
Fターム[4F202CU01]の内容
プラスチック等の成形用の型 (108,678) | タイヤ用型、コア (1,668) | 外型 (700)
Fターム[4F202CU01]の下位に属するFターム
Fターム[4F202CU01]に分類される特許
1 - 20 / 250
乗用車用空気入りタイヤの加硫シェーピング方法
【課題】ローカバー下部の剛性が高い場合でもゴム噛みを防止し、外観、品質が良好な乗用車用空気入りタイヤを製造することができる乗用車用空気入りタイヤの加硫シェーピング方法を提供する。
【解決手段】セグメント金型およびサイド金型を含む複数の金型からなる加硫金型を備える加硫装置を用いてローカバーを加硫シェーピングする乗用車用空気入りタイヤの加硫シェーピング方法であって、金型閉工程において、前記セグメント金型の接合面と前記サイド金型の接合面との間の距離がゼロになるまでに、金型閉動作を2〜5秒間一時停止した後、金型閉動作を再開することを特徴とする乗用車用空気入りタイヤの加硫シェーピング方法。
(もっと読む)
空気入りタイヤ及びタイヤ成形用金型
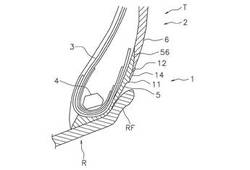
【課題】リムストリップとサイドウォールゴムとの界面及びその付近でのクラック等の製品不良を低減できる空気入りタイヤ及びタイヤ成形用金型を提供する。
【解決手段】リム装着時にリムフランジRFの外周との間隔が一定となるようにタイヤ周方向CDに延びる第1周方向凸条11がビード部1のタイヤ幅方向外側に設けられた空気入りタイヤTにおいて、第1周方向凸条11よりもタイヤ径方向外側又は内側に間隔をおいて、第1周方向凸条11よりも突出高さの低い第2周方向凸条12がタイヤ周方向CDに延設され、かつ第1周方向凸条11と第2周方向凸条12とに連なる第1径方向凸条14がタイヤ径方向に延設されており、リムストリップ5とサイドウォールゴム6との界面56は、第1周方向凸条11と第2周方向凸条12との間でタイヤ外表面に達している。
(もっと読む)
空気入りタイヤの加硫装置および方法

【課題】加硫ブラダの上下温度差を小さくするとともに、加硫ブラダの熱劣化を抑制できるバグウェルタイプの空気入りタイヤの加硫装置および方法を提供する。
【解決手段】グリーンタイヤGを連続加硫する際に、モールド9を開型して閉型する間のドライサイクル中は、バグウェル7の周壁を厚さ方向にすき間をあけて設けた中空部7aに温調媒体Hとして加熱媒体を注入して、バグウェル7に収納している加硫ブラダ2の上下温度差を小さくし、グリーンタイヤGの加硫を長時間停止する長期ドライサイクル中は中空部7aに温調媒体Hとして冷却媒体を注入して、バグウェル7に収納している加硫ブラダ2の温度を下げて冷却する。
(もっと読む)
タイヤ、タイヤの製造方法及びタイヤ成型用金型のブレード
【課題】タイヤ成型用金型に取り付けられてタイヤのサイプを形成するためのブレードの改良により、タイヤのトレッドの踏面にベア不良を生じさせることを防止する。
【解決手段】ブレード10は、タイヤ成型用金型の踏面部に取り付けられ、タイヤの細溝の溝幅に相当する板厚を有する板状であり、この板厚を定める一方の表面11と他方の表面12とを貫通するクロスベント13を備える。このクロスベント13の貫通方向は、板厚方向に対して傾斜している。
(もっと読む)
タイヤ加硫金型
【課題】加硫成形後に金型からタイヤを離型させる際、スピューがベントホール又はベントピースの内周面から受ける抵抗を低減してスピュー切れを抑制できるタイヤ加硫金型を提供する。
【解決手段】タイヤの外表面を成形するタイヤ成形面1aに、加硫成形時にタイヤの外表面とタイヤ成形面1aとの間のエアを排出させるベントホール5が設けられたタイヤ加硫金型において、ベントホール5の内周面、又はベントホール5に嵌入される筒状のベントピース6の内周面に、0.03mm以下のスリット幅のスリット穴が形成されている。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 突起体の付加により加硫工程におけるサイドウォール部のエア溜まりを効果的に抑制して加硫故障を低減すると共に、その突起体を装飾物として活用することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】 タイヤ周方向に延在して環状をなすトレッド部1と、該トレッド部1の両側に配置された一対のサイドウォール部2と、これらサイドウォール部2のタイヤ径方向内側に配置された一対のビード部3を備えた空気入りタイヤTにおいて、少なくとも一方のサイドウォール部2の外面に、サイドウォール部2の表面から突出して互いに交差するように結合された複数本の帯状突起部9aを含み、かつ各帯状突起部9の高さを末端側に向かって徐々に小さくした複数の突起体9を形成し、これら突起体9をタイヤ周上の異なる位置に配置する。
(もっと読む)
タイヤ加硫金型
【課題】ベントホールへ嵌入する際のベントピースの曲がりを抑制できるとともに、スピューの長さを低減できるタイヤ加硫金型を提供する。
【解決手段】タイヤの外表面を成形するタイヤ成形面1aに、加硫成形時にタイヤの外表面とタイヤ成形面1aとの間のエアを排出させるベントホール5が設けられたタイヤ加硫金型において、ベントホール5に鉄系材料からなる筒状のベントピース6が嵌入され、ベントホール5とベントピース6との界面56に、金型本体及びベントピース6よりも軟質の材料からなり、厚みが500μm以下の介在層7が介在されている。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】モールド表面に開口する排気機構のスリットを、簡便に精度よく所定のすき間で形成できるタイヤ加硫用モールドの製造方法およびこの製造方法により製造されるタイヤ加流用モールドを提供する。
【解決手段】表面に凹凸を設けたブレード7の凹部のみを易崩壊性耐火材料からなる被覆層11で被覆した状態にして、このブレード7を石膏鋳型13の表面13aに突出させて配置するとともに、鋳造用耐火材からなる紐状の排気孔形成部材12を、ブレード7に対して被覆層11に接触するように取り付け、この石膏鋳型13の表面13aに溶融金属Mを流し込んでモールドを鋳造した後に、被覆層11を除去してブレード7の凹部にスリットを形成し、排気孔形成部材12を除去することにより排気孔を形成して、スリットをモールドの外部に通じる排気孔と連通させる。
(もっと読む)
タイヤ用加硫金型および自動二輪車用タイヤ
【課題】金型強度を確保し、ショルダー部根元付近やサイドウォール部でのクラックの発生を抑制することができ、さらに、走行性能の低下を抑制することができるタイヤ用加硫金型および自動二輪車用タイヤを提供する。
【解決手段】自動二輪車用タイヤを製造するためのトレッドセグメントと一対のサイドプレートとに分割されたタイヤ用加硫金型であって、前記自動二輪車用タイヤのショルダーブロックとサイドウォール部との間につなぎ部が形成され、かつタイヤ外側に凸となるようにトレッド部の溝底ラインを湾曲させるキャビティーを有し、トレッドセグメントとサイドプレートとの割り位置が、つなぎ部の外表面上に位置し、さらに、所定の条件を満足するように形成されているタイヤ用加硫金型。
(もっと読む)
マスターモデルの製作方法
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
タイヤ加硫機およびタイヤ加硫方法
【課題】加硫時間を短縮し、稼働効率を向上させることができるようにする。
【解決手段】媒体供給路25から媒体流通経路20に供給する窒素ガスを、シースヒータ43で予め所定温度まで加熱し、保温しておく。加硫時に媒体供給路25から媒体流通経路20に供給される窒素ガスは、昇温された状態で媒体流通経路20に流入するので、媒体流通経路20に供給された窒素ガスによって、媒体流通経路20を流通する窒素ガスの温度が低下するのが抑制される。
(もっと読む)
空気入りタイヤ及び空気入りタイヤの製造方法
【課題】空気入りタイヤの転がり抵抗を低減する構造を提供すること。
【解決手段】空気入りタイヤ1は、円筒形状かつ金属であって、少なくとも径方向の外側面が粗面である環状構造体10と、環状構造体10の外側に、環状構造体10の周方向に向かって設けられてトレッド部となるトレッドゴム層11と、ゴムで被覆された繊維を有し、環状構造体10とトレッドゴム層11とを含む円筒形状の構造体2の中心軸(Y軸)と平行な方向における両側2Sに少なくとも設けられるカーカス部12と、を含む。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 エアシール性を十分に確保しながらリム組み作業性を改善することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】タイヤ周方向に延在して環状をなすトレッド部1と、該トレッド部1の両側に配置された一対のサイドウォール部2と、これらサイドウォール部2のタイヤ径方向内側に配置された一対のビード部3を備えた空気入りタイヤTにおいて、少なくとも一方のビード部3のヒールに面取り部4を形成し、該面取り部4の深さをタイヤ周方向に沿って徐々に変化させる。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いるものであって、該空気入りタイヤは、インナーライナーを内面に備え、該インナーライナーは、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層を含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
タイヤ製造装置およびタイヤ製造方法ならびにそれに用いるタイヤ加硫成形用ブラダー
【課題】グリーンタイヤの内面とブラダーとの間に残存したエアを効果的に排出できるタイヤ製造装置、タイヤ製造方法、タイヤ加硫成形用ブラダーを提供すること。
【解決手段】ブラダー14は、トレッド部成形領域1402、サイドウォール部成形領域1404、ビード部成形領域1406、取り付け部領域1408を有している。ビード部成形領域1406を構成するブラダー14の厚さは、トレッド部成形領域1402、サイドウォール部成形領域1404を構成するブラダー14の厚さに比べて大きい。ビード部成形領域1406を構成するブラダー14の厚さは、取り付け部領域1408側に近づくにつれて次第に大きくなる。取り付け部領域1408側のビード部成形領域1406の端部を構成するブラダー14の厚さは、ブラダー14の断面高さHの65〜95%の範囲に位置するブラダー14の厚さに比べて1.4〜2.0倍の寸法で形成されている。
(もっと読む)
タイヤ用モールド
【課題】ブロックがしっかりと固定され、使用後でも分解可能なモールドの提供。
【解決手段】内面にキャビティ面7が形成されたタイヤ用モールド1であって、並列された複数の板状のピースを有するブロック6と、このブロック6が装着されうる凹所27を有するホルダ5と、この凹所27に嵌合されたブロック6を、凹所27に対して着脱可能に固定する固定機構とを備えており、この固定機構が、上記ブロック6の表面に各ピースを貫通する方向に形成されたキー溝と、上記凹所27の内面に配置される、上記キー溝に係合するキー36、37とを有しており、上記キー溝にキー36、37が係合することにより、ブロック6が凹所27の内面から離脱自在になることが阻止される。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法を提供する。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さが0.05mm〜0.6mmの第1層と、エポキシ化スチレン−ブタジエン−スチレントリブロック共重合体からなる厚さが0.01mm〜0.3mmの第2層とからなるポリマー積層体を準備する工程と、前記ポリマー積層体をタイヤ内側にインナーライナーとして貼設した生タイヤを成形する工程と、前記生タイヤを金型に配置し、ブラダーで加圧しつつタイヤを加硫する工程と、加硫されたタイヤを50〜120℃で10〜300秒間冷却する工程とを含む空気入りタイヤの製造方法。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】モールドに埋設される筒状体を用いて、排気機構として機能する微小すき間を別工程で形成することなく、モールドの鋳造とともに形成できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】板状体の両端部を突き合わせて形成した筒状体7を、その突き合わせた両端部7bが石膏鋳型16の表面16aに接するように配置した後、この石膏鋳型16の表面16aに溶融金属Mを流し込んで筒状体7を埋設したモールドを鋳造し、この鋳造の際の熱によって、突き合わせた両端部7bを開口させて微小すき間を形成して、この微小すき間をモールドのタイヤ成形面に露出させる。
(もっと読む)
1 - 20 / 250
[ Back to top ]