
Fターム[4F202CP01]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 孔、穴によるもの (436)
Fターム[4F202CP01]の下位に属するFターム
多孔質材料の (66)
Fターム[4F202CP01]に分類される特許
161 - 180 / 370
現像ブレード用金型、及びこれにより製造された現像ブレード
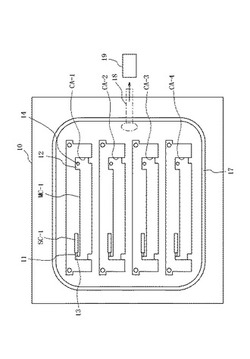
【課題】残存するゴム材の除去作業を不要として、効率良く現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート上に、長手方向での両側にブランクエリアを確保し、その間に現像剤と接触させる弾性部材を接着してなる現像ブレードの製造に用いる金型10であって、前記弾性部材に対応する形状に形成してあるキャビティMC−1と空間として連続しオーバーフローした材料を回収するオーバーフロー部SC−1が、前記両ブランクエリア間に対応する所定領域内に設けてある。オーバーフロー部は、製品となった現像ブレード上で両ブランクエリア間にそのまま放置でき、成型後に除去作業を行う必要がない。本発明によると、金型の構造を簡素化して、合わせて作業の簡素化を図ることができる。
(もっと読む)
表皮付発泡成形部材、表皮付発泡成形部材の製造方法、および表皮付発泡成形部材の製造装置

【課題】外観品質を高め得る表皮付発泡成形部材を提供する。また、そのような表皮付発泡成形部材を簡易迅速に製造し得る、表皮付発泡成形部材の製造方法、および表皮付発泡成形部材の製造装置を提供する。
【解決手段】ドアトリム10(表皮付発泡成形部材)は、芯材20と、芯材の内表面20bの側に向かい合う基部33と、芯材の外表面20aの側に向かい合い基部に連続する巻込み部34とを備える表皮30と、芯材の内表面と表皮の基部との間および芯材の外表面と表皮の巻込み部との間の空間42、43に充填される発泡体40と、を有する。芯材の内表面が発泡体によって表皮の基部と一体となり、芯材の外表面が発泡体によって表皮の巻込み部と一体となっている。
(もっと読む)
金型クリーニング用プレートおよび金型クリーニング方法
【課題】再利用が可能で、作業効率の高い金型クリーニング用プレートおよび金型クリーニング方法を提供することにある。
【解決手段】一対の金型30,20に挟持されて形成されたキャビティ36およびエアーベント38にクリーニング用樹脂41を充填,固化し、前記キャビティ36およびエアーベント38内に残留する汚れを前記クリーニング用樹脂41に付着させて除去する金型クリーニング用プレート10である。特に、前記金型30に設けたキャビティ36に連通するように設けたエアーベント38の両端部のうち、その内側の一端部に対応する位置に前記キャビティ36および前記エアーベント38に連通する第1逃がし孔14を設け、その外側の他端部に対応する位置に前記エアーベント38に連通する第2逃がし孔15を設けた。
(もっと読む)
成形金型
【課題】成形材料の注入側に気体が出現しても、平坦な弾性層を形成することのできる成形金型を提供すること。
【解決手段】筒状金型2と、前記筒状金型2における一方の開口部を閉塞し、成形材料が流通するスプルー16を有する第1の端部金型3と、前記筒状金型2における他方の開口部を閉塞し、ベント36を有する第2の端部金型4と、前記第1の端部金型3に加熱成形時に装着される端部金型治具5とを備え、前記スプルー16の外側開口部17に連設された収納凹部60と、収納凹部60から延在する排出孔とを有することを特徴とする成形金型。
(もっと読む)
樹脂成形品、原稿カバーおよびこれらを備えたスキャナ装置、記録装置
【課題】外観不良である光沢ムラ等の少ない光沢面を備えた濃色樹脂成形品、原稿カバー
およびこれらを備えた記録装置を提供すること。
【解決手段】金型温度が高温なので、樹脂の流動性を維持でき、かつ光沢面6aの対向面
6bに形成されるリブ7a,7bにガスベント8が設けられているので、リブ7a,7b
へ樹脂を流れやすくでき、リブ7a,7bへの分岐部分で樹脂の流れを乱れにくくできる
。したがって、光沢面6aに外観不良を生じにくくでき、光沢ムラが低減されたあるいは
防止された原稿カバー6およびこれを備えたスキャナ装置およびプリンタを得ることがで
きる。
(もっと読む)
光学素子成形方法、予備成形型および光学素子
【課題】外観不良を抑制可能な光学素子成形方法を提供する。
【解決手段】1次成形素材50より小さな曲率半径を伴う転写面を有し、転写面と1次成形素材60との間に形成される密閉空間内の気体を外部に逃す微細孔56を設けた予備成形型50を用いる光学素子成形方法が提供される。かかる方法によれば、転写面と成形素材60との間に密閉空間が形成されるが、予備成形型50に設けられた微細孔56を通じて密閉空間内の気体が外部に排出される。これにより、密閉空間内の気体を排出しながら光学素子80に近似するように1次成形素材60から2次成形素材70を予備成形し、2次成形素材70から光学素子80を成形することで、エア溜りなど、外観不良の抑制された光学素子80を容易に成形することができる。
(もっと読む)
真空成形装置
【課題】強度の高い成形型を備える真空成形装置を提供する。
【解決手段】金属製の成形型12の型面12aに樹脂製のシート状部材20が貼着されており、成形型12及びシート状部材20を貫通するようにして表皮材42を型面12aに向けて吸引するための複数の真空吸引孔22が設けられている真空成形装置10であって、成形型12の下面側には金属製のベース部材14が配置されており、ベース部材14の下面側には真空室26を形成するための枠部材16が配置されており、複数の真空吸引孔22は、ベース部材14を上下方向に貫通する複数の貫通孔28を介して真空室26に連通しており、かつ、成形型12の下面側、あるいは、ベース部材14の上面側に形成された連通溝24を介して互いに連通していることを特徴とする真空成形装置10。
(もっと読む)
成形装置
【課題】貯留室から被成形材料をキャビティ内へ射出する速度と、キャビティ内のエアを排出する速度の同期を容易に図ることができる成形装置を提供する。
【解決手段】油圧シリンダ12により昇降動作可能に装着された下型ユニット16のホルダ17に第1連通路41を形成し、その一端開口41aを該ホルダ17の上面17aに形成する。油圧シリンダ12のロッド側シリンダ室42と第1連通路41の他端開口41bを可撓配管43によって連通する。上型ユニット22に対し一端をホルダ23の下面23aに開口44aし、他端を上型24の成形面24bに開口44bした第2連通路44を形成する。上型ユニット22を下降動作させて下型ユニット16に型合わせし、第2連通路44と第1連通路41を連通した状態で両型ユニット16,22を下方に移動すると、キャビティ内のエアが油圧シリンダ12のロッド側シリンダ室42の容積の増大によって吸引される。
(もっと読む)
熱成形装置及び熱成形方法
【課題】熱板に被成形材を密接する際に被成形材に転写される熱板の通気孔の孔跡を目立ち難くすることが可能な熱成形装置を提供する。
【解決手段】通気孔61を有する熱板60と、通気孔61に接続された通気経路80と、通気孔61からエアを吸引する負圧を通気経路80に加える負圧供給機構26とを有して通気孔61にエアを流通させながら熱板60を用いてシートS1を熱成形する成形機構20を備える熱成形装置100であって、通気孔61に作用するエアの真空度を下げる真空度低減装置32を備える構成とする。
(もっと読む)
モール成形型及びモール付きガラスの製造方法
【課題】ガラス基材の周縁部に備える金属製モールの外観性を向上させるとともにコストを抑え、更に、金属製モール以外のモールの製造にも対応可能なモール成形型及びモール付きガラスの製造方法を提供する。
【解決手段】ガラス基材45の周縁部に樹脂モール57を一体的に成形するモール成形型10において、樹脂モール57の表皮の一部が金属製モール46で構成され、モール成形型10に、金属製モール46の長手方向に沿ったスリット形状の真空吸引溝24を有する。
(もっと読む)
パネル体及びそのパネル体の製造方法
【課題】樹脂製の表壁と裏壁とを有し、該表壁と裏壁の端縁部が一体に固着されて内部が中空に形成された二重壁構造のパネル体において、表壁のコーナー部の見栄えを向上させる。
【解決手段】パネル体1のコーナー部外縁7,7A,7B,7Cの近傍の裏壁3の部分が表壁2側へ押し潰されて、該裏壁3の部分が表壁2に一体化されている押し潰し部8,8A,8B,8Cが、パネル体1のコーナー部外縁7,7A,7B,7Cに沿って形成され、該押し潰し部8,8A,8B,8Cと前記コーナー部外縁7,7A,7B,7Cとの間に、押し潰し部の底面に対して立ち上がった立上壁10が形成されている。
(もっと読む)
パネル体及びそのパネル体の製造方法
【課題】樹脂製の表壁と裏壁とを有し、該表壁と裏壁の端縁部が一体に固着されて内部が中空に形成された二重壁構造のパネル体の強度を高める。
【解決手段】パネル体1のコーナー部7,7A,7B,7Cの近傍の裏壁3の部分が表壁2側へ押し潰されて、該裏壁3の部分が表壁2に一体化されている押し潰し部8,8A,8B,8Cが、パネル体1のコーナー部7,7A,7B,7Cに沿って形成され、その押し潰し部8,8A,8B,8Cとコーナー部7,7A,7B,7Cとの間に、押し潰し部の底面9に対して立ち上がった縁部10が形成されている。
(もっと読む)
通気装置
本発明は、射出成形材料を充填可能な射出成形型(F)の空洞部(I)を、射出成形型(F)の通気開口(O)を介して通気するために通気装置(1)であって、挿通口(D)を有するハウジング(G)を備え、このハウジング(G)は、前記空洞部(I)内に射出成形材料が導入される際に、前記射出成形型(F)の通気開口(O)から排出された前記空洞部(I)の空気が、当該ハウジング(G)の前記挿通口(D)を通じて前記射出成形型(F)まわりの外部空気(A)へと排気されるように構成され、所定の延在方向(R)に沿って長尺状に延在するとともに、その延在方向(R)に沿って移動可能となるように前記ハウジング(G)に設けられたバルブピン(V)を備え、前記バルブピン(V)は、前記射出成形型(F)の前記通気開口(O)から流出した空気が前記挿通口(D)を通り前記バルブピン(V)に沿って前記外部空気(A)へ排気されるように、前記挿通口(D)に配置された通気位置から、前記空洞部(I)に向かう第1清掃位置へと移動される構成とされ、これにより前記挿通口(D)に流入した射出成形材料が前記バルブピン(V)によって前記挿通口(D)外へと運搬され、前記バルブピン(V)は、前記第1清掃位置から第2清掃位置へと前記空洞部(I)から離間して移動するように構成され、前記バルブピン(V)に固着している射出成形材料は、前記ハウジング(G)に設けられた除去要素(S)によって前記バルブピン(V)から除去される通気装置に関するものである。本発明は更に、本発明にかかる通気装置(1)を使用することによって射出成形型(F)を通気するための方法に関するものである。 (もっと読む)
LED装置におけるレンズの製造方法およびその装置
【課題】従来の封止工程により製造されたLED製品は封止樹脂材料の熱溶接特性を用いてLEDとレンズとを接合していることから、封止樹脂材料とレンズとの屈折係数における差異によりLEDの集光効率の低下を招いている。また、製造工程においてレンズを覆うための樹脂注入の工程が余分に多くなってしまい、コストが増加するばかりか、LED封止工程の時間が長くなってしまっていた。
【解決手段】LED装置におけるレンズの製造方法であって、フレームを準備し、剥離シートをフレーム上に配置して、レンズパターン装置とフレームとを結合し、液状樹脂材料を注入して、加熱して硬化成型する、工程を含んでいる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
樹脂成形体の製造方法、樹脂成形用金型、樹脂成形体及びインシュレータ
【課題】流動性がよくない樹脂材料を用いても、薄肉の樹脂成形体を良好に製造することができる樹脂成形体の製造方法、この製造方法に適した樹脂成形用金型、この製造方法により得られた樹脂成形体、及びインシュレータを提供する。
【解決手段】金型20は、モータ用コア(ティース11)の外周にインシュレータ12を形成するもので、スライドコア23Sを具える。インシュレータ12は、巻線用の嵌合溝12gを有し、溝12gの凹み部分の厚さが0.5mm以下である。スライドコア23Sは、複数の分割片を組み合わせてなり、溝12gを形成するための凹溝部230及び凸条部231を有し、分割片の合わせ目が凹溝部230に位置するように構成される。分割片の合わせ目をガス抜き通路として利用することで十分にガス抜きが行え、流動性が悪い樹脂を用いても、薄肉の樹脂成形体を良好に製造できる。
(もっと読む)
固定治具、注型装置及び成形装置
【課題】振れ精度に優れた弾性層を軸体の外周面に成形することのできる固定治具、注型装置及び成形装置を提供すること。
【解決手段】成形金型より突出した軸体の両端部をその軸線方向から押圧して前記軸体を挟持する軸体挟持手段10(12及び13)を備えたことを特徴とする固定治具1、並びに、この固定治具1を備えた注型装置及び成形装置。この発明によれば、ローラの軸体を固定することができるから、振れ精度に優れた弾性層を軸体の外周面に成形することができる。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】カウンタープレッシャー工法を使用した発泡樹脂成形品の成形方法並びに成形装置であって、島構造の中接部等、余剰ガスが残留し易い形状部についても完全に抜気することで、発泡樹脂成形品における外観不良を回避する。
【解決手段】可動側金型30と固定側金型40とを型締めして、キャビティCを画成し、ブロー・バキューム機構50からガスをキャビティC内に注入してキャビティCの内圧を高めることで発泡樹脂材料Mの発泡反応を抑え、射出充填後、可動側金型30を寸開操作させるとともに、ブロー・バキューム機構50を通じてキャビティCの余剰ガスを型外に抜気する際、島構造の中接部11等、余剰ガスが残留し易い形状部Aの金型エリアに設定される中接部専用バキューム機構60から抜気することで、発泡反応時におけるキャビティCの内圧を一定に維持することにより外観不良をなくす。
(もっと読む)
型内被覆成形用金型
【課題】均一な空間部を被覆面側金型表面と成形品との間に形成して均一な被覆を行うとともに、型内被覆成形の際において被覆剤の金型外への漏れを防止しごみ等の付着のない被覆成形品を得ることのできる型内被覆成形用金型を提供する。
【解決手段】合成樹脂成形品に、その成形型内で表面被覆を施すために、成形型内に被覆剤を注入する手段を装備してなる合成樹脂成形用の型内被覆成形用金型であって、少なくとも2つに分離可能な雄型と雌型により構成される金型主キャビティとシェアエッジ構造の嵌合部とを有する型内被覆成形用金型において、当該金型の開閉方向に延在するキャビティを全周にわたって設けるとともに、雄型、雌型両型の延在する該キャビティに溝部を設け、被覆面側キャビティの溝部は全周にわたって連続した溝部であることを特徴とする型内被覆成形用金型。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂でなる表層部で覆われた内部の発泡樹脂の発泡の程度を高め、また一次中空成形体で構成される前記表層部の部分的な剛性低下を回避して、外観性、軽量性、剛性に優れた樹脂成形品の提供を課題とする。
【解決手段】樹脂成形品の成形方法は、ソリッド樹脂でパリソンを成形する工程と、成形したパリソンを成形型で挟み内部に気体を吹き込んで所定形状に賦形する工程と、得られた中空成形体を成形型内に残した状態で溶融状態の発泡性樹脂を中空成形体内に射出する工程と、射出後、成形型を所定量開きつつ発泡性樹脂を発泡させて該樹脂を中空成形体内に充填する工程と、前記工程において成形型を所定量開いたことにより中空成形体が延伸された部分Xの表面に、得られた樹脂成形品Aの内部側に没入する凹部Yを形成する工程とを含む。
(もっと読む)
161 - 180 / 370
[ Back to top ]