
Fターム[4F202CN19]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 手段 (1,197) | 電気的手段 (394) | 誘電加熱 (22)
Fターム[4F202CN19]に分類される特許
1 - 20 / 22
樹脂製バルブボディ及びその製造方法
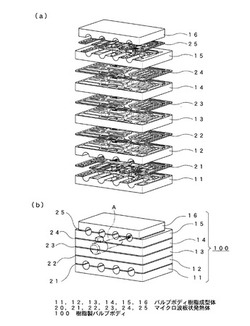
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
成形用金型

【課題】高い表面品質を必要とする意匠面を有した表側の表面部と、さほど表面品質の良否が問題とならない裏側の表面部とを有する薄物の成形品を成形する成形用金型であって、熱効率が高く、急速加熱、急速冷却を可能とし、前記意匠面に対して高い表面品質を確保することができる成形用金型を提供する。
【解決手段】対向して配設される上型2と下型3を備え、上型2と下型3は、相対的に近接離間方向に移動可能であり、上型2のプレス面21には成形品100の意匠面100aを形成する形成面21aが設けられるとともに、形成面21aの表面部は磁性体材料によって形成され、下型3のプレス面31には成形品100の裏側の表面部100bを形成する形成面31aが設けられるとともに、下型3は絶縁体材料によって形成され、下型3にの形成面31aの近傍には高周波加熱コイル33が、形成面21aに沿って埋設される。
(もっと読む)
熱可塑性樹脂粒子
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、樹脂成形品の形状、表面精度等の品質を効果的に向上させることができる熱可塑性樹脂粒子を提供すること。
【解決手段】熱可塑性樹脂粒子は、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂6Aを投入する投入工程と、ゴム型2を介してキャビティ22内における粒子状態の熱可塑性樹脂6Aに電磁波を照射し、粒子状態の熱可塑性樹脂6Aを加熱して溶融させる粒子加熱工程とを含む樹脂成形方法に用いる。熱可塑性樹脂粒子は、嵩密度が0.4〜0.8g/cm3であり、平均粒子径が250〜2000μmであり、安息角が48度以下である。
(もっと読む)
パイプ成形装置及びパイプ成形方法
【課題】熱可塑性樹脂を母材とするパイプの成形
【解決手段】
パイプ成形装置20は、加熱されることによって膨張する棒状の内型22と、内型22の外周を覆う筒状の外型24と、内型22を加熱する加熱装置26とを備えている。かかるパイプ成形装置20では、シート状の成形基材10を、棒状の内型22の外周に巻いて筒状の外型24の内部に収容する。そして、内型22を加熱し、内型22の外径を大きくする。これにより、内型22の外周面と外型24の内周面との間で成形基材10を加熱するとともに加圧して、成形基材10を外型24の内周面に沿った形状に成形することができる。
(もっと読む)
樹脂成形体及びその製造方法、並びにリレー
【課題】粉塵の発生を十分に抑制することが可能な樹脂成形体及びその製造方法、並びに樹脂成形体を容器として用いたリレーを提供する。
【解決手段】熱可塑性樹脂に無機フィラーを混合させて造粒した樹脂組成物から成形を行う場合、樹脂成形体の剛性が向上する。樹脂組成物の流動開始温度を温度T1(℃)、樹脂組成物を金型へ注入する際の金型の温度をT2(℃)、とした場合、関係式:T2(℃)≧T1(℃)−120℃を満たすことが好ましい。この関係式が満たされる場合には、樹脂成形体からの粉塵の発生を著しく抑制することができる。樹脂成形体を容器として用いたリレーは、低粉塵であるため、リレーの接点間に粉塵が詰まることがなく、良好な接点の接触を維持することができる。
(もっと読む)
粒子材料を結合させることによる物品の製造方法
粒子材料を結合させて連続するパネルまたはシートなどの物品を製造するための方法および装置を提供する。粒子状の供給材料が熱硬化性の結合剤と混合され、混合物21が金型25へと供給され、圧縮される。混合物は電極28、29の間に圧縮されて保持され、結合剤を誘導的または誘電的に加熱して硬化させるために、高周波(RF)場が電極間に印加される。金型25への進入に先立ち、混合物は最初に取り入れ領域32へと供給され、金型における混合物の形状と実質的に同じ形状に成形される。その結果、取り入れ領域32における混合物の加熱に起因する結合剤の硬化が、混合物が所望の最終形状にある状態で生じる。取り入れ領域の形状および寸法、混合物の前進の距離など、作業パラメータも開示される。 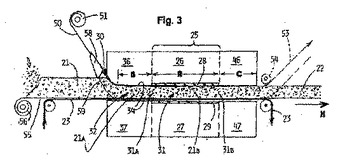 (もっと読む)
(もっと読む)
高周波誘電加熱装置、及び高周波誘電加熱方法
【課題】円筒状の被加熱材を厚さ方向、軸方向の両方において、均一に加熱する。
【解決手段】加硫成型装置10は、内型20と外型40を備える。内型20の外周面27には、筒状に形成された被加熱材30を装着する。外型40は、略円筒形の収納室を有し、その内周面に沿うように円筒形の電極材65を備える。電極材60の内部には、被加熱材30を装着した内型20を配置する。外型40のゴムジャケット43は、圧力媒体によって、電極材60を介して、被加熱材30を加圧する。電極材65と内型20の間に高周波電圧を印加し、高周波誘電によって被加熱材30を加熱する。内型20内の中空部28には、加熱媒体を供給し、被加熱材30を加熱する。外型40の外周を取り囲むように補助加熱装置90を設け、補助加熱装置90によっても被加熱材30を加熱する。
(もっと読む)
金型の加熱方法、金型、誘導加熱ヒータ及びその電源装置
【課題】金型を短時間で高温に加熱する。
【解決手段】複数の分割型12,14を備える金型10における少なくとも1つの分割型12を該分割型12に着脱可能に設けた誘導加熱ヒータ45により高周波誘導加熱する。誘導加熱ヒータ45は、分割型12に設けたヒータ挿入孔48に遊嵌状に挿入されてその型内部において分割型12を高周波誘導加熱する。分割型12が、製品成形部21を有する入れ子20と、その入れ子20を組込んだ母型23とを備える。ヒータ挿入孔48が、母型23を通じて入れ子20内を貫通している。
(もっと読む)
樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、この加熱効果を向上させるためのフィルターを、冷却機能を備えて簡単に構成することができる樹脂成形装置を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型2と、波長が0.78〜4μmの電磁波を出射する電磁波発生手段4と、フィルター5とを有している。フィルター5は、透明材料からなる透明板51同士の間に形成した間隙511に、波長が2μmを超える電磁波の透過量を減少させるためのフィルター用水52を充填してなる。電磁波発生手段4は、キャビティ21内に熱可塑性樹脂3を充填する際に、当該成形型2を介して熱可塑性樹脂3にフィルター5を透過させた後の透過電磁波を照射して、熱可塑性樹脂3を加熱するよう構成してある。
(もっと読む)
誘電体表面微細成型方法及び装置ならびに誘電体接合方法及び装置
【課題】広範な熱可塑性樹脂等の使用と生産性向上を共に図るべく、その加熱に適用可能なエネルギー伝達手法を用いて被加熱物の表層部を集中して直接加熱できるようにする。
【解決手段】被成形体20に表面転写用型17を当接させて加熱し降温後に離型することにより凹凸形状を転写する際、被成形体20には熱可塑性の誘電体を採用し、表面転写用型17には導電体を用い、加熱処理では表面転写用型17及び被成形体20の外から電波8を照射し且つそのときには照射電波8が被成形体20内に進入してから表面転写用型17との当接面に進行し更に表面転写用型17の当接面で反射するよう電波照射を行うことにより被成形体20の表層部21を溶融させる。
(もっと読む)
高周波誘電加熱装置
【課題】円筒形の被加熱材を高周波誘電を用いて均一に加熱する。
【解決手段】加硫成型装置10は、内型20と外型40を備える。内型20の外周面27には、筒状に形成された被加熱材30を装着する。外型40は、略円筒形の収納室67を有し、その内周面にゴムジャケット43を設ける。収納室67の内周面に沿うように円筒形の電極部65を設ける。電極部65の内周側に、加硫ゴム筒から成り、被加熱材30を保温するための副資材90を設ける。副資材90の内周側に、被加熱材30を装着した内型20を配置する。ゴムジャケット43は内周側に膨らみ、電極材60を介して、内型20と共に、副資材90及び被加熱材30を挟圧する。電極材65と内型20の間に高周波電圧を印加し、被加熱材30を加熱する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.01〜100mの電磁波(マイクロ波又は高周波)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3にマイクロ波又は高周波を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
射出成形設備における射出成形機の運転方法
【課題】後工程のトラブル発生時に、射出成形機の待機によるホットランナーないの樹脂の劣化をなくして成形品の取出し不良を防止し、待機時間を延長して成形品の打ち捨て量を削減して材料歩留りを向上させる。
【解決手段】射出成形工程の後工程の装置トラブルにより射出成形機を待機させる待機モードで、待機工程と打ち捨て工程とを交互に単数回または複数回行い、待機工程の初期にホットランナーの温度を成形温度から劣化しない待機温度に下げる降温動作を行い、待機工程の後期にホットランナーの温度を前記待機温度から成形温度に上げる昇温動作を行う。
(もっと読む)
タイヤ加硫方法
【課題】加硫時間を短縮し、生産性を向上することが可能なタイヤ加硫方法を提供する。
【解決手段】グリーンタイヤ1をタイヤ搬入装置2により把持してタイヤ加硫機3に搬入する際に、タイヤ加硫機3のブラダー5と当接するグリーンタイヤ1の内面1aを予熱する。
(もっと読む)
高周波誘電加熱装置
【課題】 筒状に形成された被加熱材を効率良く、かつ温度むらなく均一に加熱する。
【解決手段】 加硫成型装置10は、内型20と外型40を備える。外型40は、周方向に分割された外型片41、42、43を有する。内型20を外型片41、42、43の径方向内側に配置させる。内型20の外周面に円筒形を呈する被加熱材30を装着する。外型片41、42、43の外側に、シリンダ51、52、53を設ける。シリンダ51、52、53は、外型片41、42、43を径方向に変位させる。外型片41、42、43が径方向内側に変位すると、それら内周面41B、42B、43Bが被加熱材30の外周面32に密着する。この密着状態で、内周面41B、42B、43Bと外周面32の間に、高周波電圧を印加する。
(もっと読む)
熱硬化性プラスチック材料の成形方法
【課題】マイクロ波による誘電加熱効果によって熱硬化性プラスチック材料を硬化させる際に、正確に温度を測定しマイクロ波の照射量を調節することが可能な熱硬化性プラスチック材料の成形方法を提供すること。
【解決手段】熱硬化性プラスチック材料をマイクロ波によって誘電加熱することで硬化させて所定の形状に成形する成形方法であって、複数用意された母型11A内に調合した熱硬化性プラスチック材料を注入し、同複数の母型11Aに対してマイクロ波を照射し誘電加熱する。その際に1つの母型11Bをダミーとして内部に温度センサ20を配設し、この温度センサ20の検出した温度情報に基づいてマイクロ波の照射量を経時的に制御する。
(もっと読む)
光ディスク基板を溶融成形する方法
本発明は、光学記憶装置又は光学記憶装置基板、及び/又は光ディスクの連続的製造法を提供し、二つの対をなす圧盤の間にポリマー材料のウェブを供給する工程、実質的に平坦なスタンパーを用いて、ウェブに光学装置用の情報トラック構造など少なくとも一つの微細形状彫像を溶融成形する工程、ポリマー材料のウェブの溶融成形された断面の大部分をポリマー材料の溶融流動温度(Tf)まで加熱する工程を含む。本発明は、情報構造物を溶融成形し、且つ情報構造物へ幾つかの層を蒸着して光学記憶装置を生成する工程の幾つかの実施形態を開示している。  (もっと読む)
(もっと読む)
円筒金型の加熱方法およびその装置
【課題】エネルギーの効率が良く短時間で加熱することができる円筒金型の加熱方法およびその装置を提供する。
【解決手段】円筒金型12の、熱容量の大きい部分の周囲に、誘導コイル24を配置し、この誘導コイル24に交流を通電することにより、円筒金型12の熱容量が大きい部分に、軸方向に誘導される磁束を集中的に発生させて円筒金型12を誘導加熱する。誘導コイルには50〜800Hzの低周波領域の交流を通電する。円筒金型12の熱容量分布に応じた磁場分布を発生させ、熱容量の大きい部分に対して優先的に誘導電流を発生させる。
(もっと読む)
プレス成形方法及び熱可塑性樹脂成形体
【課題】本発明は、簡単にかつ成形サイクルを短縮してプレス成形を行うプレス成形方法及び当該プレス成形方法で熱可塑性樹脂を成形した熱可塑性樹脂成形体に関する。
【解決手段】プレス成形装置1は、モールド6のみをガラス転移温度以上に加熱しておき、この加熱したモールド6を熱可塑性樹脂20に押圧して成形し、熱可塑性樹脂20がモールド6との接触表面からガラス転移温度以上になるに従って軟化して転写成形が進行し、最終的に熱可塑性樹脂20の全表面がモールド6に密着して転写完了となる。したがって、金型2、3全体を加熱してプレス成形する場合に比較して、熱容量が小さく、加熱・冷却速度を速くして、成形サイクルタイムを大幅に短縮することができるとともに、高精度な熱可塑性樹脂成形体を得ることができる。
(もっと読む)
単一加熱サイクルで2つ以上の異なる成形性材料から成形品を作るための方法
単一の加熱または成形サイクルで異なる成形温度を有する2つ以上の異なる成形性材料から成形品を作るための方法。成形性材料のうち1つ(20、120)が基準材料として選択され、残りの成形性材料(22、122)は、成形性材料の全てが実質的に同時にそれぞれの成形温度に達するように改変される。残りの成形性材料(22、122)の各々は、成形性材料の力率を調整するようにこれと適切な量の添加剤を混合することによって改変されることが望ましい。その後成形性材料全てが流動成形装置(10、110)に入れられ、成形品を成形するために成形性材料を横切る交番誘電電界が与えられる。  (もっと読む)
(もっと読む)
1 - 20 / 22
[ Back to top ]