
Fターム[4F202CK13]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 型抜きのための(←離型のための) (317)
Fターム[4F202CK13]に分類される特許
21 - 40 / 317
テンプレート、テンプレートの表面処理方法、テンプレート表面処理装置及びパターン形成方法
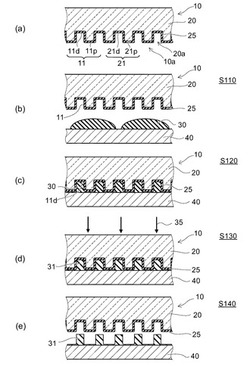
【課題】生産性の高いパターン形成方法を実現するテンプレート、テンプレートの表面処理方法、テンプレートの表面処理装置及びパターン形成方法を提供する。
【解決手段】実施形態によれば、凹凸パターンが設けられた転写面を有し、前記凹凸パターンの凹部に、光によって硬化する前の状態の光硬化性樹脂液を充填し、前記光によって前記光硬化性樹脂液を硬化させて形成される樹脂の表面に前記凹凸パターンを反映した形状を形成するためのテンプレートが提供される。前記テンプレートは、基材と、表面層と、を備える。前記基材は、凹凸が設けられた主面を有し、前記光硬化性樹脂液が硬化する光に対して透過性である。前記表面層は、前記基材の前記凹凸を覆い、前記凹凸の形状を反映した前記凹凸パターンを形成する。前記表面層の、前記光によって硬化する前の状態の前記光硬化性樹脂液に対する接触角は30度以下である。
(もっと読む)
射出成形品の製造装置及び製造方法

【課題】射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12に形成され、且つ先端面18aの面積が第二金型14とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部18の先端面18aを、型閉じ状態で第二金型14と面接触させた状態で、成形空間内へ溶融樹脂を射出充填し、この射出充填した溶融樹脂が硬化した後に、型開き状態で、硬化した溶融樹脂を先端面18a側から無理抜きして、硬化した溶融樹脂を貫通孔形成用突出部18から取り外して、硬化した溶融樹脂からなる射出成形品を形成する。
(もっと読む)
ブレード部材の製造方法及び製造装置
【課題】電子写真装置用ブレードのポリウレタン樹脂製のブレード部材を個別に間欠的に製造する方法を提供する。
【解決手段】少なくとも一つの成型溝を形成した成型ドラム、それに当接したエンドレスベルトを用いたブレード部材の製造装置を用い、該成型溝は、成型されるブレード部材の大きさ形状を有しており、かつ、成型ドラム回転方向に対して平行又は直交して設けられており、ポリウレタン樹脂原料はエンドレスベルト上にブレード部材相当量が間欠的に吐出され、成型ドラムの回転に伴い、該原料が成型溝とエンドレスベルトに挟まれ、さらにそこで加熱硬化されてブレード部材となり、さらに、成型ドラムが回転し、ブレード部材の脱型位置で脱型手段により取り出される。なお、ポリウレタン樹脂原料の吐出及びブレード部材の脱型は成型溝の位置を検出して行われる。
(もっと読む)
樹脂封止装置
【課題】樹脂封止装置によって成形される成形品の生産性を向上する。
【解決手段】樹脂封止装置1Aは、上下に対向して設けられた上金型3および下金型4を近接させてクランプし、ポット28に供給された樹脂35を上下動するプランジャ31で押し出して、カル14およびゲート16を通じてキャビティ11に樹脂35を圧送し、キャビティ11でワークWを樹脂封止するものである。上金型3は、上下動によりキャビティ11の容積を可変させるクランパブロック8と、上下動によりカル14の容積を可変させるセンターブロック9とを有する。樹脂封止装置1Aは、クランパブロック8を動かして樹脂35が充填されたキャビティ11の容積を小さくすると共に、ゲート16を通じてカル14側に樹脂35を押し戻す。また、押し戻された樹脂35にあわせてカル14の容積を大きくするようにセンターブロック9を動かす。
(もっと読む)
エジェクタピン及び金型装置並びに樹脂成型品及び電子機器
【課題】エジェクタピンとの接触部における反対側面の部分の白化を抑制でき、これにより、外観品位を損なうことを有効に防止できるエジェクタピン及び金型装置並びに樹脂成型品及びそれを備えた電子機器を提供する。
【解決手段】金型装置100におけるエジェクタピン124の第2当接面124bには、リブ220の一側面222に設けられた突起部224を成型する突起部成型凹部124dが設けられている。樹脂成型品200のリブ220の一側面222には、エジェクタピン124における突起部成型凹部124dにより成型された突起部224が設けられている。金型装置100におけるエジェクタピン124が長手方向Hに沿った突き出し方向H1へ突き出されることで押し出される位置は、リブ220の突起部224における突き出し方向H1の上流側の端面224aを含む。
(もっと読む)
インプリント用モールド、およびインプリント方法
【課題】 本発明は、モールドの製造に複雑な工程を要することなく、モールド材と同じ材料からなるアライメントマークを光学的に識別することを可能とし、高いアライメント精度で位置合わせすることができるインプリント用モールド、およびインプリント方法を提供することを目的とするものである。
【解決手段】 前記モールドのアライメントマーク領域の表面が、硬化前のインプリント用被転写樹脂に対して、少なくとも、前記モールドの転写領域の表面よりも高い撥液性を生じるようにすることにより、上記課題を解決する。
(もっと読む)
光学素子の製造方法及び成形金型
【課題】可動金型に対する成形品の離型抵抗を適切にし、成形品の離型の際に成形品に変形が生じることを防止できる光学素子の製造方法を提供すること。
【解決手段】可動金型42に対する樹脂成形品MPの離型抵抗を適切に調整することにより、型開きの際に、可動金型42側の樹脂成形品MP全体を保持しつつ、固定金型41から樹脂成形品MPを離型することができる。また、可動金型42に対する樹脂成形品MPの離型抵抗が適切であるため、可動金型42から樹脂成形品MPを離型する際にも無理な力を必要とせず、可動金型42から樹脂成形品MPを離型することができる。これにより、樹脂成形品MPに変形が生じることを防ぐことができ、離型時にレンズLPに外観不良や性能不良が生じることを防ぐことができる。
(もっと読む)
成形金型及び光学素子の製造方法
【課題】プラスチックレンズを射出成形する際に、射出成形時の冷却固化による樹脂収縮に起因する離型抵抗を抑制すること。
【解決手段】回折構造を形成する段差形状13A,15Aを有する第1光学転写面11Aを第2光学転写面21Aよりも先にプラスチックレンズPLから離型することによって、例えば3波長互換光学素子のような段差形状の縦横比の値(Y/X)が0.50≦(Y/X)の最大値≦1.0を満たす比較的深い範囲であっても、微細構造において深い段差を有する光学素子であっても、プラスチックレンズPLが固定型10からほとんど抵抗なくスムーズに離型され、プラスチックレンズPLの回折構造の段差すなわち微細形状の変形を防止することができる。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
射出成形用金型及びそれを用いた射出成形方法、射出成形品、射出成形機
【課題】固定側型板と可動側型板を有し、前記固定側型板と前記可動側型板との間にキャビティが形成され、このキャビティに溶融樹脂を充填することで射出成形品が射出成形される射出成形用金型において、前記射出成形品の円滑な離型を阻害するようなピン部材が存在していたとしても、問題なく、前記射出成形品を前記射出成形用金型から離型させる技術を提供する。
【解決手段】キャビティ8の内壁面のうち、射出成形品26の離型方向に対して直交する内壁面以外の内壁面である第2側壁面28bには、ピン形状のピン部材30を挿入して取り付けるためのピン取り付け孔29が形成されている。第2側壁面28bのうち、ピン取り付け孔29を基準として離型方向と反対側の面領域39には、第2側壁面28bから隆起する隆起部40が形成されている。
(もっと読む)
ウレタン発泡シートの製造方法
【課題】厚みが薄い場合においても低密度且つ高発泡倍率で柔らかいウレタン発泡シートを、厚み精度よく製造することが可能なウレタン発泡シートの製造方法を提供すること。
【解決手段】分子末端にNCO基を有するウレタンプレポリマーを含有する組成物を基材上に塗布してシート状の塗膜2を形成すること、前記塗膜に穴あき離型性基材1を接触させること、前記穴あき離型基材1が接触した状態で前記塗膜2を水蒸気に晒すことにより、前記塗膜2を発泡及び硬化させることを含むウレタン発泡シートの製造方法。
(もっと読む)
樹脂成形金型、樹脂成形品の製造方法及び樹脂パレット
【課題】応力集中及び成形歪みが生じ難い樹脂パレット及び、そのような樹脂パレットその他の樹脂成形品を成形可能な樹脂成形金型、樹脂成形品の製造方法を提供する。
【解決手段】本発明の樹脂成形金型50は、型閉じ状態にすると、固定型51の傾斜成形面53と、可動形61の傾斜成形面63とが成形空間を挟んで対向すると共に、傾斜成形面53から突出した第1傾斜突部54と、傾斜成形面63から突出した第2傾斜突部64とが合体して四角形の板状体69になり、その板状体69が厚さ方向で傾斜成形面53と傾斜成形面63との間に挟まった状態になる。そして、成形空間に樹脂を充填すると、傾斜成形面53と傾斜成形面63とによって傾斜平板壁33の表裏の平坦面が成形されると共に、その傾斜平板壁33から板状体69分の壁体が排除されて角形貫通孔34が成形される。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
溶液製膜の製造方法及び製造装置
【課題】配向軸の変動を抑制することができる溶液製膜の製造方法及び製造装置を提供する。
【解決手段】ポリマーと溶媒とを含むドープを流延ダイ22から支持体24上に流延して流延膜70を形成し、流延膜70を支持体24から剥ぎ取ってテンター装置42に送り、流延膜70を少なくとも乾燥して巻き取る溶液製膜の製造方法において、支持体24とテンター装置42との間に張力制御手段36を設け、張力制御手段36によって流延膜70を支持体24から剥ぎ取るテンションを一定に保つ。
(もっと読む)
成形金型及び保持治具の製造方法
【課題】補強部材を変形させることなく容易に離型できる成形金型、及び、補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造できる保持治具の製造方法を提供すること。
【解決手段】鍔部を有する補強部材と弾性部材とを備えた保持治具を成形する成形金型であって、補強部材が配置される配置空間36を形成する第1金型22及び第2金型23と、第1金型22及び第2金型23に立設された第1成形ピン34及び第2成形ピン35と、第2金型23に前進可能に配置された押進部材24とを備え、押進部材24が配置空間36内の鍔部に対向する第1押進部46と第1成形ピン34に対向する第2押進部46とを有する成形金型21、並びに、成形金型21内で成形された一体成形体の鍔部と弾性部材とを押進部材24で押進して一体成形体を離型する保持治具の製造方法。
(もっと読む)
2面コーナーリフレクタアレイ光学素子およびその製造方法並びに2面コーナーリフレクタアレイ光学素子を用いた表示装置
【課題】基盤表面から突出した筒状体を有しかつ成型後にスタンパから容易に取り出すことが可能であるとともに、鮮明な像を結像できる2面コーナーリフレクタアレイ光学素子の製造方法を提供する。
【解決手段】透明材料で成型された基盤60とその表面内の接合平面から突出した複数の筒状体51とからなり、筒状体51の各々は、2面コーナーリフレクタ61として2つの直交する側面61a、61bと2面コーナーリフレクタ以外の側面62a、62bがテーパー平面である切頭角錐台形状を有し、筒状体の各々の先端側面積が基盤側面積より小となるようにした金型を用意して型締する工程と、金型の温度を所定温度以上に保持しつつ溶融樹脂を金型内に充填する工程と、樹脂充填後に金型の温度を所定温度以下に冷却する工程と、樹脂冷却後に得られた2面コーナーリフレクタアレイ光学素子を離型する工程とを含む射出成型方法。
(もっと読む)
光学素子、及び光学素子の製造方法、並びに成形金型
【課題】成形前後の工数を増やすことなく離型性の向上を達成できる光学素子を提供すること。
【解決手段】相対的に小さい曲率半径を有し、離型が容易でない第1光学面OL1に離型誘発部PTを設けて、第1光学面OL1を局所的に非平滑面とすることにより、レンズPLの成形の際に樹脂と成形金型100の第1光学転写面11Aの一部である離型誘発面13との間に微小な空気だまり60が生じるレンズPLとすることができる。これにより、例えば、開口数(NA)0.8以上のBD用の光ピックアップ装置用の対物レンズのような光学面形状が滑らかで比較的厚いレンズであっても、レンズPLの成形の際に、離型誘発部PT付近に生じる空気だまり60を契機としてレンズPLが離型しやすくなり、成形前後の工数を増やすことなく離型性を向上させたレンズPLとすることができる。
(もっと読む)
離型方法
【課題】従来よりも少ないエネルギーで離型することができる離型方法を提供する。
【解決手段】型1を用いて成型された成型物3を型1から分離する離型方法において、前記成型物3に超音波振動子7を直接当接すること、前記成型物3をインパクトハンマで直接打撃すること、前記成型物3の端部に圧縮空気を吹きつけること、前記成型物3の端部に楔を入れ込むことの少なくともいずれかによって、型1から成型物3を分離する離型方法である。
(もっと読む)
剥離治具本体、剥離治具及び剥離方法
【課題】微細構造が転写成形された被成形体を付着基体から剥離する際に、剥離の部分や順序を制御し、転写成形された微細構造に損傷を与えることなく迅速に被成形体を付着基体から剥離することができる剥離治具本体、剥離治具及び剥離方法を提供する。
【解決手段】本発明に係る剥離治具本体は、プレス式の微細構造転写成形装置により、前記微細構造が転写成形された被成形体をこれが付着したスタンパ、上金型又は下金型から剥離する剥離治具本体であって、前記被成形体の開放面側の縁部を保持固定する保持手段と、前記保持手段の前記被成形体を保持固定する保持部15を前記スタンパ、上金型又は下金型に対して垂直方向に上下動させるアクチュエータ20と、前記被成形体の縁部に空気を吹き付ける空気噴射手段と、前記保持手段、アクチュエータ20及び空気噴射手段の作動を制御する制御手段と、を有してなる。
(もっと読む)
エンボス形成装置及びそのエンボス形成装置により製造されたフィルム
【課題】高速搬送によってエンボス形成した場合に発生する同伴エアーを低減させ、低速搬送時と同一形状を有するエンボスを形成する。
【解決手段】マットローラ31と、フィルムFをマットローラ31と挟持して搬送することで、フィルムFにエンボスを形成するエンボス形成ローラ32と、マットローラ31とフィルムFとの間に発生する同伴エアーを緩和させるエアー緩和手段とを備え、エアー緩和手段を、表面粗さ(Ra)が1.0μm≦Ra≦10μmで規定されるマットローラ31で構成した。
(もっと読む)
21 - 40 / 317
[ Back to top ]