
Fターム[4F202CA03]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 型を被覆することによる成形 (236)
Fターム[4F202CA03]の下位に属するFターム
回転成形 (34)
コアの浸漬成形 (5)
スラッシュ成形 (30)
流延(←基板面からのフィルムの剥離) (98)
Fターム[4F202CA03]に分類される特許
41 - 60 / 69
シリンダー形状部を成型するための複合ツール

本発明は、複合材料でなるシリンダー部を作るための複合材料でなるツールに関するものである。ツールは、シリンダー形状部が形成されるマンドレルを作ることを意図した複合材料でなり、部材(1)がセットになっていて、それぞれの部材(1)がツールのシリンダー形状部をなし、前記部材(1)のそれぞれが繊維複合材料でなる支え構造(2)を有し、前記支え構造(2)の上にはスキン(3)がモールドされ、さらにツールの部材(1)間の連結部にシーリング手段(11、12)を有していることを特徴とする。 (もっと読む)
スペーサテープの製造方法及びこの製造方法により製造されるスペーサテープ

【課題】スペーサテープの製造方法において製造工程の簡略化と製造コストの低減とを可能とし、またスペーサテープにおいてはボス部の脱落等による異物の発生と共にチップ搬送体の変形を未然に防ぐ。
【解決手段】本体用樹脂2を帯状に押出成形して溶融状態にあるテープ本体3を形成し、前記テープ本体3の幅方向の両端側にボス用樹脂5を供給して連続した厚盛り部6を形成し、その後、少なくともいずれかの表面に周方向に亘って凹状のボス型9が形成された2つのロール金型8a,8bの間に、溶融状態にある前記テープ本体3及び厚盛り部6を前記厚盛り部6がボス型9に対応するように挟み込みつつ通過させてボス部10をテープ本体3に一体形成する。
(もっと読む)
航空宇宙産業において用いられる繊維複合部品を製造するための成形コア用の接続デバイス
本発明は、航空宇宙産業において用いられる繊維複合部品(21)を製造するための成形コア(10)用の接続デバイス(1)に関し、前記成形コア(10)に媒体を適用するために前記成形コア(10)の結合部(26、26’)を受止める基部(2)と、前記成形コア(10)の前記結合部(26、26’)を前記基部(2)に固定すると共に封止するクランプ部(3)と、前記基部(2)と前記成形コア(10)の前記結合部(26、26’)とに対して前記クランプ部(3)を固定するロック機構(5)とを備える接続デバイス(1)を提供する。 (もっと読む)
インプリント加工用モールド及びその製造方法
【課題】高分子樹脂との剥離性が良好であり、離型剤がモールドの凹部の溝部分に入り込んでおらず、プレス加工による正常なパターンの転写が可能であり、その製造が簡便かつ安全な、インプリント加工用モールドを提供する。
【解決手段】金型の材料10と化学的に反応する官能基を有するパーフルオロポリエーテル11で被覆してなるものであり、半導体素子又は微小光学素子のパターン形成に用いることを特徴とするインプリント加工用モールド12。
(もっと読む)
円筒状芯体および円筒状芯体を用いた無端ベルトの製造方法
【課題】無端ベルトのベルト膨らみや膜厚ムラ等のベルト品質欠陥が抑制された無端ベルトを製造する。
【解決手段】表面に樹脂溶液を塗布して無端ベルトを作製するための円筒状芯体20であって、円筒状芯体20の厚みは、軸方向端部に対して、軸方向中央部が薄くなっており、さらに円筒状芯体20の厚みが軸方向端部から、少なくとも円筒状芯体20の軸方向長さの33%に当たる軸方向中央部に向かって連続的に薄くなる。特に、円筒状芯体20の芯体厚みは、中央部から端部に向かって徐々に厚くしなっており、芯体厚みT2<T4の関係を有している。
(もっと読む)
凹凸パターンを有する金型の製造方法
【課題】 精度劣化無く凹凸パターンを有する円筒状金型を製造すること。
【解決手段】 図1(A)に示すように、母型である円筒1の表面には、第1の凹凸パターン2が形成されている。図1(B)に示すように、第1の凹凸パターン2が形成された円筒1のレジスト表面上にシリコーン樹脂層3を形成する。次に、図1(C)に示すように、シリコーン樹脂層3の周囲に円筒状のホルダー4を設置する。次に、図1(D)に示すように、円筒状のホルダー4を利用して円筒1と第1の凹凸パターン2をシリコーン樹脂層3から剥離する。次に、シリコーン樹脂層3をホルダー4の内部に固定する。次に、図1(E)に示すように、シリコーン樹脂層3の内周面に導電膜(導電層)5を形成する。次に、図1(F)に示すように、導電膜5上に電鋳し、金属層6を析出させる。次に、図1(G)に示すように、ホルダー4とシリコーン樹脂層3を除去し、円筒状の金型6を得る。
(もっと読む)
樹脂製タンクの製造方法
【課題】樹脂製マンドレルを使用して筒状のタンクを製造することで、離型処理や修理,補修が不要であり、安価でライナーレスのタンクを効率良く製造することが出来る樹脂製タンクの製造方法を提供する。
【解決手段】この発明の製造工程は、大きく分けて樹脂マンドレルの成形工程(1)と、筒状タンクの成形工程(2)と、マンドレルの脱型工程(3)とから構成され、成形モールド内へ熱可塑性樹脂材料から成る筒状体を配設してブロー成形により熱可塑性樹脂から成るマンドレルを成形し、マンドレルを脱型後、マンドレルの外周面に樹脂材料及び不織布による内層を形成した後、その外周面に少なくとも一層以上の繊維強化プラスチックを巻付けて加熱,加圧することにより繊維強化プラスチック層を形成し、この繊維強化プラスチック層の外周面に補強層及び最外層を形成した後、加熱,加圧してタンク本体を完成し、このタンク本体の内部から前記マンドレルを負圧吸引して脱型する。
(もっと読む)
微細構造化ツール及びレーザーアブレーションを用いたその製法
本明細書では、ポリマーおよび微細化表面を有する微細構造化層を有する微細構造化ツールが開示され、ニッケル層は前記微細構造化表面の反対側にある微細構造化層に隣接して配置され、前記基材層は微細構造化層の反対側にあるニッケル層に隣接して配置される。その微細構造化表面は約1000μmまでに至る最高深さを有する少なくとも1つの形状を有してよい。また、レーザーアブレーションを用いた微細構造化ツールの製造方法が、本明細書で開示される。微細構造化ツールは光学的用途に好適に使用される物品の製造に使用できる。 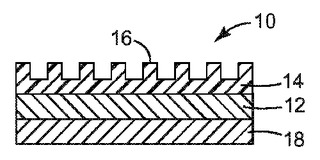 (もっと読む)
(もっと読む)
シームレスベルトの製造方法
【課題】本発明の目的は、寸法不良が少なく、内周面の表面精度が良好で、半導電性ベルトに用いた場合は抵抗ばらつきのないシームレスベルトの製造方法を提供することにある。【解決手段】有機溶剤に溶解させた合成樹脂を第1金型内面または外面に塗布して樹脂皮膜を形成し、有機溶剤の一部を蒸発させて得られたフィルムを第1金型から離型し、前記フィルムに第2金型1を挿して硬化する工程を含むシームレスベルトの製造方法において、第2金型1の内表面に凹凸を有すること特徴とする。 (もっと読む)
インプリント用モールド
【課題】インプリント法において、高アスペクト比のパターン転写を可能にし、樹脂パターン破壊を低減するモールドとその製造方法を提供すること。
【解決手段】凹凸状パターンが形成されたインプリント用モールドであって、該パターンの少なくとも凸部の角をラウンド形状にしたインプリント用モールドを提供する。また、前記モールドの凹凸状パターン形成部材料が、シリコン、石英、ガラス、ダイヤモンド、シリコン化合物、金属、金属化合物、セラミックの何れかである。また、前記凸部角のラウンド形状は、ドライエッチング、ウェットエッチング、アニールの何れかの方法で行うことができる。
(もっと読む)
中空又は中実のFRP製成形品の成形方法
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
(もっと読む)
芯体金型、芯体金型の製造方法および芯体金型を用いたシームレス管状体の製造方法
【課題】長手方向に亘り外径の均一性が高い無端ベルトを安定的に、低コストで提供する。
【解決手段】アルミニウムまたはアルミニウム合金からなる筒状芯体33を、電極32a,32bの間に配置し、銀または銅の少なくとも一方を添加した電解液を有する電解槽31中で陽極酸化処理を施し、ビッカース硬度が450HV以上でかつ熱伝導率が200W/(m・K)以上である芯体金型を製造し、前記芯体金型の外表面に、耐熱性樹脂組成物からなる塗膜を形成する塗膜形成工程と、前記塗膜を加熱成形する加熱成形工程と、加熱成形により得られた成形膜であるシームレス管状体を前記芯体金型から外す工程とを有するシームレス管状体の製造方法によりシームレス管状体を製造する。
(もっと読む)
マンドレル引抜ツール及びその使用方法
【課題】ストリンガや補強材などの構造用複合部品からマンドレルを引き抜く際、構造用複合部品に対して損傷を与えるような力を加えることがないように構成されたマンドレル引抜ツールを提供する。
【解決手段】アクチュエータアセンブリと、前記アクチュエータアセンブリに機能的に連携し、第1のマンドレルと係合するように構成された第1のマンドレルインターフェースアーム(309)とを含むマンドレル引抜ツール(301)である。前記マンドレル引抜ツールは、さらに、第1のマンドレルインターフェースアーム(309)と摺動可能に係合し、第2のマンドレルと係合する第2のマンドレルインターフェースアーム(313)を含む。マンドレルを引き抜くための方法であって、マンドレルを引き抜くために用いられるマンドレル引抜ツール(301)を準備することを含む。
(もっと読む)
フレネルレンズの製造方法
【課題】2P法によるフレネルレンズシートの製造工程における「成形型からの剥離」にあたって、レンズシートの塑性変形あるいは破壊(割れる)を招くことなく、安定した剥離を実現することを可能とし、生産性の良好なフレネルレンズの製造方法を提供する。
【解決手段】フレネルレンズシートを前記成形型(スタンパ)から剥離する際、フレネルレンズシートの中心部を前記透光性基板側から加圧しながら、フレネルレンズシートの四隅あるいは周辺部から、同時にフレネルレンズシートを持ち上げる初期剥離動作を行なうことを特徴とする。
(もっと読む)
管状体及びその製造方法
【課題】 本発明の目的は、本発明の目的は、高速運転時における管状体(ベルト)の皺を防止し、管状体(ベルト)の端面裂け、座屈に対する耐久性を向上した管状体(ベルト)及びその製造方法を提供することにある。
【解決手段】 本発明は、ポリイミド樹脂製の基材を有する管状体であって、管状体の端部の厚みが中央部の厚みの105%以上である管状体である。また、樹脂溶液を金型の内面に塗布し、乾燥、イミド転化して管状体を形成する管状体の製造方法であって、開口部端部の内径が中央部の内径よりも大きく設定された金型の内面に樹脂溶液を塗布し、走行体を金型内部で移動させて、両端部の厚みが中央部の厚みより大きい塗布膜を形成する工程を含む管状体の製造方法である。
(もっと読む)
ゴム製筒体の製造方法
【課題】ゴム製筒体の生産性、外観及び寸法精度を高めることができるゴム製筒体(ゴムホース)の製造方法の提供。
【解決手段】筒状の内型4の外周側に未加硫ゴム筒7を配置する。内型4の外周面を円錐台の側面から構成する。内型4をシャフト6に中心軸方向にスライド自在に外嵌する。筒状の外型5の大径側に内型4の小径側を挿入する。外型5の内周面を円錐台の側面から構成する。内型4を外型5に小径側に向けて押し込む。内型4の大径側端部の中心軸方向の移動を外型5に対して規制する。加硫成形用の熱によって内型4を小径側に熱膨張させる。内型4が外周側の未加硫ゴム筒7を外型5の内周面に押圧する。これによる加圧と加熱により未加硫ゴム筒7をゴムホース1に加硫成形する。
(もっと読む)
ゴムホース製造用マンドレル
【課題】 ゴムの過酸化物加硫工程を経るゴムホースの製造に使用しても、その繰り返し使用回数を従来よりも大きく増大させることができるゴムホース製造用マンドレルを提供することである。
【解決手段】 最外層が4−メチル−1−ペンテン系重合体に酸化防止剤と帯電防止剤を配合した樹脂組成物の層からなるゴムホース製造用マンドレル。好ましくは、酸化防止剤は、(a)フェノール・(メタ)アクリレート系酸化防止剤とヒンダードフェノール系酸化防止剤の併用、(b)ヒンダードフェノール系酸化防止剤とチオエーテル系酸化防止剤の併用、又は(c)フェノール・(メタ)アクリレート系酸化防止剤とチオエーテル系酸化防止剤の併用であり、帯電防止剤は、永久帯電防止剤である。
(もっと読む)
繊維強化樹脂製中空成形体の製造方法
【課題】 成形体の強度を低下させることなく簡単に実施できるFRP製中空成形体の製造方法を提供する。
【解決手段】 二つのFRP製部材を互いに封密に結合して中空芯材13を形成する。この中空芯材13は中空芯材の内部と外部とを互いに連通する連通孔14を有している。連通孔14以外の中空芯材13の側面及び底面をプリプレグ17,18で覆い、これらプリプレグ17,18を硬化させる。
(もっと読む)
成形型およびこれを使用したシームレス成形品の製造方法
【課題】 ポリウレタン樹脂からなる手袋などのシームレス成形品を、破損させることなく効率的に製造する。
【解決手段】 成形面11と非成形面12とが外表面に形成され、成形面11に水凝固性のポリウレタン樹脂を含有する溶液を付着させ、凝固液で凝固させることにより、ポリウレタン樹脂多孔質膜からなるシームレス成形品を製造するための成形型10であって、成形型10を、成形面11と非成形面12とを貫通する貫通孔を備えた多孔質材料から形成する。非成形面12から貫通孔に流体を流入させ、成形面11から流体を流出させることにより、シームレス成形品を成形面11から容易に剥離でき、効率的である。
(もっと読む)
成形体の製造方法
【課題】 成形が容易で低コストで製造し得るゴム構造体の製造方法を提供する。
【解決手段】外径が成形体の両端内径以下に設定された弾性を有する拡径ゴムを用い、この拡径ゴムの弾性を利用して拡径ゴムを拡径し、その外周面から軸方向の両端部にかけてゴムとコードとを積層させて両端が縮径した円筒状の成形体を成形し、その成形後に拡径ゴムを元の状態に戻して、成形体を容易に脱型することができる。さらに、複数個の成形ドラムを軸方向で連接し、該複数個の成形ドラムに跨ってその拡径ゴムの外側にゴムシート体を形成した後、成形ドラムの接続部においてゴムシート体を切断分離し、分離したゴムシート体の端部にビードを巻き付け、ビードを起点として折り返して円筒状の複数の成形体を一挙に製造することができる。
(もっと読む)
41 - 60 / 69
[ Back to top ]