
Fターム[4F202CK13]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 型抜きのための(←離型のための) (317)
Fターム[4F202CK13]に分類される特許
141 - 160 / 317
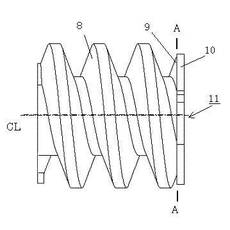
ウォーム及びウォーム製造金型
【課題】
従来のプラスチックス製ウォームは、直接性能に影響しないように薄肉部が存在しないが、金型のパーディングラインが複雑な三次元曲面であるために、金型製作加工は難しく、製造コストが高く、製造周期が長い。また、多く生産すると、金型のパーティングラインの合わせ面に磨耗が生じ、磨耗面からウォームの歯面に突起やバリが発生し、駆動ユニット又は減速装置の騒音性能などに影響する。
【解決手段】
本発明のウォームは通常のウォームを軸垂直平面で切断した基本ウォーム部と、その切断面の形状を境目にして軸方向に薄肉にならない所定の厚さまで引延して形成した平板部とを合成した構造とし、金型のパーティングラインを単純なフラットパーティングラインを設けることで、薄肉部をなくしただけではなく、複雑な三次元曲面をなくしたことで、金型加工が容易にでき、多く生産しても摩耗による装置への影響が出なくなる。
(もっと読む)
射出成形用金型

【課題】エアベントを構成する金型表面へのタール付着を低減して保全周期の延長を図ること。併せて、成形品の薄肉部の欠肉低減を図ること。
【解決手段】インペラを射出成形するために使用される主金型12,13及び副金型15〜19につき、型締め状態でエアベントを構成する各金型12,13,15〜19の表面に、DLC−SI被膜が施される。各主金型12,13は、羽根部を成形する複数の歯を含み、その複数の歯の表面にもDLC−Si被膜が施される。各主金型12,13の各歯は、円筒体の先端部にて型開き方向に対して傾斜して円環状に配列される。各歯の間で羽根部が成形され、型開き時には可動側の主金型13を固定側の主金型12に対して相対的に回動させながら後退させる。DLC−Si被膜を施す前の各金型12,13,15〜19の母材表面粗さは、面粗度(Ra)で0.04μm以下に処理される。
(もっと読む)
射出成形型、及び、成形品の離型方法
【課題】型コストを下げることができると共に、調整リードタイムを短縮させることができる射出成形型、及び、この射出成形型から成形品を離型させる成形品の離型方法を提供する。
【解決手段】アンダーカット部4aを有する成形品4を射出成形するために用いられる射出成形型(金型1)において、傾斜面9a、及び、成形品4に形状を転写する成形品転写部9b、を有するスライド入子9と、スライド入子9の傾斜面9aと互いに摺動する傾斜面8aを有するロッキング部材(ロッキングブロック8)と、を備える構成とする。
(もっと読む)
平板状樹脂の成形装置
【課題】構造が簡単でイニシャルコストが低く、またランニングコストも低く、高い離型性を有し、したがって破損率の低い平板状樹脂の成形装置を得る。
【解決手段】成形部E内に供給された被成形樹脂Poを上下の金型(ヒートプレス24)によって挟み込んで平板形状に成形する成形装置12において、前記成形部Eが、平板樹脂Pの外形を形成するための枠体16と、該枠体16の上部に配置され、この枠体16の内側(貫通孔16A)に沿った形状に変形可能で、且つ復元が可能な弾性体シート(第1の弾性シート)18と、当該成形部Eの最上部を自身の一端側をめくるように変形させることで開閉可能なカバーシート(第2の弾性シート)20と、を備える。被成形樹脂Poは、弾性体シート18とカバーシート20との間で成形される。
(もっと読む)
アンダーカット部を有する樹脂成形体の製造方法
【課題】簡易な構造の金型を用いて樹脂成形体の成形を容易に行うことができると共に、後加熱を必要とせず、良好な成形体を得ることができるアンダーカット部を有する樹脂成形体の製造方法を提供する。
【解決手段】アンダーカット部としての環状溝23を有する樹脂成形体としてのヘッダーを構成する凹状連結部18の製造方法は、環状溝23に対応する成形用突起61を有する内側スライド成形型62と、凹状連結部18の外周面を成形する外側成形型63と、両成形型62、63の間に形成されるキャビティ64とを備えた金型60を用いて行われる。そして、キャビティ64にゴム状弾性体を含むポリフェニレンサルファイド(PPS)樹脂を溶融させて注入し、加熱硬化させて樹脂成形体を成形した後冷却する。次いで、外側成形型63を型開きし、内側スライド成形型62をその軸線方向に強制的に引き抜く。
(もっと読む)
金型装置および光記録媒体基板
【課題】成形された光記録媒体基板の最外周部における離型性を高め、タンジェンシアル・デビエーションを有効に小さく押さえうる金型装置を実現する。
【解決手段】光ディスク基板を成形する金型装置であって、キャビティリング32の内壁に、キャビティリング中心軸方向に段差をなすように大径内周面部32Aと小径内周面部32Bとが形成され、大径内周面部と小径内周面部の境界に棚状部32Cが形成され、金型全閉時には棚状部32Cの最内周縁部を、鏡面部30Aに直交する中心軸方向へ鏡面部と略同一面まで後退させ、この状態で成形を行い、光ディスク基板に鏡面部30Aにより平面を転写するとともに、他方の面の外周辺部を棚状部32Cにより、外周端面部を大径内周面部30Aにより形成し、成形後の型開放時にキャビティリングを中心軸方向へ前進させ、棚状部32Cにより光ディスク基板外周辺部に力を作用させて、光ディスク基板を鏡面部から剥離させる。
(もっと読む)
金型装置および光記録媒体基板
【課題】成形された光記録媒体基板の最外周部における離型性を高め、タンジェンシアル・デビエーションを有効に小さく押さえうる金型装置を実現する。
【解決手段】光ディスク基板を成形する金型装置であって、キャビティリング32の内壁に、キャビティリング中心軸方向に段差をなすように大径内周面部32Aと小径内周面部32Bとが形成され、大径内周面部と小径内周面部の境界に棚状部32Cが形成され、金型全閉時には棚状部32Cの最内周縁部を、鏡面部30Aに直交する中心軸方向へ鏡面部と略同一面まで後退させ、この状態で成形を行い、光ディスク基板に鏡面部30Aにより平面を転写するとともに、他方の面の外周辺部を棚状部32Cにより、外周端面部を大径内周面部30Aにより形成し、成形後の型開放時にキャビティリングを中心軸方向へ前進させ、棚状部32Cにより光ディスク基板外周辺部に力を作用させるとともに、離型用のブローを小径内周面部と鏡面部外周面との間隙を通して吹き付け、光ディスク基板を鏡面部から剥離させる。
(もっと読む)
メタクリル樹脂板の製造方法
【課題】ステンレス鋼板の鋳型からの剥離性がよく、安定で品質に優れたメタクリル樹脂板を製造する方法を提供する。
【解決手段】
空気雰囲気中において80℃以上200℃以下の温度で加熱処理されたステンレス鋼板を鋳型とし、該鋳型内でメタクリル酸メチル、またはメタクリル酸メチルおよびこれと共重合可能な他のビニル系単量体との混合物を重合して板状成形物とするメタクリル樹脂板の製造方法であり、好ましくはステンレス鋼板表面のFe中のFe(0価)量を12%以下にしたステンレス鋼板を用いる前記樹脂板の製造方法。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物成形体の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、円筒状の基材11と、基材11の表面に形成される離型層と、を有し、基材11の端部12a,12bにおける水接触角が90°以上であり、かつ端部以外の部分14の水接触角が30°から80°であり、上記成形用芯体10の表面に、端部の一部分18a,18bと端部以外の部分14に樹脂を含有する溶液を塗布する塗布工程を有する。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、基材11と、基材11の表面に形成される離型層14とを有し、離型層14には、水接触角が30°以上50°以下である低水接触領域領域12が複数設けられ、低水接触領域領域12の1つ当たりの面積が0.05cm2以上3.0cm2以下であり、かつ、低水接触領域領域12の総面積が離型層14の全面積の3%以上30%以下である。
(もっと読む)
アンダーカット処理機構
【課題】コンパクトに構成することで省スペース化の要請に応じることができ、コストダウンを実現することができ、特に、成形品の全周方向に亘り放射状に位置するような複数のアンダーカット部がある複雑な形状の成形品にも対応することができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に、3つ以上のスライド部材70がホルダー中心軸に対向する放射状に収納され、各スライド部材70は、それぞれの先端部同士がホルダー40内で互いに対接し合う成形位置と、先端部同士がホルダー外で互いに離隔する離型位置とに摺動可能にホルダー内に収納され、ホルダー内に、成形品Pの型抜き時に各スライド部材70を成形位置から離型位置に向けて、ホルダー中心軸と並行な型抜き方向、およびホルダー中心軸の放射方向であるアンダーカット部P1からの逃げ方向に、それぞれ同時に移動する傾斜方向に沿って案内するガイドである斜溝44を設けた。
(もっと読む)
プラスチックレンズ、光走査装置及び画像形成装置
【課題】 本発明は、内部歪みが小さくレンズ面の形状が高精度で、更には光走査光学系のハウジングへ紫外線硬化樹脂を用いて倒れが生じることなく高精度に接着することができる、プラスチックレンズ、光走査光学装置及び画像形成装置を提供する。
【解決手段】 樹脂で成形される、本発明のプラスチックレンズには、光線が透過する光線透過領域以外の少なくとも一部の領域にコバ部が設けられ、このコバ部の側面は射出成形時金型から離型するための抜き勾配を有し、かつコバ部の少なくとも一部は射出成形時溶融状態の樹脂材料を注入するゲートと直結することに特徴がある。よって、内部歪みが小さく、レンズ面の形状が高精度なプラスチックレンズを提供することができる。
(もっと読む)
シリコーン成形型及びその使用
酸化したパターン化表面及びペルフルオロエーテル5シラン離型剤の層を含むシリコーン成形型を記載する。この成形型により、第2世代シリコーン成形型を複製する、すなわち、シリコーン成形型からシリコーン成形型を複製することが可能になる。 (もっと読む)
基板収納容器及びその製造方法
【課題】容器本体の背面側が突出しピンにより突き破られ、損傷することのない基板収納容器及びその製造方法を提供する。
【解決手段】三枚以下の半導体ウェーハを収納するフロントオープンボックスタイプで背の低い容器本体1が射出成形され、この射出成形された容器本体1の内部背面側に複数の突出しピン2が突き出されることにより容器本体1が金型から脱型される基板収納容器であって、容器本体1の背面壁と両側壁とにリブフランジ20を一体成形し、背面壁のリブフランジ20Aを容器本体1の金型からの脱型時に複数の突出しピン2に外側から対向させる。金型の突出しピン2に容器本体1の背面壁のリブフランジ20Aが外側から対向して障害物となり、補強機能を発揮するので、突出しピン2が突き出されて大きな負荷が作用しても、容器本体1の背面側が突出しピン2により突き破られることがない。
(もっと読む)
筒状部材成型用金型装置
【課題】高性能、高耐久性を有し、内面にアンダーカット部を備えた筒状部材を効率よく生産できる筒状部材成型用金型装置を提供する。
【解決手段】天面金型と、本体金型と、ベース金型とを有し、特に、前記天面金型に前記本体金型の前記筒状部材を成型するための孔部に向けて挿通されるセンターポストを設ける。前記本体金型には、第1又は第2の駒を順次内側に抜きつつ第2又は第1の駒を続けて内側へ寄せてその外形を小さく絞り込む形のスライドコアを設け、前記ベース金型には、前記本体金型に対するベース金型の移動に伴って、前記第1及び第2のスライドコアをそれぞれ異なる速度で内方向に駆動する第1及び第2のスライドコア駆動片を設けた。
(もっと読む)
成形金型装置
【課題】型開き時の成形品の所在を明確にすることが可能になり、成形工程を自動化する上での阻害要因を排除することができる。
【解決手段】開口部13からキャビティ11内に供給された未加硫のゴム材料をキャビティ11の内面形状に沿った外形形状に成形した後に、この成形品Wを未加硫のまま脱型する成形金型装置10であって、開口部13の開口面に沿った方向に延びる金型面14b、15b、およびこの金型面14b、15bに開口し、かつ型締め時にキャビティ11を形成するキャビティ形成部14a、15aをそれぞれ有する一対の金型14、15が備えられ、キャビティ11は、開口部13から底部16に向かうに従い漸次縮径している。
(もっと読む)
樹脂成形用金型
【課題】パッケージ(樹脂成形体15)に対する離型抵抗力を効率良く低下し得て、金型キャビティ4・5内からパッケージ15を効率良く離型する。
【解決手段】少なくとも樹脂と接触する金型面(例えば、金型キャビティ4・5の底面)を鏡面に形成し且つ前記したキャビティ4・5底面(鏡面)に、アンダーカットにならない傾斜面39(曲面)を有する半球形状の微細凹部13を、所要の数、所要の配置で設けて構成すると共に、金型キャビティ4・5内で成形される樹脂成形体15が収縮する垂直収縮力18と水平収縮力19とて合成される合成収縮力20にて、微細凹部13内で硬化する微細硬化凸部16が微細凹部13の内面(傾斜面39)を滑ってずれるために浮き上がった状態になるので、金型キャビティ4・5底面と樹脂成形体15との間に隙間17が発生して離型抵抗力が低下する。
(もっと読む)
金型構造及びその押し出し・抜き取り方法
【課題】 製品の裏面部に設けたリブ部を切り欠かずに引き抜き可能にする事で製品の品質向上と製造コストの低減及び耐久・操作・安定性向上を可能にした金型構造及びその押し出し・抜き取り方法を開発・提供する事にある。
【解決手段】 ガイドブロックと分割スライドブロックと上下スライドロッドを一体に組合せて成り、該ガイドブロックは一端に傾斜スライド部と他端に凹部をそれぞれ設け、該分割スライドブロックは斜め方向に二段移動可能にして設けた二種類のスライドブロックと上下及び水平移動可能にした分割上下・水平スライドブロックの三つのブロックから成り、該上下スライドロッドは上部に水平移動スライド部を設け、下部を押し出し板部に固着して所定寸法程上下移動可能にして設け、押し出し時は上下スライドロッドの上端に係止された分割スライドブロックが段階的に上下・水平・傾斜移動する事で製品のリブ部に干渉する事なく抜き取り可能にしたもの。
(もっと読む)
光学部品の製造方法
【課題】樹脂レンズ等の成形時において離型不良を発生させることなく、かつキャビティの末端部で樹脂が硬化することに因る未充填や気泡といった成形不良を防止する光学部品の製造方法を提供する。
【解決手段】上型7bと下型7aからなる成形型7により樹脂成形体4からなる光学部品を製造する方法において、キャビティ容積が小さい上型7bに設けた樹脂注入口5から樹脂を成形型7のキャビティに注入し、上型7bのキャビティに樹脂が充満した後にキャビティ容積の大きい下型7aのキャビティに樹脂が充満する。
(もっと読む)
光学素子および光学素子の成形金型ならびに光学素子の成形方法
【課題】レンズの組み立て時の嵌合面とレンズ面とに軸ずれを発生させない光学素子を提供する。
【解決手段】レンズ面を有する光学素子において、第1レンズ面1と第1レンズ側面4とが一体成形される場合、第1レンズ側面4の面粗さを小さくして入れ子との離型性をよくし、一方、第2レンズ側面6の面粗さを大きくして入れ子に残るようにする。これにより、一体で同時成形された入れ子からレンズ成形品を変形することなく、離型することを可能にする。
(もっと読む)
141 - 160 / 317
[ Back to top ]