
Fターム[4F202CL09]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 型締め又は型開き順序を規定する機構 (152)
Fターム[4F202CL09]に分類される特許
1 - 20 / 152
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
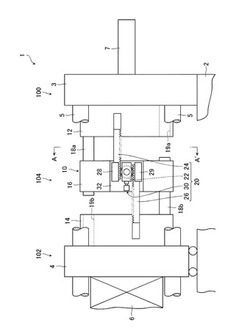
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法

【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
継手の製造方法
【課題】内筒部にシール部材が装着された後に外部からそのシール部材を視認することができ、シール部材の装着忘れを防止することができる継手の製造方法を提供する。
【解決手段】継手本体13の外周面を成形する一対の分割型31と、分割型31に貫通されて内筒部の嵌着溝を成形する入れ子41と、差込空間及び内筒部の内側の流路を成形するスライドコア33、38とを備えた成形用金型30を型締めし、該成形用金型内に形成されるキャビティに溶融樹脂を射出して成形することにより、継手本体13に樹脂パイプが差し込まれる差込空間を形成する内筒部及び外筒部が一体形成され、内筒部の外周面には外端部よりも内端側に位置する嵌着溝が設けられ、シール部材の装着を外部から視認するための視認窓が外筒部の対向する位置に一対設けられた継手を製造することができる。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、第1型側段部44に対して第1中子60に形成された第1中子側突部62が嵌合された状態とすることで、基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第2型50とを型開きする型開き工程と、第1型40と、第3型70とを対向配置させる型配置工程と、第1型40と第3型70とを型閉じすることで、本体部成形空間25Aを形成するとともに、第2中子80を当接させて折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
インプリント方法およびそれを実施するためのインプリント装置
【課題】 小さな剥離力で被転写材料層からモールドを引き離すことができ、被転写物である被転写材料がモールドに付着するという不都合の発生を回避できるインプリント方法とインプリント装置とを提供する。
【解決手段】 本発明のインプリント方法は、モールドの凹凸構造領域を有する面とインプリント用の基板との間に、被転写物である被転写材料を介在させて、凹凸構造パターンを有する被転写材料層を形成する被転写材料層形成工程と、被転写材料層形成工程におけるインプリント用の基板とモールドとの間隙距離を広げるように引き剥がし力を作用させて被転写材料層からモールドを引き離す剥離工程と、を有し、引き剥がし力は、少なくとも2種類以上の異なる弾性の部分、または少なくとも2以上の異なる剛性の部分を介して、モールドと被転写材料層とが接触している領域に不均一に伝えられるように構成される。
(もっと読む)
型締装置
【課題】比較的簡単な構造により型締時に固定盤と可動盤との間の平行度を維持することができる型締装置を提供する。
【解決手段】ベース12と、固定金型19が取付けられる固定盤15と、前記固定盤15に対して複数のタイバ20により連結される受圧盤18と、固定盤15と受圧盤18の間に設けられ可動金型22が取付けられる可動盤21と、前記固定金型19と可動金型22を型締する型締機構37とが配設された型締装置において、少なくとも両側下面15fがベース12に対して摺動可能であって側面15bが案内部材23に対して摺動可能または所定のクリアランスを有して取付けられた固定盤15と、リニアガイド機構57によりベース12に対して移動自在であって前記タイバ20に対して無負荷状態に配設された可動盤21と、が設けられている。
(もっと読む)
型締装置
【課題】比較的簡単な構造により型締時に固定盤と可動盤との間の平行度を維持することができる型締装置を提供する。
【解決手段】ベース12と、固定金型19が取付けられる固定盤15と、前記固定盤15に対して複数のタイバ20により連結される受圧盤18と、固定盤15と受圧盤18の間に設けられ可動金型22が取付けられる可動盤21と、前記固定金型19と可動金型22を型締する型締機構37とが配設された型締装置において、受圧盤18には型開閉方向の軸Bに直交する面Cに対して上下方向および左右方向の盤の角度が変更可能な角度調整機構40が設けられている。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】専用の移動防止機構を設けることなく、金型交換時における型締部の不意の移動を防止すること。
【解決手段】本発明の型締装置は、第1及び第2の型締部と、前記第1の型締部を退避位置と型締位置との間で移動させ、型締力を発生する第1駆動手段と、前記第2の型締部を型開き位置と型締開始位置との間で移動させる第2駆動手段と、前記第2の型締部を、型締力に抗して移動しないように前記型締開始位置に解除可能に支持するロック手段と、これらを制御する制御手段と、を備え、前記制御手段は、予め定めた金型交換条件が成立した場合に、前記第1の型締部を前記退避位置に位置させ、前記第2の型締部を前記型締開始位置に位置させ、前記ロック手段が前記第2の型締部を前記型締開始位置に支持した状態とすることを特徴とする。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】複数のキャビティによる高い生産性を保持しつつ、成形樹脂の品質のばらつきの発生を回避することが可能となる。
【解決手段】上型108A、108Bと下型112A、112Bと対をなす金型を2対有し、且つ上型108A、108Bと下型112A、112Bを相対的に接近・離反させるエアシリンダ144を有する打錠プレス100において、エアシリンダ144は互いの移動方向が逆方向とされ移動することにより互いに反力を受けるシリンダ本体146及びロッド150を備え、シリンダ本体146が一方の対の下型112Bに連結され、ロッド150が他方の対の下型112Aに連結され、シリンダ本体146及びロッド150の移動により上型108A、108Bに対する下型112A、112Bの相対的な接近・離反が2対の金型で行われる。
(もっと読む)
金型エジェクタ装置及びそれを用いる射出成形装置
【課題】生産効率及び成形品精度を向上できる金型のエジェクタ装置及びそれを用いる射出成形装置の提供。
【解決手段】対向する第一表面及び第二表面を有する本体251と、前記第一表面の第一収容凹部2521と、前記第一収容凹部を密封して第一密封キャビティ2522を形成する第一シール部材と、前記第一密封キャビティ内にスライド可能に設置された第一ピストンと、前記第一ピストンに接続し且つ前記第一シール部材を貫く第一突出しピンと、前記本体に設置され且つ前記第一密封キャビティに連通される第一通路2526、2527とを備える第一エジェクタ機構252と、前記第二表面の第二収容凹部と、第二シール部材と、第二ピストンと、第二突出しピンと、前記本体に設置された第二通路2536、2537とを備える第二エジェクタ機構253と、を備える。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】材料供給時、発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品の成形方法であって、発泡樹脂成形品における縦壁部の成形精度を高める。
【解決手段】バックドアトリム(発泡樹脂成形品)10は、製品面部11の周縁の少なくとも一部に段付き縦壁部12が形成されており、この段付き縦壁部12は、製品面側縦壁部13とパネル側縦壁部15とが段部14を介して一体化しており、段部14の内面に型保持用リブ16が設けられているとともに、パネル側縦壁部15の表面に深絞模様17が形成されていることで、可動側金型30の後退操作時、型保持用リブ16が固定側金型40に対して保持されるとともに、可動側金型30の型面にパネル側縦壁部15の製品表面が吸着されるため、段付き縦壁部12の成形精度を高める。
(もっと読む)
射出成形方法及び装置
【課題】適切な型締め荷重で基板をクランプすることにより、基板にダメージを与えずにモールド成形する。
【解決手段】成形型100と型締め機構110と射出機構120とを有し、成形型の分割面間に、電子部品7を搭載した基板10を挿入し、成形型を閉じて型締めした際の型締め荷重F0により基板10をクランプし、成形型100の分割面間に形成されたキャビティ17に成形用樹脂2を射出することにより、基板10に搭載された電子部品7を樹脂モールドする装置であり、型締め荷重測定器13と、成形型を型締めしてキャビティ内に成形用樹脂を射出した際の成形型に作用する射出圧力に応じた型締め荷重F0と反対向きの射出荷重F2を測定する射出荷重測定器5と、型締め荷重測定器13の測定データと射出荷重測定器5の測定データとに基づいて型締め荷重F0を許容範囲に制御する制御手段と、を具備する。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
成形機の金型交換方法
【課題】金型を誤って落下させることなく安全に金型の交換を行えるようにする。
【解決手段】型開閉用サーボモータ8の駆動による可動金型6の載置された可動ダイプレート受台9の後退動作と、油圧ユニット14の駆動による固定金型突出しシリンダー11に設けた固定ダイプレート受台12の前進動作とを同調させ、固定ダイプレート5と可動ダイプレート7との間であってこれらとは非接触となる吊り上げ位置へ相互に当接された状態の可動金型6及び固定金型4を移動させるとき、型開閉用サーボモータ8により動作される可動ダイプレート受台9に載置された可動金型6の後退動作に、油圧ユニット14により動作される固定金型突出しシリンダー11の固定ダイプレート受台12に載置されている固定金型4の前進動作を追従させながら動作させる。
(もっと読む)
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法の提供。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さいクリアランスt0を有する金型キャビティ中に溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きいクリアランスt1まで可動型を後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらにt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法であって、t0、t1、t2の関係がt1/t0が1.2以上で3未満,かつ(t2−t1)/(t1−t0)は0.5以上で3未満(ここで、t0は0.5mm以上3mm未満である。)であることを特徴とする。
(もっと読む)
インプリント方法
【課題】凹凸パターンの凸部に囲まれた部位を好適に転写することの出来るインプリント方法を提供することを目的とする。
【解決手段】本発明のインプリント方法によれば、インプリントモールドを被転写材に接触させたのちにモールドの凹凸パターンを形成するため、予め凹凸パターンが形成されたモールドを被転写材に接触させる場合と比較してモールドと被転写材との間に空気を挟んで転写不良となる頻度を下げることができ、凹凸パターンの凸部に囲まれた部位を好適に転写することが出来る。
(もっと読む)
型締め方法およびその装置ならびにこれを用いた射出成形機
【課題】従来の型締め装置は、高出力の駆動源が必要なため、大型化しやすく、耐久性に乏しい部品を頻繁に交換しなければならなかった。
【解決手段】本発明の型締め装置14は、ベース31から相互に平行に突出する複数本のタイバー32に連結される型締めブロック25と、型締めブロック25を型締め位置と待機位置とに駆動するブロック駆動手段33と、固定側金型11が取り付けられる固定側金型ホルダー34と、可動側金型12が取り付けられる可動側金型ホルダー35と、可動側金型ホルダー35を型開き位置と型締め位置とに駆動するホルダー駆動手段36と、型締め力を型締め位置にてベース31に伝達する型締め力伝達部材37と、型締め力伝達部材37を型締め位置と型締め力が伝達されない退避位置とに駆動する伝達部材駆動手段38とを具える。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
射出成形機
【課題】内側にネジ溝が形成される一方で、外側表面には、文字、絵、図形等の装飾が付与などされることがある成形体をネジ抜き成形で成形する射出成形機において、成形体の外側表面に、溶融樹脂の供給に伴いゲート形成部(ゲート跡)が形成されることを防止できるようにする。
【解決手段】固定ダイプレート6に装着される固定金型9に、回転自在に中子金型部13を設け、この中子金型部13でネジ溝16が成形される成形体15の背面側に臨むようにして射出ノズル2を配設する。可動金型12が装着される可動ダイプレート5に設けたボールネジ機構23により、固定金型9に設けた中子金型部13を駆動できるよう、ボールネジ機構23のスプライン軸24と、中子金型部13へ駆動力を伝達するための固定金型内に設けた主動ギヤ10とをソケット25で連結する。
(もっと読む)
1 - 20 / 152
[ Back to top ]