
Fターム[4F202CK54]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454)
Fターム[4F202CK54]の下位に属するFターム
アンギュラピン (85)
傾斜面のすり合わせ、カムによるもの (68)
Fターム[4F202CK54]に分類される特許
201 - 220 / 301
射出成形用金型
【課題】溶融樹脂をキャビティに充填する際に内部のガスを外部へ放出することで、筒状の成形品の品質を高く保つこと。
【解決手段】固定側金型20と、可動側金型30と、これら固定側金型20及び可動側金型30により形成された筒状のキャビティと、このキャビティの軸方向の両端側にそれぞれ設けられ、溶融樹脂を導入するためのゲートと、キャビティの内部側を形成するとともにキャビティの軸方向に沿って接離する一対のコアピン42,52と、コアピン42に設けられ、キャビティの内側面と外部とを連通するガス抜き孔43とを備えている。
(もっと読む)
送風機羽根車

【課題】風量性能、低騒音化を維持しながら軽量化、生産性向上を図った送風機羽根車を提供する。
【解決手段】外部より回転力を受けて回転駆動されるハブ部(図示せず)と、前記ハブ部の周囲に放射状に延設された複数枚の翼状の羽根4とからなり、前記羽根4の前縁形状を確保するため前記羽根4の厚肉部17を肉盗みするにあたり、その肉盗み部13の金型コア(図示せず)を直線方向にスライドさせて前記肉盗み部13を成形するもので、羽根4の厚肉翼形の前縁形状を確保することとなり、風量性能の向上、低騒音化を確保することができ、又前縁5の厚肉部17を肉盗みすることにより、薄肉の成形方法で生産可能となり、安定した生産が可能となる。また、羽根のほぼ全域に亘って、薄肉で成形できるため、羽根4単体の軽量化を図ることもできる。
(もっと読む)
成形装置
【課題】型閉じ前にインサート部品の保持の完了を確認でき、インサート部品のセット性及び金型の開閉時間のタイムロスを改善できると同時に、スライドコアを駆動するための余分な動力源を必要としない成形装置を提供する。
【解決手段】固定型1、可動型2及びスライドコア3とを有する金型であって、成形後の成形品を固定型から突き出すエジェクタピン4を駆動するエジェクタ駆動機構5が、エジェクタピンの駆動に連動してスライドコアを前進後退させる連動機構を有している。連動機構としてはリンク機構6又はラックピニオン機構7が採用される。
(もっと読む)
携帯電子機器用ケースの形成方法、携帯電子機器用ケース及び携帯電子機器
【課題】カバーの爪部が係止される孔を介して筐体内へ異物が進入することを抑止する。
【解決手段】カバーの爪部が係止される係止部が、ケース側面から当該ケース側面に隣接する他の面に連通する係止孔11を有し、このような係止部を備えるケースが、上記係止孔11を形成するための係止孔形成部101を有するキャビティ金型100と、上記係止孔形成部101と非接触状態で上記キャビティ金型100に位置合わせされるコア金型200と、上記キャビティ金型100の上記係止孔形成部101に当接されるスライド金型300とを用いて形成される。
(もっと読む)
部品の取手成形方法、部品、装置
【課題】部品本体と取手部の2体化で作成することなく、かつ肉厚部が成形されることを防げ、コストアップと外観上の不具合発生を防止できる部品の取手成形方法、部品、装置を提供する。
【解決手段】プラスチック部品本体1の一面1bに取手形成用の凹部4を一度で成形する際、型材6のスライド方向を、凹部4を形成する面1bの法線方向からずらして斜め方向とする。面1aに沿う下面6aは面1aと平行にスライド可能に形成する。型材6の先頭側の端面6bは概ね面1bと平行にして、凹部4の奥側に肉厚部が生じないようにする。取手5を形成する面は型材6のスライド範囲に含ませず、面1aの取手5側の端部が型材6によってつぶされたり、曲げられたりしないようにして、指を掛けやすくするための小突起8を形成する。
(もっと読む)
樹脂成形用金型装置
【課題】樹脂成形用金型へ組み込みやすく、また構成が単純でコストが嵩まないようにした樹脂成形用金型装置を提供する。
【解決手段】アンダーカット部P1を逃げるための装置であり、エジェクタピン21の先端部23に連結されるアンダーカット抜き装置30が可動型15に設けられ、アンダーカット抜き装置30は、可動型15内に収容されるホルダ40と、エジェクタピン21の先端部23が連結されてホルダ40内で抜き方向に摺動可能に保持される保持駒50と、保持駒50に型抜き方向とは交差する逃げ方向に移動可能に嵌合された逃げ動作駒60とより成り、ホルダ40と逃げ動作駒60との一方には斜溝41または斜条63が設けられ、他方は、斜溝41または斜条63に摺動可能に嵌合し、逃げ動作駒60が型抜き動作時にアンダーカットからの逃げ方向に移動可能に構成されている。
(もっと読む)
成形品の金型
【課題】従来の従来の金型では、成形品にバリや段差等が発生するため、該成形品の外観品質が悪化していた。
【解決手段】アンダーカット部22を有する成形品20を成形する金型1であって、成形品20の本体部21外面を成形する固定型2と、成形品20のアンダーカット部22外面を成形する第1のスライドコア11と、アンダーカット部22の先端面22aを成形する第2のスライドコア12と、成形品20の内面を成形する可動型13とで構成される第2成形型3とを備え、固定型2は第2成形型3に対して開閉可能に構成され、前記第1のスライドコア11および第2のスライドコア12は、それぞれ独立して、固定型2の開閉方向とは異なる方向へ移動可能であり、前記第2成形型3には、前記第2のスライドコア12を、該第2のスライドコア12が第1のスライドコア11へ密着する方向へ付勢する付勢機構51が設けられている。
(もっと読む)
射出成形用金型装置
【課題】 有害な離型剤を全く用いることなく高品質の射出成形品を高生産性、高歩留りで成形することができるようにする。
【解決手段】 キャビティCを形成した固定側型板11に型開き及び型締め方向に移動自在に互に傾斜面を介して滑合された固定入子と、可動型用ストリッパー31に型開き及び型締め方向に移動自在に互に傾斜面を介して滑合された可動入子36と、からなり、前記固定入子13と前記可動入子36とに複数のエアー噴出し回路13aを形成し、型開き時に前記傾斜面間に微小隙間g1,g2を形成させて、前記微小隙間g1,g2から成形品Mの延長部に向ってエアー(温風)を噴出して離型するようにする。
(もっと読む)
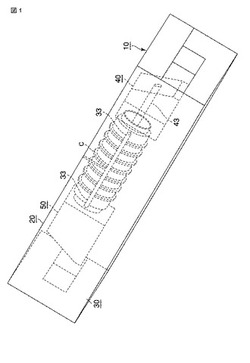
動圧軸受用部材、その成形金型、その製造方法及び動圧軸受
【課題】回転軸が抜けない、そしてラジアル動圧溝を傷付かない動圧軸受用部材、その成形金型、その製造方法及び動圧軸受を得ること。
【解決手段】本発明の動圧軸受用部材30Aは、所定の長さを備え、回転軸31が挿入される内部の断面が円形の軸受け穴51が開けられ、一端が回転軸挿入口51aとして開口した有底52の樹脂製筒部50からなり、その筒部50の軸受け穴51の内周面53に所定形状のラジアル動圧溝Ra、Rbが、底部51にスラスト軸受部Sが、そしてそのスラスト軸受部Sの近傍上方に抜止ワッシャ係合溝57が一体的に形成されている構造のものである。
(もっと読む)
血圧計のカフに組付けられる湾曲弾性板の製造方法
【課題】中子に抜き勾配を設けずとも変形なく金型から離型することができ、また高い生産効率にて製造が可能な血圧計のカフに組付けられる湾曲弾性板の製造方法を提供する。
【解決手段】血圧計のカフに組付けられる、周方向の所定位置に軸方向に延びる切れ目161を有する環状形状の湾曲弾性板としてのカーラ160を製造するに際して、固定側型体10、可動側型体20および中子30から成る金型を用いた射出成形を行なう。その際、成形したカーラ160を金型から離型するにあたって、カーラ160の周方向における任意の位置において、カーラ160の内周面および外周面の少なくともいずれか一方が金型から離型した状態とした後に、カーラ160の軸方向と平行な方向に中子30を移動させることにより、カーラ160の中空部から中子30を引き抜く。
(もっと読む)
成形品の金型
【課題】従来の成形品の金型は、成形品の品質が低下する恐れがあり、金型が大型化するとともに高価になってしまっていた。
【解決手段】成形品20の外面を成形する固定型2およびスライドコア11と、成形品内面を成形する傾斜コア12および押出しコア14と、傾斜コア12が摺接する可動型13とを有する第2成形型3とを備え、傾斜コアは金型の開閉に伴い金型の開閉方向と略直交方向へ移動可能であり、スライドコアは金型の開閉に伴い傾斜コアとの間で成形品のアンダーカット部を把持した状態で、金型の開閉方向と略直交する方向であって、該アンダーカット部が第1成形型から脱型する方向、および金型の開閉方向と略直交する方向であって、アンダーカット部が傾斜コアから脱型する方向に傾斜コアとは独立して移動可能であり、スライドコアの金型の開閉に伴う金型の開閉方向と略直交する方向への移動は、第2成形型のカム部材にて行われる。
(もっと読む)
樹脂部品成型装置、樹脂部品の成型方法
【課題】本発明は、アンダーカット状態となる樹脂部品を、簡素な構造で成型することができる樹脂部品成型装置を提供する。
【解決手段】樹脂部品成型装置40は、フロントフェンダ20を成型するキャビティ空間50を形成する第1の型43とスライドブロック44と第2の型45と、スライドブロックを移動する移動機構60と、を備える。第1の型43は、フロントフェンダ20の合せ部21をアンダーカット状態に収容する。スライドブロック44は、合せ部21を成型する第1のキャビティ空間51を第1の型43との間に形成するとともに、第1の型43から相対的に離れる方向に移動可能である。移動機構60は、フロントフェンダ20がスライドブロック44に追随して収縮することによって第1の型43に対する合せ部21のアンダーカット状態が解除される第2の位置P2まで、スライドブロック44を移動する。
(もっと読む)
金型
【課題】成形品の凸部が移動金型によって削り取られることを防止した金型を提供することを課題とする。
【解決手段】本発明に係る金型は、成形品Pの内側に位置する中心金型12と、成形品Pのシボ面Sを形成する凹凸部20が設けられた凹凸形成用スライド金型22と、凹凸形成用スライド金型同士の突合せ近傍Fでは凹凸部20の移動方向に略直交する方向に進退可能な離型用スライド金型26と、を備えている。成形品Pの成形後、金型を開放させる際、離型用スライド金型26を移動させることにより成形品Pのシボ面Sを成形品内側へ撓ませた状態にして、凹凸形成用スライド金型22を移動させる。これにより、凹凸部20の移動方向が凹凸部20の凹凸方向に対して直交していても、シボ面Sが凹凸部20によってかじられることがない。
(もっと読む)
樹脂成形金型
【課題】外観品質に優れた樹脂製品が得られる射出成形用の樹脂成形金型を提供する。
【解決手段】本体部Waに連続して端部Wbが折り返された樹脂製品Wを成形するスライドコア3、外型5、傾斜コア7を備えた樹脂成形金型1であって、型開きにあたりスライドコア3を型開き方向Aと直交する方向に移動して樹脂製品Wの端部Wbの外表面Wdを外型5の成形面5aから離して外型5の型開き方向Aへの移動を許容し、更に傾斜コア7の型開き方向Aへの移動に伴って端部Wbに形成されるアンダーカット量だけ移動して傾斜コア7の型開き方向Aへの移動が可能になる。樹脂製品Wのアンダーカット部となる端部Wbを損なうことなく型開きが得られ、かつ外観品質に影響する樹脂製品Wの本体部Waの外表面Wcに対応する位置には型分割線PLがなくなり、外観品質に優れた樹脂製品Wが得られる。
(もっと読む)
射出成形装置
【課題】樹脂成形品がその主形状部に折り返し断面形状部や巻き込み断面形状部を連続形成した場合でも、容易に射出成形することができる射出成形装置を提供する。
【解決手段】湾曲パネル部12の端縁より延出し同端縁の裏側近傍に戻る上側屈曲断面形状部Uを形成したフロントフェンダ2を固定型21と可動型23を用いて成形する射出成形装置において、フロントフェンダ2には前屈曲断面部fuに囲まれ湾曲パネル部12側より突き出し端に向けて突き出す柱状空間nが形成され、同柱状空間nに嵌挿されるブロック形状を成し柱状空間nの突き出し端方向s3に挿脱可能に配備される突出しコア24と、固定型21に支持されると共に突出しコア24を型閉め位置h1と型開き位置h2とに切換え移動させる第3コア駆動装置31とを備えた。
(もっと読む)
射出成形金型装置及び射出成形方法
【課題】固定側金型1a,1bと可動側金型2との間にスライドコア3が設けられた射出成形金型装置において、成形性を向上させる。
【解決手段】この装置10によって成形される成形品20は、その側壁21の端部又はその近傍に突出部22a,22bを有しており、この突出部22a,22bは前記スライドコア3によって成形されるものとする。このスライドコア3内に、前記突出部22a,22bに溶融樹脂を射出するためのゲート部12と、該ゲート部12に接続するランナー部の少なくとも一部(ランナー連絡部13)と、が設けられている。該スライドコア3は油圧シリンダー8によってスライドする。
(もっと読む)
ヘッドランプレンズ製造用の金型
【課題】ヘッドランプレンズ製造用の金型において、ヘッドランプレンズを製造するときにヘッドランプレンズのアンダーカット部に発生するスライドラインが太くなることを抑制する。
【解決手段】ヘッドランプレンズ製造用の金型1において、内スライド9が前進位置から後退位置に移動する際、入れ子側内スライド接触面15が内スライド側入れ子接触面17から離れ、後退位置では入れ子側内スライド接触面15と内スライド側入れ子接触面17との間に隙間GPが形成されるように構成されている。
(もっと読む)
射出成形機の型開閉オプション動作の設定方法
【課題】型開閉のオプション動作順序を容易に認識することが可能な射出成形機の型開閉オプション動作の設定方法を提供する。
【解決手段】射出成形機の型開閉オプション動作設定モード画像6aの表示エリア28に、型開閉途中のオプション動作の動作項目種別欄31〜34を所定順序で表示する。1番目に表示されている動作項目種別欄31の「1」に替えて、「2」を入力することによって、動作項目種別欄31を自動的に2番目に並び替え、且つ、並び替えられた動作項目種別欄31に部品を模式化した表示図形31aを自動的に表示する。よって、並び替えられた表示図形を目視することで、型開閉途中の一連の動作順序を容易に把握できる。
(もっと読む)
複合成形品の製造方法と製造装置
【課題】 射出成形型に本体部材をセットして、射出成形型を閉じたとき、本体部材を射出成形型の型面に安定よく密着させて固定することでバリの発生を防止する。
【解決手段】 可動型91を閉じ、スライド型100、105を前進させてスライド型100、105の凸条102、107及び/又は凹溝103、108を本体部材32の凹溝51、56及び/又は凸条52、57に嵌め合わせつつ型斜面104、109を縁斜面53、58と接触させる。両斜面の接触部分においてスライド型100、105の前進方向の力を本体部材32の裏面34を向く型閉じ方向の力に変換して本体部分32を本体型部96に押し付けると共に両本体型部76、96で本体部材32の表裏両面33、34側から挟んで固定し、本体部材32と各型の型面とでクッション部材62、65を成形する成形キャビティ120、125を形成する。
(もっと読む)
成形金型用ツバ付エルボ又は、ストレートエルボのアンダーカット処理装置
【課題】 従来のツバ付エルボは「直角エルボ」と「ツバ」を別々に製作した後に、溶接又は、接着で後加工して使用してきた。特に、エルボは直角加工しかできず、少し強く水やオイルを流すとエルボの直角のところに「ウズマキ」ができ、一定量を流すことができなかった。
本発明により「エルボ」に「アール」を付け「ツバ」も同時に付ける一体成形加工に成功し、水量を一定に流すことができ問題を解決し大幅にコスト削減を提供することができる。
【解決手段】 本発明のアンダーカット処理技術を新たに開発した事、横軸と縦軸を同時稼動させることによりエルボにアールを付けることができる。特にスライドコマを回転させること、第三スライドコマを下にさげる新しいアンダーカット処理技術を開発し問題を解決した。
(もっと読む)
201 - 220 / 301
[ Back to top ]