
Fターム[4F202CA07]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 型を被覆することによる成形 (236) | 流延(←基板面からのフィルムの剥離) (98)
Fターム[4F202CA07]に分類される特許
61 - 80 / 98
凹凸パターン形成シートおよびその製造方法、光拡散体、光拡散体製造用工程シート原版ならびに光拡散体の製造方法
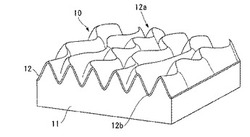
【課題】光拡散体として利用される凹凸パターン形成シートを簡便に製造できる凹凸パターン形成シート及びその製造方法を提供する。
【解決手段】樹脂製の基材11と、該基材の片面に設けられた樹脂製の硬質層12とを備え、該硬質層の表面に一方向に沿った凹凸パターン12aが形成された凹凸パターン形成シート10であって、硬質層を、基材を構成する樹脂よりガラス転移温度が10℃以上高い樹脂で構成し、凹凸パターンの最頻ピッチが1μmを超え20μm以下、凹凸パターンの底部12bの平均深さが前記最頻ピッチを100%とした際の10%以上である凹凸パターン形成シート。
(もっと読む)
ベルト、及びその製造方法

【課題】発生ガスを金型外に効果的に排除し、かつ製品の局部的な膨らみの発生を回避すると共に、金型からの製品の取外し作業の簡素化が図れるベルト及びその製造方法を提供する。
【解決手段】熱硬化性樹脂溶液を円筒状芯体1表面に塗布して樹脂塗膜を形成する塗膜形成工程と、樹脂塗膜を加熱して熱硬化性樹脂皮膜7を形成する熱硬化性樹脂皮膜形成工程と、熱硬化性樹脂皮膜7を円筒状芯体1から取外す工程とを有するベルトの製造方法において、円筒状芯体1の軸方向両端には、円筒状芯体1の外周面を軸方向に移動可能な筒状のスライド部材2を配置し、円筒状芯体1の軸方向両端には軸方向に伸びるガス通路3を設けているので、熱硬化性樹脂皮膜形成工程では、スライド部材2を軸方向に移動させることにより、熱硬化性樹脂塗膜7を加熱した際に発生するガスをガス通路3により外部へ排出する。
(もっと読む)
溶液製膜方法
【課題】支持体の表面に付着した有機物の増大を抑制して、光学ムラのない高品質のフィルムを製造する。
【解決手段】表面が冷却された流延ドラム32の上にドープ21を流延して流延膜33を形成する。流延膜33が剥ぎ取られた後でドープ21が流延される前に、ドラム洗浄機41により流延ドラム32の表面に対してドライアイス粒子を含ませた洗浄ガスを吹き付ける。流延ドラム32の表面にドライアイス粒子が衝突する。この衝突時のエネルギーにより流延ドラム32の表面に付着した有機物を粉砕除去する。流延膜33の中から析出した脂肪酸、脂肪酸エステル、脂肪酸金属塩を主成分とする有機物を増大する前に取り除くことにより流延膜の表面に有機物を転写させない。以上より、生産性を低下させずに光学ムラのない高品質なフィルム20を製造することができる。
(もっと読む)
バックライトユニット用光学シートの製造方法
【課題】光学的機能を高めたバックライトユニット用の光学シートを容易かつ精密に製造する。
【解決手段】粒径10〜100μmの小球(1)を単位面積当り60%以上の充填率で樹脂製フィルム(2)に仮固着して小球体積の30〜70%を表面に露出させて小球支持シートを作製し、この小球支持シートの露出する小球を樹脂材料で被覆して硬化させることにより小球が固着された固着層(3)を形成した後に小球支持シートを小球から剥がして小球固着シートを作製し、この小球固着シートの小球を樹脂材料で被覆して硬化させた後に小球面から剥がして光学シート用原反(7)を作製し、この光学シート用原反の凹部側を転写するようにして光学シート(10)を得る。
(もっと読む)
半導電性シームレスベルトの製造方法
【課題】本発明の目的は、左右の周長差の小さい半導電性シームレスベルトを短時間で安価に製造できる製造方法を提供することにある。
【解決手段】シームレスベルトの原料である樹脂溶液を、金型の円柱形状の内面にシームレス状に塗布させた後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、金型の長さと金型直径の比(金型長さ/金型直径)が3以上であり、初期乾燥工程の際に、金型内表面に風速2m/秒以上の送風を行なうことを特徴とする。
(もっと読む)
リボンを巻き付けたロール
円筒状のベースと、第1のリボンとを有し、第1のリボンが、内面と、外面と、それらの間に位置する第1及び第2の主要側面とを有する成形型ロールが提供される。第1のリボンの外面は、その中に形成された複数の凹部又は穴を有し、第1のリボンは、内面がベースロールに近接するように、ベースロールの周りに螺旋コイル状に巻き付けられる。第1のリボンの外面内の複数の凹部又は穴は、複数の独立した型穴を形成し、独立した型穴の各々は、第1のリボンの外面に型開口部を有する。  (もっと読む)
(もっと読む)
インプリント用モールド、インプリント用モールド製造方法およびパターン形成方法
【課題】繰り返しパターン転写を行っても樹脂のインプリントモールドへの付着が発生しない光インプリント用モールドおよびパターン形成方法を提供することを目的とする。
【解決手段】本発明のインプリント用モールドは、透明基板上に非晶質カーボンを積層し、該非晶質カーボンを凸部パターンとすることを特徴とする。これにより、モールドの凸部パターンは摩擦係数が非常に小さい非晶質カーボンから構成されるため、モールドの離型性を向上することが可能となる。また、透明基板から構成されるため、後述する本発明のインプリント用モールドを用いたパターン形成方法において、光を照射し硬化させる際に、光をインプリント用モールド側から照射することが出来る。
(もっと読む)
ゴムホースの製造方法
【課題】厚み精度に優れ、外面形状が円錐台形状のようにホース長さ方向で外径が変化する形状であっても、偏肉構造を有するゴムホースを得ることができるゴムホースの製造方法の提供を目的とする。
【解決手段】 ゴム供給手段6から送り出された未加硫ゴムテープ5を、回転するマンドレル本体3の外周面に螺旋状に巻き付けて筒状に成形し、該筒状成形体を加硫するゴムホースの製造方法であって、マンドレル1は、外周面が中心軸2周りに回転対称な形状に形成されたマンドレル本体3と、該マンドレル本体3の中心軸2に対して偏心位置に形成された回転軸4とを備え、該回転軸4を回転させてマンドレル1の外周面における周速度を周期的に変動させ、未加硫ゴムテープ5の送り出し速度を前記周速度の最低速度S1以下の速度に設定し、周速度と送り出し速度との差に応じて未加硫ゴムテープ5を引き伸ばしつつマンドレル本体3に螺旋状に巻き付けることを特徴とする。
(もっと読む)
引抜成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引抜成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型が、熱硬化性樹脂組成物を含浸された繊維糸を引き込む第1の金型1、該第1の金型1に続く第2の金型2及び引抜成形品が引き出される第3の金型3を含む複数個の金型を組み合わせて一体に構成され、かつ、第1及び第2の金型が筒型であり、第3の金型が割型であることを特徴とする。
(もっと読む)
溶液流延法
1種の静態的で、閉鎖的な溶液流延法のステップは、溶質を溶剤調合製膜液に溶解させる;製膜盤をブラケットの上に置いて、ブラケットを調節して製膜盤を水平になさせる;製膜液を製膜盤に注ぎ込んで、そしてそれを製膜盤に均等で敷き広げさせる;製膜盤の上部に加熱装置をインストールする;製膜盤の周辺に冷却側板を環状に配置されて、製膜盤の下部に冷却マザーボードを配置され、冷却側板と冷却マザーボード間の連接できる中間層には冷却液がある;製膜盤、ブラケット、加熱装置、冷却側板、冷却マザーボードを保温材が構成される保温殻に密封する;加熱装置を起動して、製膜盤の中の製膜液に対して加熱を行い、製膜液の中の溶剤を完全に蒸発させる;引き続き加熱して完成品膜の結晶度をさらに向上させる;加熱を停止して、冷却マザーボードでの凝縮溶剤を排出させ、製膜盤から完成品膜を取り外す;当該方法の工芸は簡単で、設備は安く、製膜のコストは低く、完成品膜は結晶度が高く、各等方性があるなどのメリットを持っている。 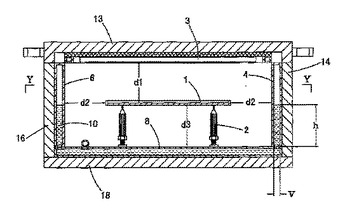 (もっと読む)
(もっと読む)
円筒状芯体および円筒状芯体を用いた無端ベルトの製造方法
【課題】無端ベルトのベルト膨らみや膜厚ムラ等のベルト品質欠陥が抑制された無端ベルトを製造する。
【解決手段】表面に樹脂溶液を塗布して無端ベルトを作製するための円筒状芯体10であって、円筒状芯体10は、該端部表面の円周方向に、軸方向に対して平行な少なくとも1つ以上の溝部12が形成され、溝部12は、円周方向幅Wを有し、さらに最大深さTの円筒状芯体10の端部から中央部に向かって傾斜面を有するようにその溝の深さが浅くなり、円筒状芯体10と同一面で接する部分を有するよう形成されてなる。
(もっと読む)
テンプレートおよび転写微細パターンを有する処理基材の製造方法
【課題】光透過性、離型性、耐久性、機械的強度、形状安定性を備え、かつ微細パターンの寸法精度を備える、光硬化性樹脂を成形するための微細パターンを有するテンプレートの製造方法の提供。
【解決手段】微細パターンの反転パターンを有するモールド4の該パターン上に、反応性官能基(x)を実質的に有さない含フッ素重合体(A)を溶媒に溶解させた溶液を塗布し、80℃未満で溶媒を除去して、モールド4の表面に含フッ素重合体層1を形成する。含フッ素重合体層1の最外表面を処理して表面に反応性官能基(x)を導入し、ついで該最外表面と、表面に反応性官能基(x)と化学結合を形成しうる官能基(y)を有する透明基体2の該表面とを張り合わせ、80℃未満で加圧して接着する。モールド4を含フッ素重合体層1から離脱し、微細パターンを表面に有する含フッ素重合体層1を形成し、テンプレート5を製造する。
(もっと読む)
パターン形成用モールドの製造方法およびパターン形成用モールド
【課題】基板と所望のパターンを有する凸部との密着性が良く耐久性に優れ、正確にパターン形成可能なパターン形成用モールドの製造方法およびパターン形成用モールドを提供すること。
【解決手段】本発明のパターン形成用モールドの製造方法は、基板表面に、無機微粒子とヒドロキシスチレン系樹脂と光酸発生剤とを含むレジスト組成物で所望のパターンを有する凸部を形成する工程と、凸部を形成した基板表面に、ポリシラザンを含有する塗布液を塗布してハードコート層を形成する工程と、ハードコート層を形成した基板を焼成する工程とを含む。前記ヒドロキシスチレン系樹脂の配合量は、前記無機微粒子100重量部に対して5〜25重量部である。
(もっと読む)
シート離型装置およびシート離型方法
【課題】型に設けられた微細なパターンをシート状の基材に転写したことにより、前記型に貼り付いている前記基材を、前記型から剥がすためのシート離型装置において、転写されたパターンのアスペクト比が大きくても、前記パターンが崩れにくいシート離型装置を提供する。
【解決手段】型11に設けられた微細なパターンをシート状の基材3の一方の面に薄く設けられた被成形物9に転写する際に、型11に貼り付いている基材2を、型11から剥がすためのシート離型装置57において、転写面13の一端部から他端部に向かって、ほぼ直線状の引き剥がれる部位を徐々に進行させつつ、基材3を引き剥がす引き剥がし手段59を有する。
(もっと読む)
ポリイミド樹脂フィルムの製造方法
【課題】簡便な方法で、平滑性に優れ、寸法安定性が高いポリイミド樹脂フィルムを得る。
【解決手段】ポリイミド樹脂前駆体の有機溶媒溶液を、金属箔上に流延塗布し、これを金属箔ごと200℃以上に加熱処理して実質的にイミド化が完結したポリイミド樹脂フィルムが積層した金属箔であって、金属箔とポリイミド樹脂フィルムとの接着強度が200N/m以下(金属箔1mm幅、180°引き剥がし法)である積層体とし、次に、金属箔とポリイミド樹脂フィルムを引き剥がしてポリイミド樹脂フィルムを単離することからなるポリイミド樹脂フィルムの製造方法。
(もっと読む)
島状構造を有する物品およびその製造方法
【課題】 本発明の島状構造を有する物品の製造方法は、流動性を有する成形材料20を、基板10上に塗布する塗布工程、前記流動性を有する成形材料を挟んで基板と成形型30とを対向させて加圧する成形工程、加圧した状態で熱または光のエネルギーを加えて成形型内の成形材料を硬化させる硬化工程、および成形型を離型する離型工程を基本とする。その方法において非成形部分が残らず、成形部分のみを残す成形加工物品の製造方法を提供することにある。
【解決手段】 成形工程を経た後、硬化工程前に成形型外の流動性を有する成形材料を除去する洗浄工程を挿入する。硬化前の成形材料を溶解する洗浄液により成形材料を除去する。
(もっと読む)
微細構造転写方法、微細構造転写装置、光学素子製造方法及びモールド
【課題】簡単な工程でモールドの微細構造を樹脂基材に転写可能な微細構造転写方法、微細構造転写装置、光学素子製造方法及びモールドを提供する。
【解決手段】この微細構造転写方法は、微細構造12を有するモールド11の表面11aに溶剤14を適用する工程と、モールド上の溶剤に樹脂基材13を接触させる工程と、モールドと樹脂基材とを剥離する工程と、を含む。
(もっと読む)
賦型の製造方法およびレンズシートの製造方法
【課題】円筒状の母型の内周面に電鋳加工を施して、円筒状の賦型を作製できるようにする。
【解決手段】レンズパターンが内周面に設けられた円筒状の母型61を、円筒状のカソード32の内周面に保持する。カソード32と、このカソード32の中央部に設けられたアノード33とを用いて電気鋳造を行い、電気鋳造により母型61の内周面に形成された薄膜を剥離する。これにより、母型61のレンズパターンとは反対のパターンが外周面に形成された賦型を得ることができる。
(もっと読む)
芯体、芯体の再生方法及び樹脂無端ベルトの製造方法
【課題】優れた耐久性を有する芯体、優れた耐久性を有する芯体の再生方法、該再生方法によって再生された芯体、及び製造安定性に優れ、製造コストが低減できる樹脂無端ベルトの製造方法を提供する。
【解決手段】基体の表面に、無電解ニッケルメッキ処理を施すことによってメッキ層を形成した芯体、前記芯体表面に形成されたメッキ層を剥離し、再度無電解ニッケルメッキ処理を施すことによってメッキ層を再形成する芯体の再生方法、該再生方法によってメッキ層を再形成した芯体、及び樹脂前駆体溶液を芯体表面に塗布し樹脂前駆体塗膜を形成する樹脂前駆体塗膜形成工程と、前記樹脂前駆体塗膜を加熱乾燥させ、加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、前記樹脂皮膜を前記芯体から剥離する樹脂皮膜剥離工程と、を有する樹脂無端ベルトの製造方法であって、前記芯体として前記メッキ層が形成または再生された芯体を用いる樹脂無端ベルトの製造方法。
(もっと読む)
溶液製膜設備及び方法
【課題】支持体の長期使用による変質を抑制して、フィルムのスジ状変形やその他の変形の発生を長期間に渡り抑える。
【解決手段】ステンレス製の流延支持体86は、ドープ61が流延される面86aの任意の2点P1,P2(ただし、P1,P2の距離Lを10mmとする)を結ぶ直線に沿って凹凸深さが連続的に測定されたときに、その深さの最大値DEが40μm以内とされている。これにより、長期間フィルム製造を実施しても、流延支持体86のステンレスにおけるオーステナイトの一部がマルテンサイト変態することを防ぐことができ、長手方向に伸びるキズや変形がフィルムに発生することを抑制することができる。
(もっと読む)
61 - 80 / 98
[ Back to top ]