
Fターム[4F202CL46]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 細部及び補助操作 (608) | 位置決め、案内、保持機構 (586) | 型間のロック装置 (126)
Fターム[4F202CL46]の下位に属するFターム
機械的結合によるもの (69)
戻り防止部材の挿入によるもの (12)
Fターム[4F202CL46]に分類される特許
1 - 20 / 45
射出成形機
【課題】電磁石による吸着力で型締力を発生させる型締力発生機構を採用しつつ、ストッパ機構を構成する棒状部材の長さを最小限に抑えること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、第2の可動部材と第2の固定部材との間に設けられ、第2の可動部材及び第2の固定部材のうちのいずれか一方に一端が固定されると共に、第2の可動部材及び第2の固定部材のうちの他方まで他端が延在する棒状部材と、棒状部材と係合する係合位置と棒状部材から離脱する離脱位置との間で移動可能な係止部材であって、係合位置にあるときに第2の可動部材の移動を防止する係止部材と、を備える。
(もっと読む)
型締装置

【課題】型締力を十分に発揮しつつ、小型化を図ること。
【解決手段】第1プラテン13と第2プラテン15をタイバー14にて連結し、その第2プラテン15に複数個のくさび部材K1〜K4を設ける。くさび部材K1〜K4は、第2プラテン15の案内路20内に配設し、作動用シリンダ19によって案内路20内を前進動作及び後進動作する。型締力を発生させる場合には、可動金型12を保持するダイプレート16の背面にくさび部材K1〜K4を打ち込む。そして、くさび部材K1〜K4によって発生する型締力、及び成形材料を充填する際にくさび部材K1〜K4を介して受ける型開方向への力は、第2プラテン15の案内路20の内周面を受圧面として受圧し、タイバー14で受ける。
(もっと読む)
滑り軸受上ピボットシャフトガイド付きブロー成形機
【課題】ブロー成形ステーションは、ブロー成形用金型キャリアを閉状態で共にロックするためにロッキング機構を有した金型キャリアを提供する。
【解決手段】このロッキング機構80は、第一ロッキングエレメント82および第一ロッキングエレメント82に対して移動可能な第二ロッキングエレメント84を有している。少なくとも1つの第一軸受装置60が、ブロー成形用金型キャリアが互いに対して移動可能に実装されるように設けられ、及び少なくとも1つの第二軸受装置70が、第一ロッキングエレメント82を第二ロッキングエレメント84に対して移動可能に実装するために設けられ、そしてこれら軸受装置60、70の少なくとも1つが、潤滑剤なしの滑り軸受の形、または互いに対して移動可能な軸受部間で少なくとも一部がプラスチック材料から射出成形される軸受の形で設計されている。
(もっと読む)
型締装置および成形装置
【課題】型締力が不均等に作用することを抑制する。
【解決手段】成形型10の開閉動作をガイドするとともに型締め力を受ける複数本のタイロッド22と、複数本のタイロッド22に係止することで成形型10を加工位置に保持する保持手段24と、流体圧によって型締め力を発生させる型締め力発生手段25と、複数本のタイロッド22の型締め方向位置を検出するタイロッド位置検出手段26と、タイロッド位置検出手段26の検出結果に基づいて型締め力発生手段25の作動を制御する制御手段27とを備え、制御手段27は、タイロッド位置検出手段26が検出した複数本のタイロッド22の位置の差が所定値を超えている場合、型締め力発生手段25を強制的に停止させる。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】専用の移動防止機構を設けることなく、金型交換時における型締部の不意の移動を防止すること。
【解決手段】本発明の型締装置は、第1及び第2の型締部と、前記第1の型締部を退避位置と型締位置との間で移動させ、型締力を発生する第1駆動手段と、前記第2の型締部を型開き位置と型締開始位置との間で移動させる第2駆動手段と、前記第2の型締部を、型締力に抗して移動しないように前記型締開始位置に解除可能に支持するロック手段と、これらを制御する制御手段と、を備え、前記制御手段は、予め定めた金型交換条件が成立した場合に、前記第1の型締部を前記退避位置に位置させ、前記第2の型締部を前記型締開始位置に位置させ、前記ロック手段が前記第2の型締部を前記型締開始位置に支持した状態とすることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
型締装置の作動方法および型締装置
【課題】型開閉機構により可動金型を固定金型に向けて前進させ、ハーフナットを係止部に係止し、型締シリンダにより型締を行う型締装置の作動方法および型締装置において、比較的簡単な装置を用いて、成形サイクルの短縮を実現する。
【解決手段】可動金型20を固定金型15に対して前後進させる型開閉機構26と、ハーフナット29を係止部25に係止した状態で型締を行う型締シリンダ22が備えられた型締装置12の作動方法において、固定金型15に対して可動金型20を前進させるのと並行して、係止部25とハーフナット29の少なくとも一方が型開閉方向に位置変更されない状態で、係止部25に対して相対的に係止可能な位置Cにあるハーフナット29を係止する。
(もっと読む)
金型開閉装置
【課題】簡易な構成により型締め力を向上すること。
【解決手段】固定ベース6に複数のタイバー3で結合された固定側プラテン2と、固定ベース6と固定側プラテン2との間に設けられ、複数のタイバー3によって固定側プラテン2に対して移動可能に案内される可動側プラテン1と、固定側プラテン2と可動側プラテン1とを連結するリンク機構10と、を備え、固定側プラテン2と可動側プラテン1との間に金型を保持し、可動側プラテン1が固定側プラテン2に対して移動することにより金型を開閉する金型開閉装置100であって、リンク機構10は、金型を閉鎖した際に、可動側プラテン1に金型を閉鎖する方向に付勢力を負荷することを特徴とする。
(もっと読む)
タイヤの加硫方法及び装置
【課題】加硫成形後のPCI処理に際するタイヤの寸法変化を抑制することによって、ユニフォミティに優れたタイヤを製造可能な加硫方法及び装置を提供する。
【解決手段】本発明のタイヤ加硫装置は、加硫モールドの、タイヤビード部に対応する部分を構成する一対のビードリングと、タイヤを前記加硫モールドに押圧するブラダーと、前記一対のビードリング及び前記ブラダーを半径方向内側から取り付けるとともに、加硫機から着脱可能に構成された中心軸機構とを具えたタイヤの加硫装置において、前記一対のビードリングの少なくとも一方のビードリングを中心軸機構に対して、ロックして固定された状態にするとともに、アンロックして取外し可能にする着脱機構を備えることを特徴とする。
(もっと読む)
金型の分解装置
【課題】 密接状態の金型の分解を有効に行うことができ、構成の簡素化を図り経済的な金型の分解装置を提供する。
【解決手段】 水平昇降板20の両端部に金型の略幅間隔をあけてピストンロッド22,22部を下方に向けてアクチュエータ23、23が支持され、該それぞれのアクチュエータ23、23のロッドカバー24、24の内側対向部には重ね合わされた金型の両端部間に形成された空間25、25に挿入位置する水平ブラケット26、26が突出させられてなり、好ましくは、前記アクチュエータ23、23の間隔を前記水平昇降板20上において調整自在に構成してなる金型の分解装置。
(もっと読む)
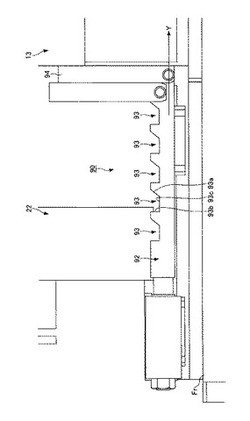
成形機の型締装置
【課題】ハーフナットとハーフナット係合溝との設定位置が厳密に合致していない場合にも、ロック手段の破壊を防止でき、ハーフナットとハーフナット係合溝との係合を確実に行うことができる型締装置を提供する。
【解決手段】第1及び第2のハーフナット277,278の全長Lを、可動ダイプレート24のロック手段取付面と、支持部材271を構成する前板271cの内面との間隔Dよりも1mm程度小さく形成する。具体的には、ロック手段27を構成する保持板273、ねじ軸274、右ねじ用ナット体275、左ねじ用ナット体276、第1及び第2のハーフナット277,278を、摺動手段272を介して支持部材271に取り付け、第1及び第2のハーフナット277,278を、可動ダイプレート24のロック手段取付面及び支持部材271の前板271cとの間に設けられたクリアランス内で自由に変位させる。
(もっと読む)
射出成形用金型
【課題】 往復運動する単一のピストンにより駆動可能で、雄型部の小型化・大型化およびアンダーカット部の大型化にも対応できる射出成形用金型を提供する。
【解決手段】 雄型部と、駆動機構とを備え、雄型部が、センターコアと、その外周に交互に位置する主スライドコアおよび副スライドコアからなり、駆動機構が、ピストンと、ピストンと一体のバックプレートと、前面上を主スライドコアが摺動するコアプレートと、両プレートの周縁部に位置する第一ピン〜第六ピンと、それらを納めるハウジングとを備え、第五ピン、第六ピンおよびセンターコアが、バックプレートと一体であり、第三ピンおよび第四ピンが、コアプレートと一体であり、主スライドコアおよび副スライドコアがそれぞれ第二ピンおよび第一ピンと摺動手段により連結されており、第一ピン、第二ピン、第三ピンがそれぞれ第四ピン、第五ピン、第六ピンと連結手段により連結されている。
(もっと読む)
モールドツイストロック装置
モールドツイストロック装置であって、固定ピンを有し、固定ピンは、固定ピンの長手方向軸線上に位置する遠位端部及び近位端部を有し、近位端部を貫通して穴が設けられており、固定ピンの近位端部周りに位置決めされた同軸ばねを有し、固定ピンの穴を挿通して設けられた直交ピンを有し、直交ピンは、拡大端部を有し、固定ピンの延長部と直交ピンの拡大端部との間に位置決めされた第2のピンを有する、モールドツイストロック装置。  (もっと読む)
(もっと読む)
複合成形用の型締装置と金型装置、及び複合成形品の成形方法。
【課題】大型の射出成形機を要せずに圧縮成形が実施可能な複合成形品の成形方法とそれに用いる型締装置及び金型装置を提供することを目的とする。
【解決手段】第1型部13が取付けられる固定盤21と、第2型部15が取付けられる可動盤22の間に、可動型部14が回転かつ型開閉方向に移動可能に設けられ、可動型部14は、第1型部13と第2型部15との間を入替え可能に型合せされるとともに、第1型部13及び第2型部15にクランパ25,26により係脱自在に設けられている。
(もっと読む)
中空樹脂成形品の製造装置
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
射出成形機
【課題】装置をコンパクトにまとめた上で、型締めの際の圧力を安定的に受圧する圧縮成形方式の射出成形機を提供する。
【解決手段】第一ベース盤10と、第二ベース盤20と、複数本のタイバー15〜17と、可動プレート31と、前記可動プレート31に油圧シリンダ装置35を介挿させつつ取り付けられた可動金型45と、前記第二ベース盤20に取り付けられた固定金型25、前記両金型25、45を変位させる型移動装置60とを備えた射出成形機であって、前記型移動装置60は、前記第一ベース盤10と前記可動プレート31とを相互に連結する一対のリンク73、75を有するトグルリンク機構70を備えてなると共に、かつこの両リンク73、75は、前記第二の位置にある可動プレート31を前記第一ベース盤10に対してリンク同士が伸び切った直線状態となって支えることにより、前記油圧シリンダ装置35の圧力を受圧する。
(もっと読む)
射出成形装置及び射出成形品の成形方法
【課題】可動型と固定型とスライド型とを備える射出成形装置に対して、スライド型を移動させる新たな構成の採用によってスライド型の動きを円滑にして型閉じ速度を上げることができる簡単な構造の射出成形装置を提供する。
【解決手段】型閉じ位置と型開き位置との間を移動し得る可動型3と、前記可動型3と対向する位置に配置される固定型4と、前記可動型に対してスライド自在に設けられ、型開き状態ではキャビティから退避した後退位置をとり、型閉じ状態ではキャビティ内に進入した前進位置をとるスライド型5とを備え、前記可動型には前記スライド型を前記後退位置及び前進位置に移動させる電磁石6,7が設けられている。
(もっと読む)
弾性体ローラの製造装置
【課題】弾性体ローラの製造に際して、型締め装置による金型の曲がりを軽減され、成形される弾性体ローラも振れが少ない弾性体ローラを製造することのできる弾性体ローラの製造装置を提供する。
【解決手段】両端が開口した円筒状金型、該円筒状金型内中心に芯金を保持する入口駒及び出口駒よりなる弾性体ローラ製造用金型、該弾性体ローラ製造用金型に芯金を挿入保持した後に垂直に把持する型締め装置、及び弾性体材料を注入する入口駒に設けられた注入孔から弾性体材料を弾性体ローラ製造用金型内部に形成されたキャビティ内へ注入するための注入装置からなり、該円筒状金型の軸方向長さが外径の5倍以上12倍以下であり、該弾性体ローラ製造用金型の入口側と型締め装置の下部固定板間及び該弾性体ローラ製造用金型の出口側と型締め装置の上部可動板間に、それぞれ、型締め機構を有すること。
(もっと読む)
ブロー成形装置の型開閉機構
【課題】ブロー成形装置の型開閉機構を、従来のように3本以上の操作アームを用いたリンク機構から構成される型開閉機構に比べて、小型でコンパクトに構成できるようにすること。
【解決手段】複数のブロー成形型29が一定の送りピッチで円環状搬送路に沿って搬送され、各ブロー成形型が左右に開閉可能な一対の成形型部材から構成されているブロー成形装置の型開閉機構33において、複数のブロー成形型29が一定の角度間隔で搭載されたターンテーブル28と、ターンテーブル28の回転に伴って昇降する昇降軸98と、昇降軸98の昇降に伴って、ブロー成形型29の開閉方向に直交する方向にスライドするスライダ100と、スライダ100のスライド運動をブロー成形型29の開閉運動に変換する一対の操作アーム103、104とを有している。
(もっと読む)
ブロー成形装置
【課題】小型でコンパクトに構成され、プリフォーム等の搬送を効率良く、確実に行い得るブロー成形装置を提案すること。
【解決手段】ブロー成形装置1の移送機構13は、円環状ガイドレールに沿ってプリフォーム等の保持部を備えたスライダをスライド可能に配置し、各スライダをターンテーブルの回転に応じて左右にスライドさせて、保持部に保持されるプリフォーム等の送りピッチを変更する。反転移送機構16は、ターンテーブルの回転に応じて、プリフォームを受け取って反転する動作、反転したプリフォームの口部にマンドレルを差し込む動作、ブロー成形品を受け取ってその口部からマンドレルを引き抜く動作、マンドレルを引き抜いた後のブロー成形品を反転させる動作を行う。型開閉機構33は、昇降軸による昇降運動をスライダのスライド運動に変換し、スライド運動を一対の操作アームによって型支持部材を左右に開閉する開閉運動に変換する。
(もっと読む)
1 - 20 / 45
[ Back to top ]