
Fターム[4F203DA03]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 適用成形技術 (1,276) | 圧縮成形 (18)
Fターム[4F203DA03]に分類される特許
1 - 18 / 18
複合部品の電磁誘導圧密化のための装置と方法
【課題】熱可塑性複合部品を電磁誘導により圧密化するための装置と方法を提供する。
【解決手段】熱可塑性複合部品24を電磁誘導により圧密化する装置は、ベースマンドレル9と、該ベースマンドレルによって担持された、特定のキュリー温度を有する強磁性ベースマンドレル表面板21を含んでいる。該ベースマンドレル表面板は、該熱可塑性複合部品を支持し、周囲圧力により該ベースマンドレル表面板に対して該熱可塑性複合部品を圧密化する。少なくとも一の磁気誘導コイル14が該ベースマンドレルに設けられる。
(もっと読む)
成形品の製造方法および成形品

【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
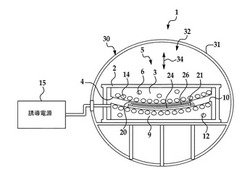
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
積層ゴムの蒸気穴配置決定方法
【課題】加硫時間を短縮することができる蒸気穴の配置を決定することができる積層ゴムの蒸気穴配置決定方法を提供する。
【解決手段】複数の蒸気穴の位置を定めるためのパラメータの初期値を設定し(104)、設定されたパラメータに基づいて定められる位置に複数の蒸気穴が形成された積層ゴムを有限個の要素に分割したFEMモデルを生成する(106)。生成されたFEMモデルに加硫条件を与えて伝熱解析して、FEMモデルの各ゴム部材を構成する各要素の温度の時間変化を予測し(108)、最遅部が所定温度に到達するまでの到達時間を求める(110)。最適化の終了条件を満たしていない場合(112)、蒸気穴の位置を定めるパラメータを変更し(114)、上記の処理を繰り返し行う。
(もっと読む)
積層ゴムの加硫後物性シミュレーション方法
【課題】大変形時の加硫後の積層ゴムの物性を予測することができるシミュレーション方法を提供する。
【解決手段】2枚の鉄板でゴム部材を挟持した試験体を作製し(100)、これを種々の温度履歴で加硫して得られた試験体の加硫度と加硫後の剪断弾性率とを求めて(102)、ゴム部材の加硫後の物性パラメータを近似した、温度と加硫度とをパラメータとする物性パラメータ関数を作成する(106)。3次元FEMモデルに加硫条件を与えて伝熱解析して、各要素の温度と加硫度との時間変化をそれぞれ予測し(110、112)、各要素について求められたゴム部材の要素の温度と加硫度の予測値をパラメータとして物性パラメータ関数に与えて算出される物性パラメータを、3次元FEMモデルのゴム部材を構成する各要素に与えると共に(114)、境界条件を与えて構造解析を行って、ゴム部材の各要素の物性値を推定する(116)。
(もっと読む)
加硫装置
【課題】
ゴム材料の射出が完了した複数の金型を積み重ねて加硫を行なう加硫装置において、加硫後のゴム材料の品質ばらつきを低減することである。
【解決手段】
それぞれ内部に電気ヒータを有する金型30a〜30cを積み重ねた積層金型26と、金型30a〜30cの表面に設けられたヒータ側電気接点に給電側電気接点を押圧して接続する接続ユニット40a〜40cとを有する。
(もっと読む)
耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法
【課題】化石資源に代わるカーボンニュートラルを目指した天然樹脂の耐熱性、耐衝撃性、耐加水分解性、成形性などの機能的欠点を克服し、天然の自然物のみを原料としながら簡便な製造方法によって、250℃以上の耐熱性と耐熱膨張性及び、高温環境での反りをも抑制し、なおかつ軽量で強度もある耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法の提供を行う。
【解決手段】天然繊維による織布とガラス質微小中空球体を含有した天然ゴムからなる芯材及び補強材と、ガラス質微小中空球体を含有したエボナイトからなる表層材で構成された積層体であり、エボナイトの絶縁性、耐候性、耐酸性、耐アルカリ性、機械的強度と、ガラス質微小中空球体の軽量性、耐熱性、耐熱膨張性、天然繊維の軽量性、強度、衝撃性の機能を有し、耐熱性と耐熱膨張性に優れ、高温環境下での反りも少ない耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法の提供を行う。
(もっと読む)
板状体加熱装置
【課題】加熱ムラをなくし、加熱時間を短縮して生産性を向上させた板状体加熱装置を提供する。
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する予備加熱装置50であって、過熱水蒸気Sを生成する過熱装置35と、過熱装置35から延出してなる主配管54A1,54A2、54B1,54B2と、主配管54A1,54A2、54B1,54B2から分岐してなる複数の噴出部配管52と、噴出部配管52に配設され、過熱水蒸気Sを板状体Wの板面に向けて噴出する複数の噴出部51と、を備えている。一対の主配管54A1,54A2、54B1,54B2の間を板状体Wが通過するように構成され、一対の主配管54A1,54A2、54B1,54B2のうち一方は板状体Wの搬送方向の上流側に配され、他方は板状体Wの搬送方向の下流側に配されている。
(もっと読む)
金属/エラストマー複合材及びその製造方法
【課題】設計の自由度が高く、種々の用途への展開が可能な金属/エラストマー複合材及びその製造方法を提供する。
【解決手段】金属/エラストマー複合材10は、連続孔を有するスポンジ状金属多孔質体11がエラストマーのマトリクス12に埋設されている。スポンジ状金属多孔質体11の連続孔にマトリクス12を構成するエラストマーが含浸している。
(もっと読む)
多孔質合成樹脂製成形体の製造方法
【課題】生産性に富んだ、浸透印面などに用いて好ましい多孔質合成樹脂製成形体の製造方法を提供する。
【解決手段】基材である熱可塑性樹脂組成物に、水溶性化合物からなる粒状多孔形成体と、多価アルコールからなる多孔形成助剤と、有機過酸化物からなる架橋剤とを混合して成形材料を得る混合工程ST1と、前記成形材料を成形型に注入し、140〜170℃×4〜10分の熱プレス成形を行って架橋反応と印面の成形加工とを同時に進行させて成形物を得る架橋成形工程ST2と、前記架橋成形工程で得られた成形物から前記粒状多孔成形体を抽出して多孔質成形体を得る抽出工程ST3と、前記抽出工程で得られた多孔質成形体を乾燥させる乾燥工程ST4と、を備える。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
板状ゴム製品の加硫成形方法および板状ゴム製品
【課題】板状の未加硫ゴムの表面に不織布を貼り付けて加硫成形する際の不織布の貼り付け作業性を改善するとともに、加硫成形した後の板状ゴム製品において不織布の剥離を抑えられる板状ゴム製品の加硫成形方法および板状ゴム製品を提供する。
【解決手段】見かけの嵩密度が0.2g/cm3〜3.0g/cm3の不織布7を上カバーゴム1および下カバーゴム2の表面に貼り付けた未加硫のゴム成形体9を成形し、このゴム成形体9を加硫金型の上型11および下型12によって押圧しつつ加熱することにより、不織布7の繊維の隙間に未加硫ゴムを混入させるとともに未加硫ゴムを加硫し、これにより加硫成形された板状ゴム製品の表面に不織布7を埋設した状態にする。
(もっと読む)
クリーニングローラの製造方法
【課題】クリーニングローラに対する清浄効果を損じることなく、該クリーニングローラを構成するメラミン樹脂発泡体におけるピンホールによる歩留りを改善した、芯金の表面にメラミン樹脂発泡体を有する、クリーニングローラの製造方法を低コストで提供する。
【解決手段】芯金11の表面にメラミン樹脂発泡体12を有するクリーニングローラ13の製造方法において、芯金11の表面にメラミン樹脂発泡体12を有するクリーニングローラ13を円筒状金型14内に圧入し、前記メラミン樹脂発泡体12を加熱された液体で熱処理して、前記メラミン樹脂発泡体12中に発生したピンホールを縮小させる。前記熱処理は、好ましくは、80〜200℃に加熱された液体で10〜30分間行われる。前記加熱された液体は、好ましくは、熱水である。
(もっと読む)
ゴム引布の成形方法、ダイヤフラムの製造方法
【課題】 ゴム引布の基布を構成する繊維の縦方向及び横方向の各特性の変動の影響を受けないゴム引布の成形方法、ダイヤフラムの製造方法の提供。
【解決手段】 基布の両面にゴムを塗設及び圧縮して3層構造に積層したゴム引布の連続ロールを切断してシート体7を得る切断工程と、切断された複数枚のシート体を載置板8上に重ねて載置して一次加硫する一次加硫工程と、一次加硫工程後のシート体を、一枚ずつ成形金型に装填し、加熱しつつ加圧して、シート体に対する二次加硫とプレス成形とを同時に行うプレス二次加硫工程とを備える。
(もっと読む)
シリコーンゴム成形物品の製造方法及びこれに用いる付加硬化型液状シリコーンゴム組成物
【解決手段】(A)一分子中に少なくとも2個のケイ素原子と結合したアルケニル基を含有するオルガノポリシロキサン、
(B)BET法による比表面積が150m2/g以上であるヒュームドシリカ、
(C)付加反応触媒、
(D)Si−H基含有量が5×10-3mol/g以上であるオルガノハイドロジェンポリシロキサン
を主成分としてなる付加硬化型液状シリコーンゴム組成物を120〜200℃で1次加硫した後、150〜200℃で2次加硫することからなる、JIS−K6249のデュロメーターA硬度計による1次加硫後及び2次加硫後の硬度がそれぞれ15〜40であり、1次加硫後と2次加硫後の硬度差が2度以内であるシリコーンゴム成形物品の製造方法。
【効果】本発明のシリコーンゴム成形物品の製造方法及び該製造方法に用いられるシリコーンゴム組成物は、ゴム成形品の品質安定化に寄与し、成形品信頼性の向上に寄与することができるものである。
(もっと読む)
単一加熱サイクルで2つ以上の異なる成形性材料から成形品を作るための方法
単一の加熱または成形サイクルで異なる成形温度を有する2つ以上の異なる成形性材料から成形品を作るための方法。成形性材料のうち1つ(20、120)が基準材料として選択され、残りの成形性材料(22、122)は、成形性材料の全てが実質的に同時にそれぞれの成形温度に達するように改変される。残りの成形性材料(22、122)の各々は、成形性材料の力率を調整するようにこれと適切な量の添加剤を混合することによって改変されることが望ましい。その後成形性材料全てが流動成形装置(10、110)に入れられ、成形品を成形するために成形性材料を横切る交番誘電電界が与えられる。  (もっと読む)
(もっと読む)
複合材料からサンドイッチパネルコアを製造するための方法
本発明は、薄板状の複合材料から作成されるコルゲート構造体の製造技術として最も一般的な態様で定義されうるものであり、かつ航空機製造業、造船業および建設ユニットで用いられるサンドイッチパネルの製造方法として用いられてもよい。サンドイッチパネルコアを複合材料から製造するための方法は、強化材料からブランクを配置し、ブランクをバインダに含浸することでプリプレグを得ること、熱間圧縮しながらバインダを焼入硬化し、コア稜部の形状を有し、かつ互いにいくらか離間して分離された一組の比較的剛性な部分の形状で平坦な半完成ブランクを得ること、半完成ブランクを変形したのち、必要な形状を有するコアリリーフを得ること、施したバインダを最終的に焼入硬化すること、を含む。さらに、かかる方法は強化材料がブランクの表面全体にわたりバインダに含浸され、得られたプリプレグ内のバインダを焼入硬化するための熱供給は部分の範囲内でなされ、部分間のプリプレグ区間に沿って焼入硬化工程を減速する条件を形成することを含む。熱間圧縮過程でコア稜部の形状を有する部分間のプリプレグ区間の幅が設けられ、幅はコア成型時にこれらの部分で曲げられるブランク材料の径の2倍値以上である。
 (もっと読む)
(もっと読む)
磁化性熱可塑性エラストマー
熱可塑性ポリマー(例えば熱可塑性エラストマー)、硬化エラストマー性ポリマー材料(例えば熱硬化エラストマー)、および磁化性(フェライト)粉末の混合物から磁化性材料が比較的高い充填率であることを特徴とする熱可塑性エラストマーが得られる。この混合磁化性熱可塑性エラストマー組成物は、その硬化は任意に行われるが、これから磁気部品成形での成形特性が良好であると同時に強靱な材料特性が得られる。この材料は、エンコーダでの磁気標的ホイールにとって有利である。 (もっと読む)
1 - 18 / 18
[ Back to top ]