと交差する方向に沿って配置されている。
(もっと読む)
ポリマーの外側被覆を有するガラス物品およびその形成方法
電子装置の覆いとして使用するためのガラス物品およびその形成方法が本明細書に記載される。ガラス物品は、一般に、第1の表面、第2の表面および周辺縁部を含む、成形ガラス基板を備える。成形ガラス基板は、亀裂を形成せずに表面損傷に耐えるガラス物品の能力を改善する圧縮応力層を成形ガラス基板が有するように、強化ガラスから形成されうる。ポリマーの外側被覆は、前記成形ガラス基板の周辺縁部の接続機構と連結し、それによって、成形ガラス基板の周辺縁部を損傷から保護する。1つの実施の形態では、成形ガラス基板の周辺縁部の少なくとも一部は第1の表面からの接続機構のオフセットを備える。別の実施の形態では、ポリマーの外側被覆は、少なくとも1つのコネクタと一体的に形成される。  (もっと読む)
(もっと読む)
コネクタの製造方法
【課題】Oリング溝を有するコネクタを容易に一体成形する。
【解決手段】第1、第2接続部202の外形に対応する成形部501、502を有する第1成形型50と、挿入穴203aに対応する円柱形状を有し、成形部501、502に挿入される第2成形型51と、Oリング溝201aに対応する環状の形状を有し、第2成形型51が挿入された状態で成形部501、502に挿入される中子53とを用いて、第1、第2接続部202を樹脂で一体成形する成形工程と、成形工程の後に行われ、第1、第2接続部202を中子53とともに第1、第2成形型51から取り出す型開工程と、型開工程の後に行われ、第1接続部201内の中子53を溶剤によって溶解する溶解工程とを備える。
(もっと読む)
防水コネクタ部品製造装置
【課題】インサートとなる樹脂部品を、インサート成形用の中子にセットする際に、当該樹脂部品の傷付き及び削れを抑制する製造装置を提供する。
【解決手段】一方側が開口すると共に他方側が蓋部で閉塞された略筒状のホルダ15を、インサート成形用の中子に被せるようにセットして、ホルダ15にシール部が一体形成された防水コネクタ部品を形成するための防水コネクタ部品製造装置であり、インサート成形装置と樹脂部品セット装置とを備えている。樹脂部品セット装置は、一対の挟持部62によりホルダ15を挟持方向に対して略直交する面内で姿勢変更可能に支持する挟持部62と、挟持部62を挟持部62に沿って移動可能に支持する挟持部可動支持部80とを備えている。
(もっと読む)
樹脂注型金型
【課題】ボイドなどの絶縁欠陥の生じ難い複数個の注型品を同時に得ることのできる樹脂注型金型を提供する。
【解決手段】所定形状の注型品を得る複数のキャビティー2a、2b、2cと、複数のキャビティー2a、2b、2cに絶縁材料を注入する注入口3および分岐溝4a、4b、4cと、注入口3と対向する側に設けられるとともに、複数のキャビティー2a、2b、2cに繋がったそれぞれの排気溝5a、5b、5cと、それぞれの排気溝5a、5b、5cに繋がった共通樹脂溜り部6と、共通樹脂溜り部6に設けられた排気溝5d、5e、排気室7、浮き子8を有する排気加圧手段とを備えたことを特徴とする。
(もっと読む)
金型及びその製造方法
【課題】加工精度が良好で、加工コストが安価なプラスチック部品の成形に用いられる金型及びその製造方法を提供する。
【解決手段】母材2の表面が放電加工により所定の形状に形成された金型1であり、母材2の表面に放電加工による加工変質層3が除去されずに残存し、加工変質層3に圧縮方向の応力が付加されて、圧縮方向の残留応力を有している。
(もっと読む)
樹脂成形品
【課題】ゲートから離れて位置する薄い壁状をなす薄肉成形部に樹脂を十分に充填することが可能な樹脂成形品を提供する。
【解決手段】成形型内にゲート11から溶融樹脂を射出することにより成形される樹脂成形品10であって、前記ゲート11の位置から薄い壁状をなす薄肉成形部27まで、同薄肉成形部27よりも幅寸法が大きいリブ61,62,63,64を繋いで設けた。このような構成によれば、樹脂成形品10の成形時に、成形型内のリブ61,62,63,64を形成する空間が溶融樹脂の流れる経路となり、ゲート11から射出された溶融樹脂がこの経路を通って薄肉成形部27に流れ込むから、ゲート11から離れて位置する薄い壁状をなす薄肉成形部27に樹脂を十分に充填することができる。
(もっと読む)
樹脂成形体および樹脂成形体の製造方法
【課題】樹脂部品とモールド樹脂とを確実に融着させて一体化できる樹脂成形体および樹脂成形体の製造方法を提供することである。
【解決手段】上記した目的を達成するため、本発明の課題解決手段の樹脂成形体1は、樹脂部品2をインサート成形してモールド樹脂3と一体化されてなり、モールド樹脂3が、樹脂部品2の外周を被覆する被覆部3aと、被覆部3aとは別個のゲートG1から射出され被覆部3aとは独立して樹脂部品2の外周を被覆する融着部3bと、樹脂部品2の外周を覆って被覆部3aと融着部3bとを接続するとともに肉厚が被覆部3aおよび融着部3bの肉厚より薄肉の絞り部3cとを備えたことを特徴とする。
(もっと読む)
成形体の離型装置
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
インサート成形装置及びインサート成形方法
【課題】シェルとコンタクトとを備え、低背化、小型化にも対応可能なコネクタを効率的に製造することが可能であって、製造工程の簡素化、高速化を図ることができるインサート成形技術を提供する。
【解決手段】インサート成形装置100は、連鎖形状のシェル片を供給するシェル供給装置と、複数の接触部及びキャリア部を有する連鎖形状のA,Bコンタクト片を供給するコンタクト供給装置と、シェル片とコンタクト片とを重ね合わせる整列装置109と、整列装置109にて重ね合わせられたシェル片及びコンタクト片を金型112まで搬送する搬送装置115と、シェル片及びコンタクト片を金型112内に位置決めしてインサート成形する金型装置111と、を備え、重ね合わせられたシェル片及びコンタクト片を整列装置109から金型装置111に搬送する間に、シェルとコンタクト片との相対位置を変更する移動機構を搬送装置115に設けている。
(もっと読む)
21 - 40 / 84
[ Back to top ]