
Fターム[4F202CM27]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 材質に特徴がある型、コアによるもの (172) | 可溶性、可融性の (38)
Fターム[4F202CM27]の下位に属するFターム
低融点金属 (7)
Fターム[4F202CM27]に分類される特許
1 - 20 / 31
空気入りタイヤおよびその製造方法
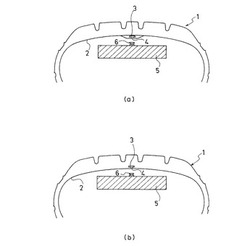
【課題】その内面に物体を係合させて取付けることができる空気入りタイヤであって、その係合力に経時的な劣化や低下を生ずることが少なく、長期にわたって所望の係合力を維持できる空気入りタイヤとその製造方法を提供する。
【解決手段】空気入りタイヤ1において、タイヤ内面2に、少なくとも一部において奥が広くなっている袋状の断面空間3を有する機械的留め具として機能する係合受け部4を有する。一方、空気入りタイヤ1の製造方法は、前記係合受け部4の形状を有する型転写部材を生タイヤの内面に設置し、該生タイヤを加硫成形した後に、該加硫成形タイヤから前記型転写部材を取り除くことにより製造される。
(もっと読む)
ラングミュア−ブロジェット膜及び該膜を用いたパターン形成体とその製造方法。

【課題】100nm以下の規則的なパターン構造を有するLB膜、及び該LB膜を鋳型材として利用して、2次元的な構造を持つパターン形成体を提供する。
【解決手段】LB膜形成分子としてフッ素化脂肪酸を用いるとともに、アルコール/水混合液をLB膜作製時における下層液として利用することで、20〜100nmの規則的なドメイン構造を有するLB膜を得え、さらに、該ドメイン構造を有するLB膜を鋳型材として、最終的に2次元的な構造を有するパターン形成体を得る。
(もっと読む)
湾曲管の製造方法
【課題】プリプレグシートを積層した石膏内型を加熱して硬化させた後に、当該石膏内型を容易に破壊除去することができる湾曲管の製造方法を提供する。
【解決手段】石膏内型2の表面にプリプレグシート1aを積層し、加熱手段によりプリプレグシート1aを硬化させた後に、石膏内型2を破壊除去して湾曲管1を得る湾曲管の製造方法であって、湾曲面3aを内面に有する分離式雌型3の中心部に、熱または溶剤により溶解する中子4を配置して、分離式雌型3と中子4との間に石膏2aを注入し、石膏2aを乾燥させ硬化させた後に、中子4を溶解除去して石膏内型2を得るとともに、この石膏内型2にプリプレグシート1aを積層して加熱手段により硬化させた後に、石膏内型2を破壊除去する。
(もっと読む)
中空体の製造方法
【課題】生産効率がよく、中空部を有していても一体に成形可能な中空体の製造方法を提供すること。
【解決手段】給水装置Xに用いられ、中空部を有する中空体Yの製造方法として、中空体Yの外形に対応した金型100内に、水溶性又は加水分解型の第1の樹脂材料の中子103を配置させ、金型100に非加水分解型であって疎水性を有する第2の樹脂材料を充填し、中空体Yを射出成形する工程と、射出成形された中空体Yの中空部に位置する中子103を加水分解により除去させる工程と、を備える構成とする。
(もっと読む)
成形体及びその成形方法
【課題】 簡単な機構により、予め表面に気体不透過層が設けられた中空形状の部品を、キャビティ内に設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状の部品の外側に、気体不透過層を形成した後、前記部品を金型のキャビティ内に設置して、前記部品の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
成形体及びその成形方法
【課題】簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行い、二つの層の間にICタグなどの情報記録媒体を封入した、2層構造を有する中空形状の成形体と、その成形方法を提供する。
【解決手段】開口部を有する中空形状の部品4の外側に、情報記録媒体3を取り付けた後、前記部品4を金型のキャビティ2内に設置して、前記部品4の中空部に液体を封入し、前記開口部を密封した状態で、前記部品4外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
樹脂製遠心羽根車の成形方法
【課題】再利用できる中子を用いるとともに、中子の除去時間を短縮することで、多種少量生産には適した樹脂製遠心羽根車の成形方法を提供すること。
【解決手段】遠心羽根車の外径に対応した金型1を有する射出成形機の金型1内に平行に形成されている主板成形部と副板成形部との間に、加水分解型で、かつ、疎水性の第1の樹脂材製の複数の中子9aを周方向に沿って所定の間隔で設けて、中子9aで囲まれる主板成形部5と副板成形部6との間の部分に、軸心から外周方向に向かって渦巻き状に延びる羽根成形部を形成し、金型1内において非加水分解型の第2の樹脂材により射出成形し、この射出成形された成形物の中子9aに水を接触させて、成形物の内部から中子9aを加水分解させて除去させる。
(もっと読む)
樹脂製中空体の製造方法
【課題】 ブロー成形法を用いた中空構造体の形成には、樹脂の厚みを全体にわたって均一に制御すること、および複雑な構造体を形成することが困難だった。
【解決手段】 射出成形したポリグリコール酸樹脂からなる芯体の外周面に、密着して被覆するようにアルカリ耐性樹脂を射出成形することによって複合構造体を形成し、該複合構造体をアルカリ性溶液に浸漬し、前記芯体を溶出させることによって樹脂製中空体を形成する。
(もっと読む)
コネクタの製造方法
【課題】Oリング溝を有するコネクタを容易に一体成形する。
【解決手段】第1、第2接続部202の外形に対応する成形部501、502を有する第1成形型50と、挿入穴203aに対応する円柱形状を有し、成形部501、502に挿入される第2成形型51と、Oリング溝201aに対応する環状の形状を有し、第2成形型51が挿入された状態で成形部501、502に挿入される中子53とを用いて、第1、第2接続部202を樹脂で一体成形する成形工程と、成形工程の後に行われ、第1、第2接続部202を中子53とともに第1、第2成形型51から取り出す型開工程と、型開工程の後に行われ、第1接続部201内の中子53を溶剤によって溶解する溶解工程とを備える。
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
樹脂中空成形体の製造方法
【課題】中空形状が極めて複雑な形状であっても、簡便な方法で、樹脂中空成形体の製造方法を提供する。
【解決手段】水溶性若しくは加水分解性の樹脂(A)を50〜80重量部及び前記樹脂(A)と反応性を有さない非水溶性樹脂(I)を50〜20重量部混合した複合樹脂を用いて中空部に相当する形状の中子を射出成形して中子を形成する工程と、前記複合樹脂からなる中子を金型内に少なくとも一部分が外部と接触できるように配置し、前記中子の、外部と接触できる当該部分以外の該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂(B)を、射出成形して、該中子と一体化された成形体を形成する工程と、前記一体化成形体を、加圧下かつ該樹脂(B)5の融点より低い温度下でのオートクレーブ養生により、該中子を除去して中空部を形成する工程とを備えたことを特徴とする。
(もっと読む)
中空品を製造するためのロストコアプロセス
本発明は、ロストコアプロセスを用いて中空品を製造する分野に関し、特に、ポリマー製消音器用途に関する。 (もっと読む)
一体化された繊維複合部品の製造方法
本発明に係る方法は、内部に、複数のアンダーカット補剛要素(107)を有する、複雑な一体化された(単体の)繊維複合構成要素を、除去可能なコア(11−13、26−29、56、75)を用いて製造することを可能にする。連結要素が必要なくなるため、従来の、別個の部品からの組立て(ディファレンシャル工法)の場合のような、連結に必要なリベット及びリベットフランジ等が不要となり、軽量化の可能性が高くなる。 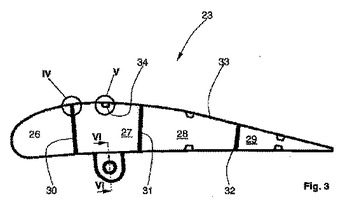 (もっと読む)
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
樹脂中空成形体の製造方法
【課題】複雑な内面形状の中空形状の樹脂中空成形体の製造方法を提供する。
【解決手段】樹脂中空成形体の製造方法は、水溶性若しくは加水分解性の樹脂Aを用いて射出成形して中子を形成する工程と、樹脂Aの中子を金型内に少なくとも一部分が外部と接触できるように配置し、該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂Bを、次式:樹脂Aの融点(TmA℃)>樹脂Bの射出成形温度(TB℃)−150(℃)を満足する射出温度で射出成形して、該中子と一体化された成形体を形成する工程と、一体化成形体を、加圧下かつ該樹脂Bの融点より低い温度下でのオートクレーブ養生により、中子を形成している該樹脂Aのみを、該中子が外部と接触できる部分より除去して中空部を形成する工程とを備えている。
(もっと読む)
複合フランジ、フランジを組み込むダクト及びフランジの製造方法
複合材料で作られるフランジ(1)、フランジ(1)の製造方法及びフランジ(1)を形成するためのマンドレル(3)を提供する。フランジ(1)は、実質的に三角形の断面を有する湾曲した中空部材を有する。フランジ(1)の製造方法は、複合材料を湾曲したマンドレル(3)の外側表面に適用する。マンドレル(3)は、湾曲され、中実の三角形の断面を有している。製造方法は、断面が実質的に三角形で、湾曲した中空部材を有するフランジ(1)を生成する複合材料を硬化する工程も含んでいる。 (もっと読む)
繊維強化プラスチック製中空構造部品の製造方法
【目的】繊維強化プラスチック製の中空構造部品の製造用のRTM法のための、強化繊維で覆う際の高い引っ張り力に支障なく耐える水分散性支持中子を提供する。
【構成】繊維強化プラスチック製の中空構造部品の製造のために、少なくとも部分的に水溶性ケイ酸塩含有結合剤と充填材とからなる水溶性結合剤で調製された水分散性支持中子を強化繊維で覆う。支持中子上の繊維を硬化性プラスチックで含浸させ、プラスチックを硬化させ、続いて支持中子を水で洗い出す。前記結合剤が少なくとも部分的に水ガラスであるのが好ましい。
(もっと読む)
成型方法及びマイクロレンズの製造方法
【課題】離型性に優れ、また所定の表面形状を得ることができる成型方法を提供する。
【解決手段】所定形状の成形面16を有する成形型1に成形材料Mを密着させて成形物を形成する成形工程と、成形物を成形型1から離型させる離型工程とを有する。成形工程前に、成形型1の成形面16に剥離膜18を成膜する成膜工程と、離型工程前に、成形型1に設けられ成形面16に通じる導入路を介してエッチング液Eを導入し剥離膜18を除去する除去工程とを有する。
(もっと読む)
流体機器用樹脂部品、流体機器用樹脂部品の製造方法、及び、流体機器
【課題】 複雑な形状であっても製品の寸法精度を確保でき、且つ、型の破損を招くおそれが少ない流体機器用樹脂部品の製造方法を提供する。
【解決手段】 消失模型を用いて作成した焼成型に、カルベン構造を持つルテニウムまたはオスミウム錯体触媒の存在下で、メタセシス重合可能なシクロオレフィン類を注入して重合させて、流体機器用樹脂部品を製造する。
(もっと読む)
樹脂成形体の溶解・洗浄装置
【課題】段取り換え治具の交換及びオイルバスや洗浄機コンベアのメンテナンスを容易にする。
【解決手段】金属中子を溶解するためのオイルを収納したオイルバス1の近傍にメンテナンススペース7を介して洗浄機コンベア2を設けるとともに、オイルバス1の洗浄機コンベア2側に段取り換え治具6を設け、洗浄機コンベア2に固定オイルパン8を取り付け、一対の可動オイルパン9を段取り換え治具6及びメンテナンススペース7の上方に相互に隣接して設けるとともに、各可動オイルパン9の一端をオイルバス1に回動自在に取り付け、各可動オイルパン9の他端を固定オイルパン8に係合し、各可動オイルパン9の隙間上にガード10を載置し、固定オイルパン8、各可動オイルパン9及びガード10により樹脂成形体をオイルバス1から洗浄機コンベア2へ移載する際に垂れ落ちるオイルを受ける。
(もっと読む)
1 - 20 / 31
[ Back to top ]