
Fターム[4F202CK67]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | 回転コア(←ネジ状部材の離型目的) (69)
Fターム[4F202CK67]に分類される特許
1 - 20 / 69
ねじ抜き金型の回転中子制御装置
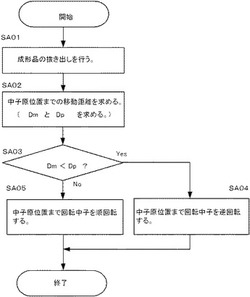
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
金型及びインサート樹脂成形方法

【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
合成樹脂製キャップ成形用の金型構造
【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】発泡成形体を低コストで形成すること。
【解決手段】発泡成形体の製造装置20は、互いに対向する金型面21a、22a間にキャビティ23が形成された上型21および下型22を備え、下型22の金型面22aには発泡原料が供給されるとともに、上型21の金型面21aには硬質材3が着脱可能に配置され、上型21の金型面21aに硬質材3を配置した状態で、キャビティ23内で発泡原料を発泡させ、発泡体を形成するとともに硬質材3のうち、突出部分11以外の部分を該発泡体に固着させることにより、該発泡体から突出部分11が突出されてなる発泡成形体を形成し、上型21の金型面21aには、下型22側に向けて開口し、かつ突出部分11が配置される配置凹部28が形成されるとともに、該金型面21aに沿う方向に延在する回動軸26回りに回動することにより、配置凹部28を下型22側から開閉する回動型27が設けられている。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側から嵌め込む構造を採用しながら、コアピンと金型との緩みを防止する。
【解決手段】本発明は、金型構造100であって、製品成形部31から離れた位置に拡径部34を有するコアピン30と、コアピン30を打ち込んで嵌挿するコアピン取付け孔20を金型表面側に有する金型10と、コアピン取付け孔内20に配置され、拡径部34より小径の嵌合部41を有する圧接部材40と、を備え、拡径部34が嵌合部41に挿入されることにより、嵌合部41は拡径方向の力を受けてコアピン取付け孔20の内壁に圧接する。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側からネジで締め込む構造を採用しながら、コアピンのネジの緩みを防止する。
【解決手段】本発明は、金型構造100であって、ネジ部34と、ネジ部34の先端に延設され、ネジ部34の軸心に対して偏心している偏心部35とを有するコアピン30と、ネジ部34と螺合する螺合部24と、コアピン30を螺挿した時に偏心部35の一部が圧接する圧接部25とを有するコアピン取付け孔20を金型表面11側に有する金型10と、を備える。
(もっと読む)
羽根車の成形方法及び成形装置
【課題】羽根車の製造コストを抑制し易い成形方法、少数の駆動源で駆動可能な成形装置、設置スペースを羽根車の径方向に小さくできる成形装置を提供する。
【解決手段】回転方向の一方側に外周側と内周側とで異なる傾斜角度で傾斜した複数のブレード52が本体の一方側の面における周方向に並設された羽根車50の製造方法として、ブレード52の片側を成形する第1型3Aと、第1型3Aに対向し、型締めする第2型4と、ブレード52に対して第1型3A側に設けられた中子5とを備え、中子5を介して第1型3Aと第2型を型締めする型締工程と、得られたキャビティに樹脂を注入する射出工程と、硬化後に少なくとも第1型3Aを開放し、中子5を羽根車50の外周側から内周側に向かって延出する中子回動軸心X3の周りに回動させて中子5を脱型する工程とを設けた。
(もっと読む)
固定側成形型、成形型作動部材、傾斜溝角度調整部材及びこれらを有する成形金型のユニット部品並びにこれを用いた外観螺旋模様を有する成形品の成形方法
【課題】外観螺旋模様を有する成形品を成形することができる成形金型のユニット部品を提供する
【解決手段】 可動側型板4の固定側型板3との当接部に配置された可動側成形型8と協働して成形型9を形成し、成形型9の中心軸を中心に回動自在に設けられた固定側成形型7、固定側成形型7の傾斜溝75内を転動する鋼球107cを支持する鋼球支持部材10とを備えるユニット部品、又は、これらに加えて、固定側成形型の外周面に設けられたピニオン状の歯型と係合するラック部と、該ラック部が設けられた一面とは反対側の面に設けられ、成形型9の中心軸とは所定の角度で傾斜する傾斜溝33と、該傾斜溝33の成形型9の中心軸に対する角度を変更する角度調整手段とを有する傾斜溝角度調整部材30を備えるユニット部品。
(もっと読む)
脱型装置および射出成形機
【課題】金型部品を駆動して成形品を脱型する金型を取り付けることができる脱型装置を提供する。
【解決手段】脱型装置(1)を可動盤(2)に設け、可動側金型(47)は脱型装置(1)のプレート(6)に取り付けるようにする。プレート(6)の中央部にくり抜き(9)を明け、回転体(16)を格納する。脱型装置(1)の側方にサーボモータ(7)を設け、サーボモータ(7)の回転軸(41)と回転シャフト(44)を接続し、回転シャフト(44)の先端に傘歯車(45)を固定する。この傘歯車(45)と噛み合う傘歯車(26)を回転体(16)に固定する。サーボモータ(7)を駆動すると回転体(16)が回転し、可動側金型(47)内の所定の回転部材(53)を回転させることができる。
(もっと読む)
スクリュー式搬送用シャフトの製造方法
【課題】製品の歩留まりを向上させるとともに、割れ、反りおよび凹みなどが生じにくいスクリュー式搬送用シャフトを製造することができるスクリュー式搬送用シャフトの製造方法を提供する。
【解決手段】シャフト本体2および螺旋部3を有するスクリュー式搬送用シャフト1と相補的な形状を有する金型5を準備し、外周面の全体にわたってねじ部9aが形成された細長い軸状の金属製の中子9を準備する。次に、中子9を金型5内にセットし、金型5内に、溶融した合成樹脂を射出することによって射出成形を行う。射出成形された合成樹脂が硬化した後、中子9を所定の方向に回転させることにより、スクリュー式搬送用シャフト1を、螺旋部3の巻き方向と逆の方向に回転させながらスクリュー式搬送用シャフト1の長さ方向に移動させることによって、金型5から分離する。
(もっと読む)
金型把持方法、円筒部材の製造方法及び円筒部材の製造装置
【課題】芯体12と把持部材46とが擦れることで生じる磨耗粉の発生を抑制する。
【解決手段】芯体12と同一方向及び同一回転数で回転する一対の把持部材46が芯体12を把持する。これにより、無回転の把持部材46で芯体12を把持する場合に比べ、芯体12と把持部材46とが擦れることで生じる磨耗粉の発生が抑制される。
(もっと読む)
金型装置
【課題】湾曲した吸気ポートと燃料噴射孔とを備えたインテークマニホールドを一つの工程で樹脂成形可能な金型装置を提供する。
【解決手段】インテークマニホールド50の外形を成形する主金型と、吸気ポート50pの湾曲状内面を成形する第1中子部材1と、燃料噴射孔50fの直線状内面を成形する第2中子部材2と、第1中子部材1と第2中子部材2との各々を成形位置と分離位置との間で変位駆動させる駆動機構とを備え、第1中子部材1と第2中子部材2との一方に、第1中子部材1と第2中子部材2との他方を移動可能に貫通させた孔部1Gを設けている。
(もっと読む)
超広幅フィルム製造用キャスティングベルト
【課題】本発明は、超広幅フィルム製造用キャスティングベルトに関する。
【解決手段】本発明は、ソルベントキャスティング工程による光学フィルム製造時に使用されるキャスティングベルトに関し、より詳細には、液晶ディスプレイの偏光板や光学補償フィルムなどに使用されるフィルム製造時に、ドープをキャスティングしてゲル状フィルムを生成するために使用される広幅フィルム製造用キャスティングベルトに関する。
(もっと読む)
往復移動を用いる成形物品移送機構
射出成形用金型100、200、300に組み込まれる金型内シャッター140、240、340、440、540が明細書に記載される。金型内シャッター140、240、340、440、540は、第1の成形物品102Aを射出成形用金型100、200、300で成形する工程中に、金型ストローク軸Xに沿って射出成形用金型100、200、300の第1の金型シュー130を延出位置Eに保持し、第1の金型シュー130を型締め組立体996のプラテンと選択的に係合させるように構成されるシャッターアクチュエーター148、548を含む。射出成形用金型100、200、300と共に使用する成形物品移送機構150、250が明細書に記載される。成形物品移送機構150、250は、使用時に射出成形用金型100、200、300に摺動可能に配置されるシャトル154を含む。シャトル154は、(i)内部に配置される第1の金型スタック106A、206A、306Aと、(ii)第1の金型スタック106A、206A、306Aを開くことで内部に受け入れられる第1の成形物品102Aと、を交互に収容する第1の開口156Aを少なくとも部分的に画定する。  (もっと読む)
(もっと読む)
樹脂成形品の成形方法
【課題】成形過程で生じた不要物を容易に除去することが可能な樹脂成形品の成形方法を提供することである。
【解決手段】樹脂を成形型に導入して成形物を成形する樹脂成形品10の成形方法において、一部に切削刃部4を有した置き子1を成形型の中に設置し、その状態で成形型に樹脂を導入し、成形物を成形した後に脱型し、置き子1を回転させることにより、樹脂成形品10の一部である薄バリ部35を切削し、成形過程で生じた不要物である薄バリ部35を除去する。
(もっと読む)
分割式ヘリカルギャ金型によるヘリカルギャ製品の製造金型と、その製造方法
【課題】 従来は、製品を突出して離形する際に、製品を軸方向に突出しながら、かつ他方金型に設けた回転金型で、ヘリカルギヤの傾斜形状に合致するように自動回転させることで、寸法精度の良いヘリカルギヤを成形できる。しかし、ヘリカルギヤの突出し抵抗で回転金型を、はすば歯形の傾斜形状に合致するように回転するので、離形時において、他方金型の歯溝と、ヘリカルギヤのインボリュート面との摺設が考えられ、精度の低下と、品質の劣化が考えられる。
【解決手段】 本発明は、溶融樹脂生成部の溶融樹脂注入部と、これに連通する注入口を備えた一方金型と、成形機のガイドポストに沿って移動可能に設けた他方金型とで構成した分割式ヘリカルギャ金型による製、製造したヘリカルギャを離形する際、他方金型の後退と同期するようにして、ヘリカルギャ金型を回転する構成とした分割式ヘリカルギャ金型による製品の製造方法。
(もっと読む)
筒状部品
【課題】射出成形により成形される筒状部品にて、簡単な構成により形状精度のよい筒状部品を提供すること。
【解決手段】射出成形により成形される筒状部品である円筒部材10は、両端面が開放され、外周、もしくは、内周面に螺旋状の溝を有する筒状部と、上記筒状部中央の周方向に並び、上記螺旋状の溝を挟むように設けられた複数の凹部とを有する。複数の凹部を設けていることから円筒部材10は、成形時に中央部が相対的に高温にならず、端面部が相対的に低温にならず、成形収縮率が全体的に均一化し、形状精度のよい筒状部材が得られる。
(もっと読む)
ネジ部付二層構造蓋の製造装置及び製造方法
【課題】係止構造を具備しなくても内層及び外層が互いに回転することがなく、かつ抜け落ちることもないネジ部付二層構造蓋の製造装置及び製造方法の開発。
【解決手段】公転軸3aを軸中心とする回転盤3と該回転盤3に対面して設置された固定盤6を備えた射出成形機2と、前記回転盤の前面上であって、回転盤3を軸回転させることにより互いの位置が入れ替わり可能に設置された複数のネジ金型7と、前記固定盤の後面上であって、該ネジ金型7と嵌合可能に設置された内金型8及び外金型9と、モーター21の回転運動を伝達する回転伝達部22を備えるネジ抜取り機構20とから構成され、前記ネジ金型7は側面にネジ構造が形成された凸部7aを有し、ネジ抜取り機構20が回転盤3に接続され、前記モーター21が駆動することによりネジ金型7の凸部7aの中心を自転軸として軸回転可能とすることによってネジ部付二層構造蓋を実現した。
(もっと読む)
チューブ状容器の成形金型
【課題】チューブ状容器の容器肩部と首部口端の成形型に単一型のキャビティ型を採用してパーティングラインの転写を防止する。首部口端の外方への延長形成を可能となす。ゲート跡をキャップによる被覆により目立たない容器首部の基部に形成する。
【解決手段】コア型の先端面をチューブ状容器の容器肩部の内側成形面に形成する。先端面の中央に容器首部の内側成形用のコアを有する。肩部成形型とコア型の先端部をコア型周囲の容器胴部と共に嵌合してコア型先端面との間に容器肩部のキャビティを形成する。口端成形型を肩部成形型に正対位置する。口端成形型と肩部成形型との間に分割型による首部成形型を開閉自在に設ける。分割型のパーティング面に樹脂路を形成する。肩部成形型と口端成形型の両方を単一型のキャビティ型により構成する。樹脂路のゲート孔を容器首部の基部成形部位に設ける。
(もっと読む)
1 - 20 / 69
[ Back to top ]