
Fターム[4F202CK13]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 型抜きのための(←離型のための) (317)
Fターム[4F202CK13]に分類される特許
41 - 60 / 317
ナノインプリント用モールド
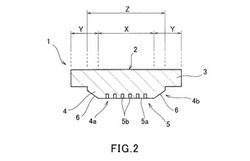
【課題】光インプリント後の被加工物との離型性に優れたナノインプリント用モールドを提供する。
【解決手段】ナノインプリント用モールド1を、基部3と該基部3の一方の面から突出する凸構造部4とを有する基材2と、凸構造部4の上面4aに位置する転写形状部5と、凸構造部4の側面4bの周囲方向全域に位置する傾斜部6と、を備えたものとする。
(もっと読む)
保持治具の製造方法及び成形金型

【課題】補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造することのできる保持治具の製造方法、及び、補強部材を変形させることなく容易に離型できる成形金型を提供すること。
【解決手段】支持孔11を有する補強部材5と保持孔15を有する弾性部材6とを備えた保持治具1を成形ピン35が立設された成形金型30で製造する方法であって、成形ピン35の抜脱方向の一体成形体と成形金型30との接触を維持した状態で成形ピン35を抜脱する方法、並びに、保持治具1の成形金型30であって、対向配置される第1金型31及び第2金型32とこれらの間に配置されて配置空間34を形成する第3金型33とを備えて成り、配置空間34に対して第3金型33と同じ側に配置される第1金型31は成形ピン35を有し、第3金型33は貫通孔33aを有する成形金型30。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】樹脂の量が少なくても予備成形樹脂における孔の発生(周囲よりも薄い部分の発生を含む)を低減して、均一な厚みの予備成形樹脂が成形可能となる成形装置及び成形方法。
【解決手段】相対的に接近・離反可能な上型132と下型134とを有し、上型132と下型134との間に設けられたキャビティに供給された樹脂102を加熱押圧して予備成形する樹脂成形装置100であって、樹脂102が粒径の異なる粒子を含む樹脂成形装置100において、樹脂102をキャビティに移動させキャビティに配置される離型フィルム104と、予備成形樹脂103の平面積の70%以下の面積で、樹脂102を離型フィルム104上に搭載する樹脂供給機構120とを備えた成形装置及び成形方法。
(もっと読む)
レンズの製造方法
【課題】可動型に成形品を残すことができるレンズの製造方法を提供することを目的とする。
【解決手段】レンズ(fθレンズ100)の製造方法は、固定型200Aに対して可動型200Bを動かすことで、各型200A,200Bを合わせる第1工程と、各型200A,200Bのキャビティ内に材料を流し込んで固める第2工程と、固定型200Aに対して可動型200Bを動かすことで、型200を開いてレンズを取り外す第3工程とを備える。そして、この製造方法では、可動型200Bとして、レンズのリブ部120に対応したリブ対応面220と、一方のレンズ面112に対応した第1対応面212とを有する型を用い、固定型200Bとして、他方のレンズ面111に対応した第2対応面211を有する型を用いる。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
樹脂モールド
【課題】基材との密着性に優れ、転写材樹脂との離型性に優れ、且つ樹脂モールド自体の耐久性に優れた、転写材樹脂への繰り返し転写に耐えうる樹脂モールドを提供すること。
【解決手段】本発明の樹脂モールドは、表面に微細凹凸構造を有する樹脂モールドであって、樹脂モールド表面部のフッ素元素濃度(Es)が、樹脂モールドを構成する樹脂中の平均フッ素元素濃度(Eb)以上であることを特徴とする。
(もっと読む)
光学素子、成形品および光学素子の製造方法
【課題】成形に際し光学素子を複数個取りする際の成形品の形状を複数個の光学素子部分を二次元に配列したアレイ状とし、成形品の各光学素子部分間を切断して製品とすることにより効率的に製造される光学素子、成形品および光学素子の製造方法を提供する。
【解決手段】射出成形された透明熱硬化性樹脂の成形品30から複数の光学素子部14を切り離して光学素子とする。成形品30は、複数個の光学素子部14が縦横に配列されている。成形品30は、縦横に配列された光学素子部14が一体に繋がった形状に射出成形されている。成形品30が光学素子部14間で切り離されて各光学素子部14に分離されることにより光学素子とされる。
(もっと読む)
ウェハレンズアレイ及びその製造方法
【課題】硬化した樹脂成形体(ウェハレンズアレイ)自体が型にひっかからず、型から容易に抜くことができるウェハレンズアレイを提供する。
【解決手段】一次元または二次元に配列される複数のレンズ部7と、該レンズ部7を相互に連結する基板部8と、レンズ部7の内縁を含む面よりも外側から突出しているギャップ部9とを有し、レンズ部7のレンズ面7’は、それぞれ、1つまたは2つ以上の曲面を有し、ギャップ部9の内側面は、レンズ部に近い側から遠い側に向かって拡がっている、ウェハレンズアレイ。
(もっと読む)
樹脂基板成形用金型、磁気記録媒体用樹脂基板の製造方法及び磁気記録媒体用樹脂基板
【課題】本発明は、磁気記録媒体用樹脂基板の離型性の良好な樹脂基板成形用金型及び磁気記録媒体用樹脂基板の製造方法並びに磁気記録媒体用樹脂基板の提供を目的とする。
【解決手段】本発明の樹脂基板成形用金型は、固定側型部と、可動側型部とを備えている。又、固定側型部は、固定側キャビティ形成面24aを有するスタンパー24を備えている。又、スタンパー24の固定側キャビティ形成面24aは、第1領域24bと、その第1領域24bの径内側に配設され表面粗さが径内方向に漸次粗くなるように形成された第2領域24cとを備えている。
(もっと読む)
レンズ成形方法
【課題】本発明は、レンズの歪みを軽減しつつ、成形サイクルを短縮できるレンズ成形方法を提供することを目的とする。
【解決手段】本発明の態様は、射出成形によりプラスチックレンズを成形するレンズ成形方法に関する。レンズ成形方法は、型閉め状態の金型内にエジェクタピンを突き出した状態で、基材を流し込む第1のステップと、前記金型を開きながら、又は、開くと同時に、開いた後に、前記エジェクタピンを突き出すことによって、前記基材を流し込むことによって成形されるゲートをレンズからカットすると共に、前記金型から前記レンズを外す第2のステップと、前記エジェクタピンから前記レンズを取り外す第3のステップと、を有する。
(もっと読む)
成形型、成形方法、及び、レンズアレイ
【課題】成形されたレンズアレイに損傷を与えることなく、容易に離型することができる成形型、成形方法、及び、レンズアレイを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部とを有するレンズアレイを成形材料で成形する成形型であって、成形材料に接する型面を有する型部材を備え、型部材がレンズ部の形状を転写するために型面に設けられた複数のレンズ転写部と、型面におけるレンズ転写部を除く部位の少なくとも一部に形成された離型部とを備え、離型部が傾斜面を含む。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ドア開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
電鋳型とその製造方法
【課題】フォトリソグラフィー法により、微細性、アスペクト比に優れ、且つ、外形形状となるフォトレジスト部に傾斜部が形成された電鋳型とその製造方法を提供する。
【解決手段】電鋳型1は、紫外線を透過するガラス基板2とその一表面上に形成された透明導電膜3、貫通孔6の底部に形成された金属膜4と傾斜部を有する硬化した厚膜フォトレジスト5から構成されており、電鋳時に透明導電膜3により導通がとれるようになっている
(もっと読む)
光学素子成形型の製造方法および反射防止光学素子
【課題】成形型の製造コストを増大させることなく、成形時の離型性を向上させ、光学素子の品質や成形工程の生産性を向上させる。
【解決手段】型基材11の成形面12に、中心軸13aが形成位置の成形面12の法線12bに一致するように複数の凹形微細構造体13を形成した後、凹形微細構造体13の中に充填材料14を充填し、さらに成形面12の光軸12a(離型方向)に平行な異方性を有する異方性エッチング100によって充填材料14を除去することにより、離型時にアンダカットとなる凹形微細構造体13の陰の部分に、残存充填材料14aが残るようにして、離型方向平行面13cを有する最終的な凹形微細構造体15を形成し、成形時の離型性を向上させつつ、凹形微細構造体15が転写される光学素子の反射防止効果の性能を向上させる。
(もっと読む)
樹脂成形品、及び、射出成形用金型
【課題】離型時の位置決めボスの破損が無く、かつ、特定のボスの根元部まで嵌め合いに使用できる樹脂成形品を提供すること。
【解決手段】樹脂成形品の成形に、ゲートの位置と異なるキャビティの末端部にキャビティと連通する捨てキャビティが設けられた射出成形用金型を用い、さらに、複数の円柱状の位置決めボスw7、w8が溶融樹脂の流動方向に対し垂直方向に突出するように成形すると共に、捨てキャビティにより成形した捨てキャビティ部w6から最も近い位置決めボスw7を除く全ての位置決めボスw8に一対の三角形状の補強リブw9が対向して成形する。
(もっと読む)
成形用金型及びその製造方法
【課題】成形用金型を用いて成形品に梨地を形成するに際し、成形品の抜き勾配を大きくすることなく、成形品の表面に梨地面となる多数の微細な凸部を形成することができるようにする。
【解決手段】成形用金型31に形成されたキャビティ31aの型抜き方向に沿う壁面に、このキャビティ31aによって成形品32の表面に梨地面33を形成するためにの多数の微小な粗部3を形成し、この粗部3に型抜きする際のガイド面となる緩斜面3dを形成する。この緩斜面3dが成形品32を成形用金型31から型抜きする際のガイド面となるため、離型力が低減され、成形品をキャビティから無理なく離型させることができる。
(もっと読む)
光学素子の成形装置
【課題】光学素子の破損を回避しつつ、光学素子が用いられる光学装置の不具合を抑制できる光学素子を成形できる成形装置を提供する。
【解決手段】小開口10d、10dが、第1の型10のパーティングラインPLと、成形された光学素子OEとが交差する位置PZよりも、光軸直交方向外方に形成されているので、光学面転写面10a、20a,フランジ転写面10b、20bの間に溶融した樹脂が小開口10dの内部に侵入して、バリを形成する恐れは少ない。
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
樹脂射出成形品
【課題】剛性の大きい樹脂を用いた場合であっても、無理抜き時に環状突部が破損するのを防止することができる樹脂射出成形品を提供すること。
【解決手段】円筒部13を有し、円筒部13の先端部が、円筒部13の他の部位よりも外径形状が大きいアンダーカット形状の環状突部14を有する樹脂射出成形品11において、環状突部14の円周方向の所定の部位に切欠き16を形成し、円筒部13の無理抜き時に、切欠き16を中心に環状突部14を変形させることにより、切欠き16によって応力を緩和する。
(もっと読む)
燃料電池用高分子電解質膜の製造方法
燃料電池の発電効率を向上させるために、本発明は、以下の工程(A)〜(E)を包含する、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部の配列を有する表面を具備する高分子電解質膜を製造する方法を提供する:複数の微細凹部(103)の配列を有する表面を具備する鋳型を準備する工程(A)、ここで、各微細凹部は底面および側壁を具備し、各底面および各側壁は親水性を有し、各側壁は平滑であり、各複数の微細凹部は3μm以上12μm以下の深さおよび0.4以上2.0以下のアスペクト比を有し、前記表面に親水性の高分子電解質溶液を供給する工程(B)、前記高分子電解質溶液を固化して高分子電解質膜を形成する工程(C)、前記高分子電解質膜を親水性液体に浸漬する工程(D)、および前記親水性溶液中で前記鋳型から前記高分子電解質膜を剥離して、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部を有する配列を具備する高分子電解質膜を形成する工程(E)。 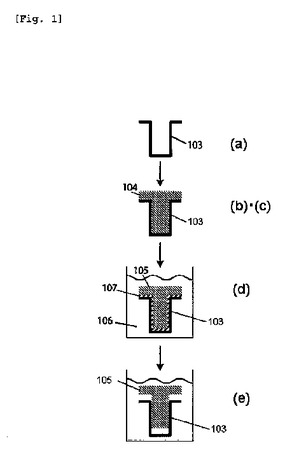 (もっと読む)
(もっと読む)
41 - 60 / 317
[ Back to top ]