
Fターム[4F202CK13]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 型抜きのための(←離型のための) (317)
Fターム[4F202CK13]に分類される特許
101 - 120 / 317
複合成形品の製造方法
【課題】表皮が成形型の型面から離間することを防ぐことで表皮にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】基材52(第2成形品)と表皮54(第1成形品)とが一体化された複合成形品50の製造方法であって、凹状をなす第1成形面S1と凸状をなす第2成形面S2との間で表皮54を成形する第1成形工程と、第1成形面S1に保持された表皮54と凸状をなす第3成形面S3との間で基材52を発泡成形する第2成形工程とを備え、第1成形面S1の型抜き方向に対する勾配θ1が、第2成形面S2の型抜き方向に対する勾配θ2よりも小さく設定されていることを特徴とする。
(もっと読む)
空気調和機およびそのドレンパン部品、並びにドレンパン部品成形用金型

【課題】入子やスライドコアピンを必要とすることなく良好な離型を可能にする形状のドレンパン部品と、これが設置された室内機を有する空気調和機と、これを成形するドレンパン部品成形用金型を得る。
【手段】ドレンパン部品200は、底板後方部220と底板前方部230とによって形成された上方に開口する断面略L字状の樋部分を有し、底板前方部230の底板前方部前縁232において、上方に向けて前方上部フランジ240が延設(一体成形)され、前方斜め下方に向けて段部250が接合(一体形成)されている。段部250は前方側スライドコア3000に彫り込まれた段差上面キャビ面3250によって成形され、段差上面キャビ面3250が成形体2の段部250を押え付けた状態で、可動側金型2000が固定側金型1000から離れる。
(もっと読む)
射出成形用金型
【課題】簡単な構造で、ネジ形成部のかじりの発生を最小限とする射出成型用金型を提案する。
【解決手段】ネジ型の雌ネジ形成部14に形成されたネジ山の外径30と谷径33は、それぞれ雌ネジ形成部14の根元から先端に行くに従って徐々に小さくなるようにテーパが付いている。外径30の前記根元における直径31はISO等に規定された同じ呼び径の雌ネジの谷径36と等しく、前記先端おける直径32は同じ呼び径の雄ネジの外径38より僅かに大きい。谷径33の前記根元における直径34は同じ呼び径の雌ネジの内径37と等しく、前記先端おける直径35は同じ呼び径の雄ネジの谷径39より僅かに大きい。外径30に設けられたテーパの寸法、即ち、直径31と直径32の差の1/2の値は、谷径36と外径38のクリアランスより小さく設定される。谷径33においても、同様に設定される。テーパの寸法はクリアランスの略60%に設定すると良い。
(もっと読む)
プラスチック光学素子、光走査装置、画像形成装置
【課題】光学機能面の形状精度が向上し、光学特性の劣化が低減されたコンパクトで低コストの長尺状のプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、及び画像形成装置を提供することを目的とする。
【解決手段】光線透過方向の厚みが副走査方向の厚みよりも薄い長尺形状のプラスチック光学素子10において、被転写面を有する金型のキャビティ内の樹脂に樹脂圧力を発生させ、該被転写面を転写することにより形成された長尺状の光学機能面12と、該光学機能面12の長手方向に長手を平行にして隣接する長尺状のリブ11と、を有し、前記リブ11のうち少なくとも1つが前記光学機能面12側にへこんだ凹部13と、該凹部13の底面に設けられた金型のキャビティ形状の不完全転写面と、を有するプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、及び画像形成装置。
(もっと読む)
弾性ローラの成形金型
【課題】成形金型内にゴム材料を注入して成形されたゴムローラの長手方向に対して生じる外径の変化を低減する。
【解決手段】円筒状内面を有するパイプ金型本体2と、パイプ金型本体2内に配置されるローラ軸体4を支持してパイプ金型本体2の両端にそれぞれ嵌合される一対の端部駒1,3とを有する。ゴム材料の注入側の端部駒3には注入用の穴3aが設けられる。非注入側の端部駒1には、キャビティ内の空気は逃がし、かつ注入されたゴム材料を漏らさない空気抜き部1bが設けられる。キャビティ内にローラ軸体4を配置し、キャビティ内にゴム材料を注入した後にゴム材料を硬化させて成形されるゴムローラの成形金型において、パイプ金型本体2の円筒状内面が、注入側から非注入側に向かって内径が徐々に小さくなるテーパ形状に形成する。
(もっと読む)
成形装置及びこの成形装置を用いた発泡成形品の製造方法
【課題】 本発明は、発泡成形品の離型性に優れた成形装置を提供する。
【解決手段】 本発明の成形装置Aは、チャンバー5、7を備えたアルミニウム材製の一対の金型1、2を備え、上記一対の金型1、2を型締めして形成されるキャビティ3の壁面はアルミニウム材の陽極酸化被膜層31とされており、この陽極酸化被膜層31の被膜セル31aの微細孔31bが上記キャビティ3内に開口していることを特徴とするので、キャビティ内の発泡成形品を優れた離型性でもって金型内から取り出すことができる。
(もっと読む)
樹脂製品及びその成形装置
【課題】両側板の上端部に内方へ指向するように成形されたフランジ部の先端面のパーティングライン近傍の段差部に手指が接触されるのをなくして使用感を向上することができる樹脂製品を提供する。
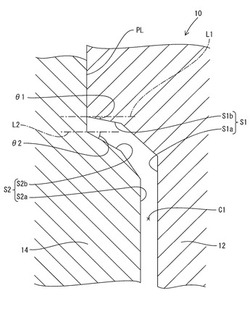
【解決手段】図1(a)(b)に示すように、コンソールボックス21の左側板21bの上端部に一体に形成された左側フランジ部21fの先端面S2に対し、該先端面S2の中間高さ位置に設定されたパーティングラインPLによりも所定の距離Eだけ下方に離れた位置に突条部21jを前記パーティングラインPLよりも水平方向に張り出すように一体に形成する。前記突条部21jによって人の手指が前記パーティングラインPL近傍に成形された段差部21kに接触されるのを防止する。
(もっと読む)
中空容器に螺着可能なヒンジ蓋体
【課題】中空容器の口頸部に螺着可能なヒンジ蓋体の外周面に、成形痕が現れないように成形する成形金型を可能な限り簡単な構造に形成して、ヒンジ蓋体を安価に製造可能にする。
【解決手段】固定側成形金型1と射出ノズルが係合する射出口に連通するランナーを設けた可動側成形金型とで構成される射出成形金型において、円筒状の蓋体本体8を形成するための中子を、中心コアー3と先端部分に螺旋ネジ4aを設けた外コアー4と管状体5とから形成し、固定側成形金型1から回動可能にして突設させた。射出成形機から溶融樹脂が射出、注入されヒンジ蓋体が成形された後に可動側成形金型が開かれ、ヒンジ蓋部9を蓋体本体部8の開口部に被着、嵌合せしめて一体化した後で中子Cの中心コアー3を回動させ、管状体5を前進させることにより蓋体本体8を中子の外コアー4から分離せしめ、外周面に成形痕が現れないヒンジ蓋体を得ることができる。
(もっと読む)
モールドシーラーの調製方法、モールドシーラーアッセンブリおよびその組成物
金属モールド表面から熱可塑性部品を成形するのに有効なモールドシーラー組成物を提供し、それはコーティングとして塗布された場合、硬化して複数回の離型を可能にする高い耐久性を有する仕上がりにする。 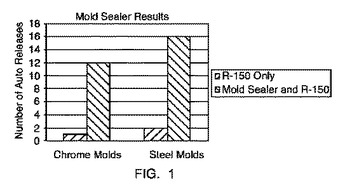 (もっと読む)
(もっと読む)
真空成形に使用する木質型の製造方法
【課題】繰り返し使用でき、しかも精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型の製造方法を提供する。
【解決手段】木質繊維材10の型材本体部11に、表面側からNC加工を行って、表側周縁に平面を維持した状態で、仕上げ寸法より0.2〜0.6mmの仕上げ代を残した窪み凹部19の粗彫りを行う第1工程と、粗彫りの上に第1の熱硬化性樹脂を塗布して樹脂硬化させる第2工程と、樹脂硬化させた粗彫りの表面を更にNC加工して、窪み凹部19の仕上げ加工彫りを行う第3工程と、仕上げ加工彫りの表面に第2の熱硬化性樹脂を塗布して表面を硬化させる第4工程と、底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する直径が0.1〜1mmの複数の真空孔20を形成する第5工程と、窪み凹部19に離型促進樹脂をコーティングする第6工程を有する。
(もっと読む)
射出成形装置、成形品取出方法および樹脂レンズ。
【課題】樹脂レンズの射出成形において金型から光学特性を犠牲にすることなく離型することができる樹脂レンズ、射出成形装置および成形品取出方法を提供する。
【解決手段】型開き時に可動金型8に保持された樹脂レンズ1となる製品部2を有する成形品10をエジェクトピン71,72,73と、製品部2の形成面を有する入子50とにより押し出す。エジェクトピン71は、成形品10の製品部2に接続される被押圧部6を押すようになっている。また、エジェクトピン72は成形品10のランナ部4を押し、エジェクトピン73は成形品10のスプルー部5を押す。そして、成形品10を可動金型8から取り出した後に、入子50を停止した状態でさらにエジェクトピン71,72,73を動作させることにより、入子50から製品部2を離型する。この際に製品部2はランナ部4と被押圧部6との両方から押される状態となる。
(もっと読む)
金型
【課題】外面側および内面側にそれぞれアンダーカット部を有する樹脂製品を、簡単な構造で成形および離型する。
【解決手段】樹脂製品200の外面200a側を成形する固定型10と、型閉じ状態から矢印D方向に移動して型開き状態に至る可動型20とを備え、可動型20は、型開き方向Dに対して略直交する方向であって、キャビティ空間(90)から離れる向きHに移動可能とされた、外面200a側のアンダーカット部280を形成する第一スライドコア30と、型開き方向Dに移動するにしたがって、向きHに移動可能とされ、樹脂製品200の内面200b側のアンダーカット部290から可動型20の離型を許容するように樹脂製品200の端部であるフランジ220の内面200b側に引っ掛けられる第二スライドコア40とを備える。
(もっと読む)
成形方法および金型装置
【課題】成形品の外観をゲート切断傷跡およびゲート跡により損なうことなく、成形品裏側の任意の位置にゲート配置可能で、かつゲートの後加工が不要な射出成形金型装置を提供する。
【解決手段】射出成形金型において、第1金型1の入れ子8に、第2金型2との金型合わせ面まで達するようにピンポイントゲート9を設け、このピンポイントゲート9から、トンネルゲート方式で傾斜ユニット7に設けられたゲート6とU字形状のランナー20とを通して、成形品5の裏側より樹脂を充填させることにより、成形品5の外観を損なうことがなく、第2金型2に設けられた傾斜ユニット21の突出し時の水平移動を利用してゲート6を切断することにより、ゲート6の後加工を不要にする。
(もっと読む)
表皮材構造
【課題】主に、脱型時における表皮材の製品外観面部の伸びなどを防止し得るようにする。
【解決手段】金型31,32を用いて成形される軟質の表皮材15が、少なくとも、主に製品の外観部分を構成可能な製品外観面部19と、製品外観面部19の内側に設けられる開口部2を構成可能な開口予定部23とを有する表皮材構造であって、開口予定部23の裏面側に、表皮材15の少なくとも部分的な脱型を補助可能な脱型補助部35を一体に設けるようにしている。
(もっと読む)
バリア性を有するスパウト
【課題】 バリア性を有するスパウトのバリアフィルムを巻装したバリア筒の筒状体の外面側面のテーパーを無くして、インサート成型工程で、バリア筒の金型への設置を容易にし、かつバリアフィルムをラベルとしても使用した時にラベルの形状をテーパーを考慮することなく制作できること
【解決手段】 キャップ部と口部と口部の下方に連設する接着部とからなるスパウトと、接着部に固着する袋容器とからなるスパウト付き袋容器のスパウトにおいて、前記口部の内径と略等しい筒状体の外面筒状面のテーパーを0°とし、内面筒状面に抜きテーパーを設け、スパウトの一体成型時に樹脂の流動する方向の上流方向の端部に下フランジを設けた筒状体で、該筒状体にバリアフィルムを巻装してバリア筒とし、該バリア筒を一体成形により成形したバリア性を有するスパウトである。
(もっと読む)
シート搬送装置、従動ローラの成形用型及び画像記録装置
【課題】駆動ローラと従動ローラとで用紙が挟持されたとき、圧痕を発生させず、且つ従動ローラの一体成形を容易にする。
【解決手段】樹脂製の2個の従動ローラ100を支持する1本の回転支軸46は、弾性支持部73における付勢力によって従動ローラ100を駆動ローラ35に付勢するように支持され、従動ローラ100における一端面側に円筒面状の第1ローラ面70を形成し、他端面に近い側に小径部を有し、第1ローラ面70側に連続形成される大径部となる截頭円錐状の第2ローラ面71を形成し、第1ローラ面70の半径R1と大径部の半径R2とが等しい。第2ローラ面71の従動ローラにおける中心軸に平行な距離をL23とするとき、角度θ1(=tan-1[(R2−R3)/L23])が、回転支軸と駆動ローラの軸線とのなす最大撓み角θ2よりも大きく設定され、各従動ローラは、半径R1と半径R3との間のローラ面が駆動ローラと接触している。
(もっと読む)
光学成形品の成形方法
【課題】発光製品の発光部に装着する光学レンズ(光学成形品)を成形する樹脂材料(成形材料)の製品化率を効率良く向上し得て、製品(光学成形品)の生産性を効率良く向上させる成形方法を提供する。
【解決手段】圧縮成形用金型1(上下両型)2、3を用いて、離型テープ12を載置した所要複数個の成形孔11を有するキャリア10を、下型3の所要位置に供給して上下両型2、3を型締めすると共に、離型フィルム8を被覆した下型キャビティ4(キャビティ4の底面に所要複数個の小キャビティ5)内で加熱溶融された樹脂材料9をキャビティ底面部材6で押圧することにより、成形孔11と小キャビティ5とから成る空間部で光学レンズ15を圧縮成形した光学レンズ15を所要複数個有する成形済キャリア13を形成し、更に、成形済キャリア13の成形孔11から光学レンズ15を突き出して分離する。
(もっと読む)
光学部品、電子機器、及び光学部品用成型金型
【課題】離型の際に固定金型側に配置させることができる光学部品、そのような光学部品を用いた電子機器、及びそのような光学部品を成型する光学部品用成型金型を提供する。
【解決手段】成型金型で成型される合成樹脂製の光学部品1において、型締時に固定金型21と可動金型22との間に形成される成型空間内に突出した状態で固定金型21側に配置されて型開き時に固定金型21側に成形品を係留する係留部25に対応する、凹部4を備える。成型時における合成樹脂の収縮により凹部4が係留部25を締め付け、凹部4が係留部25と係合するので、型開き時に、光学部品1を係留部25がある固定金型21側に配置させることができる。
(もっと読む)
モールド金型及びその製造方法
【課題】キャビティ凹部を形成する側面部の加工条件を底面部と変えることで離型性が向上したモールド金型を提供する。
【解決手段】金型母材に放電加工を含む加工工程を経て形成されたキャビティ凹部4のうち、少なくともキャビティ底面部5とこれを囲むキャビティ側面部6は面性状が異なり、該キャビティ側面部6の断面形状は周縁部が溝部6aに囲まれた上に凸となる逆クレーター部6bが連なる平滑面に形成されている。
(もっと読む)
金型装置
【課題】安価に製作可能で且つ耐久性に優れ、しかも成形品の設計自由度を阻害することなく、アンダーカット部を成形可能な金型装置を提供する。
【解決手段】第1金型13と第2金型14のうちのエジェクタピン16が取り付けられる第1金型13に、両金型13、14を型開きしたときに形成される金型13、14間の隙間を利用して、第2金型14側へ弾性変形可能な入子部材17を成形空間15内へ突出状に設けた。
(もっと読む)
101 - 120 / 317
[ Back to top ]