
Fターム[4F204AA29]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリアミド(←蛋白質、ナイロン) (130)
Fターム[4F204AA29]の下位に属するFターム
全芳香族ポリアミド (13)
Fターム[4F204AA29]に分類される特許
101 - 117 / 117
プラスチック部品を製造するための方法と、このプラスチック部品を有する装置
【課題】特殊プラスチックの利用に比べて費用削減を達成することのできるプラスチック部品製造方法と、この方法で製造されたプラスチック部品を含む装置を提供する。
【解決手段】プラスチック部品製造方法において、プラスチック成形材料が溶融温度以上の成形温度に加熱され、プラスチック成形材料が溶融温度以上で熱間成形可能であり、成形温度にあるプラスチック成形材料が成形部品へと成形され、成形部品の温度がプラスチックの種類に依存した転換温度に調整され、この転換温度が溶融温度よりも低く、限定された転換時間の間、成形部品が転換温度に放置される。
(もっと読む)
フック板の製造システムおよび方法
フックが配されたベッドを有する基体を製造するためのシステムおよび方法であり、特に拡大形状の頭部を持ったフックを有するフック板を製造するためのシステムである。このシステムは、加熱された概ね平らなコイニング板と、フック板の下に配される弾性層と、コイニング板とコイニングされるステムの先端との間に配される形成シートとの使用を含むことができる。 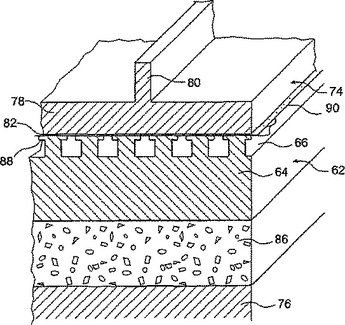 (もっと読む)
(もっと読む)
ゲルコート強化複合材

【課題】
ゲルコート物品を形成する方法。
【解決手段】
本方法では、強化熱可塑性基材シートを所望の形状に熱成形する。こうして得られた所望の形状体は少なくともその表面にある残留空隙率を有している。この所望の形状体をゲルコーティング材料と共に成形して前記ゲルコーティング材料と所望の形状体との間に接着性結合を形成する。ここで、前記ゲルコーティング材料は所望の形状体中に浸透し、硬化してその形状体と機械的結合を形成する。
(もっと読む)
ポリアミド樹脂成形体の製造方法およびポリアミド樹脂組成物

【課題】重合性ラクタム液を金型内で重合させて成形を行う注型ポリアミド樹脂成形体の製造に関して、重合収縮によるひけを防止するために重合中に加圧部材で加圧しながら成形する方法で、原料と金型のフリクションにより加圧が不足しボイドなどの不良が発生するのを防止したポリアミド樹脂成形体の製造方法を提供する。
【解決手段】実質上無水のラクタムに少なくともアニオン重合触媒とアニオン重合開始剤とを加えた重合性ラクタム液を型内のキャビティ13に注型し、加圧部材24を開口に挿入するとともに加圧・加熱して重合するポリアミド樹脂成形体の製造方法において、重合性ラクタムに外部滑剤を配合した。
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する環状アミドの開環重合
金属アミド種が環状アミドの開環重合を触媒することが見出された。この反応は高度な真空または高度に反応性である活性化種を必要とせず、そして高温で実行可能である。 (もっと読む)
多方向繊維強化熱可塑性樹脂板及びその製造法並びに製造システムと加圧成形装置
【課題】 この発明は、熱可塑性合成樹脂を含浸させた繊維強化板を製造することを目的としたものである。
【解決手段】 この発明は、強化繊維束を熱可塑性合成樹脂繊維で被覆した複合組紐又は複合撚紐を並列し、該並列繊維を縦方向、横方向、斜方向に積層して一体状の繊維シートとし、該繊維シートの単数シート又は複数シートを加熱、加圧して前記熱可塑性合成樹脂繊維を溶融し、強化繊維入りの板状に成形したことを特徴とする多方向繊維強化熱可塑性樹脂板により目的を達成した。
(もっと読む)
樹脂製歯車
【課題】
高面圧で使用してもギア部が摩耗するおそれのない電動パワーステアリング装置等に使用される樹脂製歯車の提供。
【解決手段】
芯金の外周に一体的に設けられ且つ歯が形成された樹脂部から構成される樹脂製歯車において、前記樹脂部が、マトリックス樹脂組成物と強化材であるアラミド繊維連続シートとを含むと共に、前記アラミド繊維連続シートを所定の円柱体に所定の複数層で重ねて巻き付けた後マトリックス樹脂組成物液を含侵してから、成形した環状形状体であることを特徴とする。
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
繊維強化複合材料の製造方法および繊維強化複合材料ならびにそれを用いた一体化構造部材
【課題】別の部材と容易にかつ強固に接着させることのできる、連続強化繊維基材を用いたRTM成形による繊維強化複合材料の製造方法および連続強化繊維基材に関する
【解決手段】連続強化繊維基材の表面の少なくとも一部分に熱可塑性樹脂を主成分とする熱可塑性基材を配置する積層工程と、前記熱可塑性基材を溶融させ連続強化繊維基材表面に熱可塑性樹脂の被膜を形成させる予熱工程と、熱硬化性樹脂の注入・硬化反応させる硬化工程とを含む繊維強化複合材料の製造方法である。また連続強化繊維からなる基材の表面の少なくとも一部分に熱可塑性樹脂の被膜が形成されている連続強化繊維基材であって、連続強化繊維基材から得られる成形品の表面に熱可塑性樹脂の層を形成させるための複合材料表層用連続強化繊維基材である。
(もっと読む)
FRP構造体
【課題】高剛性、軽量性を備えながら高いX線透過性を有するとともに、制振性に優れたFRP構造を提供し、X線機器用部材等に好適なFRP構造体を提供する。
【解決手段】次の構成要素[A]、[B]、[C]を含み、構成要素[B]の片側に厚みが5〜200μmの構成要素[C]、もう一方の側に構成要素[A]となる積層構成を有し、かつFRP構造体の中立面が[A]の内部にあることを特徴とするFRP構造体。
[A]熱可塑性樹脂発泡体層
[B]連続炭素繊維を強化繊維とするFRP層
[C]シート状樹脂層
(もっと読む)
燃料電池セパレータの製造方法およびその製造用金型
【課題】セパレータの品質向上と生産性向上、製造コスト低減を同時に実現する燃料電池セパレータの製造方法およびその製造用金型を提供する。
【解決手段】金型10は、圧縮成形タイプであり、下金型16には、成形されるセパレータに形成されるガス通路とされる孔28に対応する位置に孔20が形成される。この孔20に挿脱可能にピン24が挿入される。粉体等の流動性を有する材料を供給する前は、ピン24を、製品を成形する箇所18から後退させて孔20の内部に収容しておき、あるいは、ピン24の先端部を、製品を成形する箇所18に突出させておく。材料26の供給を開始した後、材料26内にピン24を進入させて材料26に孔28を形成し、成形を行う。
(もっと読む)
熱可塑性成形プロセス及び装置
方法は、熱可塑性材料を加熱して、繊維と配合するための溶融した熱可塑性材料を作ることを含む。溶融した熱可塑性材料を繊維と配合して、重量濃度の繊維を有する溶融した複合材料を作る。次いで、別々に制御された材料を供給する動的ダイを通して溶融した複合材料を押し出し、下部モールドの上に重力降下させる。下部モールドは、下部モールド及び上部モールドのモールドキャビティに合う所定量の溶融した複合材料を下部モールド上に堆積させるために、複合材料の流れを受け取りながら空間的及び時間的に移動させることができる。上部モールドを所定量の溶融した複合材料に押し付けて下部モールドの上に閉じ、物品を形成することができる。 (もっと読む)
着色シリコーンヒドロゲルレンズ製造用硬化性着色インク
本発明は、着色シリコーンヒドロゲルコンタクトレンズを製造するための化学線または熱硬化性インクを提供する。本発明のインクは、少なくとも一種の着色剤、溶媒、およびエチレン性不飽和基と少なくとも一種のシリコーン含有ビニルモノマーもしくはビニルマクロマーに由来するセグメントとを含むバインダーポリマーを含む。本発明のインクは、化学線または熱硬化させてシリコーンヒドロゲルコンタクトレンズ上に着色塗膜を形成する能力を有することを特徴とし、着色塗膜は、コンタクトレンズのレンズ材料に共有結合することなく、シリコーンヒドロゲルコンタクトレンズへの良好な付着性を有する。本発明は、また、着色シリコーンヒドロゲルコンタクトレンズの製造方法も提供する。 (もっと読む)
多層構造体
本発明は、合成樹脂から作製され、かつ頂面(2)と、縁(3と、5)と、前記頂面(2)の表面と基本的に同一の表面を有する底面(4)により形成され多層構造体(1)に関し、前記構造体は、面(2と、4)と縁(3と、5)を有する第一の層(6)と、面(2と、4)と縁(3と、5)との間に配置され、かつ前記面(2と、4)の表面と少なくとも同等の表面を有する第二の層(7)と;を具備している。本発明は、前記第二の層(7)が、少なくとも一つのジグザグ形の二重折り曲げ部を形成することを特徴とする。 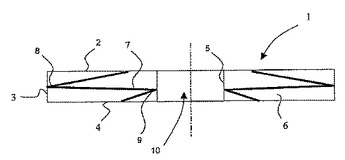 (もっと読む)
(もっと読む)
多層合成物体
本発明は、厚みEを有する壁を形成し、また物体構造を形成し、かつその容積の少なくとも80%を構成する第一の樹脂と、第一の型の樹脂中に別々に封入される少なくとも二つの機能層を形成する第二の樹脂を具備する多層軸対称の物体に関する。独創的な多層構造体は、(a)機能層が物体の別々の部分に配分されることと、(b)機能層が物体の対称軸上で心出しされた回転体を形成することと、(c)二つの機能層が前記壁に垂直な方向において一部重複されることを特徴とする。 (もっと読む)
多層ドーズ
本発明は、圧縮成型により多層物体を作製するための多層の合成樹脂製ドーズに関し、前記ドーズは、対称軸を具備し、かつ第一の合成樹脂(2)と、前記対称軸の周囲に形成される回転体の外部シェルを形成し、また対称軸に平行な方向に配置される二つの端部を具備する少なくとも一つの合成樹脂の薄い機能層(3)から成る。独創的ドーズは、機能層(3)が、第一の合成樹脂(2)中に全体的に、もしくは一つ以上の端部が前記第一の樹脂(2)中に封入されるように、封入されることを特徴とする。  (もっと読む)
(もっと読む)
フォーム積層体製品及びその製造方法
一対の対向する主表面及び各主表面に対し確保されたカバー層を包含する積層体製品が記載されている。カバー層は本質的にファイバーグラスを含まず、内に配置した複数の多孔性材料層を有する重合体基質を包含する。積層体製品における強化材料としてファイバーグラス(及びASTMD5034に従って測定したときに約0.5GPa以上の引張りモジュラスを有する他のシート材料)の使用はファイバーグラスの代りに多孔性材料層を用いることによって避けることができる。本発明の好ましい態様では、多孔性材料層はファイバーグラスマットより小さい引張りモジュラスを有するが極めて高い強度特性を有するフォーム積層体製品を製造するために用い得る。 (もっと読む)
101 - 117 / 117
[ Back to top ]