
Fターム[4F204AA29]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリアミド(←蛋白質、ナイロン) (130)
Fターム[4F204AA29]の下位に属するFターム
全芳香族ポリアミド (13)
Fターム[4F204AA29]に分類される特許
61 - 80 / 117
熱可塑性樹脂複合材料成形品の成形方法
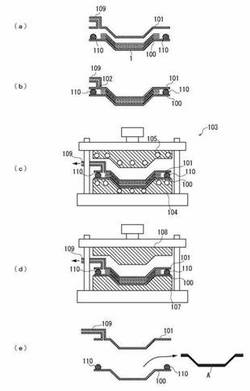
【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
プラスチック材料からの成形品の製造方法

混入繊維で強化されたプラスチック輪郭体に基づいた成形品の製造方法において、プラスチック輪郭体は加熱されて、それぞれ外型や内型によって変形され、そのプラスチック輪郭体が好ましくは長手方向にストラップ状領域を備え、そのストラップ状領域は比較的硬質であり、かつプラスチック母材の変形温度においてプラスチック母材自体よりも可撓性が低いので、繊維の横方向の波状の変位を妨げる。 (もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げることにより、横断面に少なくとも一つ以上の屈曲部を有する柱状の部材を所望の型に賦形したのちに加熱硬化させるドレープ成形方法において、大型の部材を良質に成形するドレープ成形条件を簡易に特定できる手段を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に少なくとも一つ以上の屈曲部を有する柱状に賦形したのちに加熱硬化させるドレープ成形方法であって、積層に要する間の熱履歴を与えた、プリプレグに使用しているマトリックス樹脂の粘度を測定し、該マトリックス樹脂の粘度が100Pa・s以上1000Pa・s以下となる温度を特定し、該温度にてプリプレグ積層体を賦形することを特徴とするドレープ成形方法。
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
シート材の樹脂成形方法
【課題】本発明は、表面形状が変形又は破損しやすいシート材の表面形状を損なうことなく樹脂封止して成形することが可能なシート材の樹脂成形方法を提供することを目的とするものである。
【解決手段】上面に凹部が形成された基板材1を成形し、形成された凹部にシート材3を収容してその上面に前処理用樹脂材料を付与する。付与方法としては、液状の樹脂材料をスプレーにより均一に散布して付与したり、上面を樹脂フィルムで被覆して加熱により融解して付与する。前処理用樹脂材料が付与されたシート材3の上面を含む下型10の上面全体に面方向に沿って封止用樹脂材料を流入させて充填する。充填した樹脂材料を固化させてシート材3を両側から樹脂封止する。
(もっと読む)
複合材料の二段成形方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合材料の二段成形方法を提供する。
【解決手段】 60〜85重量%の繊維原料、無機原料または金属原料に対し40〜15重量%の熱可塑性樹脂を混練して固化した素材を破砕して複合中間原料を用意する工程と、該複合中間原料を空気流を用いて押し込み及び/又は減圧吸引して所定の成形型中に充填する工程と、成形型内に密集した複合中間原料を加熱加圧して圧縮一体化する工程を備える。
(もっと読む)
繊維強化プラスチックおよびその製造方法
【課題】本発明は、3次元形状等を有する複雑形状であっても、優れた取扱性・樹脂含浸性・賦形性を有し、力学特性および品位の優れた繊維強化プラスチックおよび該繊維強化プラスチックを効率よく得ることができる製造方法を提供せんとするものである。
【解決手段】多数本の連続の強化繊維糸条が並行に配列されたシートを少なくとも2枚、該強化繊維糸条が交差するように、かつ、熱可塑性樹脂(A)からなる布帛状体が少なくとも前記シート間に配置されて積層体を構成し、該積層体が熱可塑性樹脂(B)からなるステッチ糸または熱可塑性樹脂(A)により一体化された多軸成形材料を成形してなる繊維強化プラスチックと、単繊維状でかつ不連続の強化繊維が熱可塑性樹脂(C)中にランダムに分散された繊維強化熱可塑性樹脂基材を成形してなる繊維強化プラスチックとを、熱可塑性樹脂(A)と熱可塑性樹脂(C)が連続した形態で一体化する。
(もっと読む)
繊維強化熱可塑性プラスチック用多軸基材および成形体
【課題】組成変動なしに、機械的強度に優れた成形体を簡便に製造可能で、しかも基材自体の製造も簡便な繊維強化プラスチック用多軸基材を提供すること。機械的強度に優れ、しかも製造が簡便な繊維強化プラスチック成形体を提供すること。
【解決手段】強化繊維を引き揃えた強化繊維層(1a、1b)と熱可塑性樹脂繊維からなる不織布層(2a、2b、2c)とが交互に積層され、最上層(2a)および最下層(2c)が熱可塑性樹脂繊維不織布層である繊維強化熱可塑性プラスチック用多軸基材であって、強化繊維層を2層以上有し、ステッチ糸3により編成されている多軸基材、および該多軸基材を加熱・加圧成形してなる成形体。
(もっと読む)
半導電性ポリイミド系無端管状フイルムの製造方法
【課題】よりバラツキのない安定した電気抵抗とより平滑な裏表面を有する半導電性ポリイミド系無端管状フイルムを提供すること。
【解決手段】以下の工程を含む半導電性ポリアミド系無端管状フイルムの製造方法:(1)ポリアミド酸と導電性カーボンブラックと、ポリアミド酸に対して0.5〜3.5重量%重量%のpKb≧5の塩基性有機化合物とを主成分とする成形原液を、角速度4〜6rad/sの回転速度下にある金属製円筒体内に噴霧状で成形・供給する工程;及び(2)前記成形原液が供給された金属製円筒体を加熱する工程。
(もっと読む)
シートおよびその製造方法
【課題】2P法を用いるシートの製造において、生産性が良く気泡混入のないシートおよびその製造方法を提供することを目的とする。
【解決手段】2P法を用いるシートの製造工程のうち、同心円状の微細凹凸形状を有する成形型上に紫外線硬化型樹脂を塗布する塗布工程において、成形型上の一領域もしくは複数領域に、紫外線硬化型樹脂を注入し、前記領域の円周方向にスムージングを行い平面化し、その後成形型の全面について、前記樹脂を注入した後に、前記樹脂をスムージングしていない領域もしくは成形型上全面について、スムージングを行い平面化する工程による製造方法。
(もっと読む)
繊維強化樹脂複合材料の製造方法
【課題】製造が効率的であるとともに、表面に焦げなどができず、表面品位に優れ、高強度かつ衝撃吸収性に優れる、繊維強化樹脂複合材料の製造方法を提供する。
【解決手段】補強用繊維と樹脂とからなる繊維強化樹脂複合材料において、補強用繊維に樹脂を含浸させて一体化させる際の加熱手段として、高周波誘導加熱装置を用いることを特徴とする繊維強化樹脂複合材料の製造方法。
(もっと読む)
ポリアミド樹脂板状成形体の製造方法及び製造装置
【課題】成形体の底部に限らず全体のヒケやボイドといった問題を解消することができるとともに気泡も発生しにくく、しかも一度に二枚の板状成形体を製造することができるポリアミド樹脂板状成形体の製造方法及び製造装置を提供する。
【解決手段】重合性ラクタム液を型内に注型して重合することによりポリアミド樹脂板状成形体を製造する方法において、凹V字形状の第1型面3を有する下型1と、該第1型面3に適合する凸V字形状の第2型面4を有する上型を用い、該上型2を下型1との間に所定間隔をもって配置することで第1型面3と第2型面4との間にキャビティCを形成し、該キャビティC内の重合性ラクタム液の重合を進行させ重合が十分に進行した時点で上型2にて重合性ラクタム液の加圧を開始し加圧下で更に重合を続け、重合が完了した後、上型2と下型1を分離して成形体5を脱型する。
(もっと読む)
成形吸音材
【課題】 塩化ビニル系樹脂により裏打ちされたカーペットの回収品及びカーペット製造時に発生する端材からなるカーペット廃材から、道路騒音を低減する吸音材として有効な成形吸音材の効率的な製造方法及びその成形吸音材の施工方法を提供する。
【解決手段】 塩化ビニル系樹脂により裏打ちされたカーペット廃材を粉砕後、粒径が3mm以下の樹脂裏打ち層を主成分とする粉砕物の含有量が30重量%以下となるように除去した粉砕物(イ)、及び/又は、粒径が1mm以下の微粉の含有量が5重量%以下となるように除去した粉砕物(ロ)と、芯鞘型合成繊維(ハ)及び/又は低融点合成繊維(ニ)を混合して配合物を得、さらに好ましくは、該配合物に水を混合後、高周波又はマイクロ波誘電加熱により加熱、加圧成形して吸音性、耐水性に優れた成形吸音材を得る。
(もっと読む)
発泡耐熱容器の製造方法
【課題】結晶性樹脂発泡シート材を用い、耐熱性と断熱性及び外観の光沢性を備え、見た目の見栄えがよく、収納した食品を電子レンジで直接加熱が可能となる商品価値の優れた容器を得ることができる発泡耐熱容器の製造方法を提供する。
【解決手段】凹型11と凸型12の嵌り合い成形隙間aを、成形に用いる結晶性樹脂発泡シート材Aの厚み以下に設定し、加熱させた凹型11と凸型12で結晶性樹脂発泡シート材Aを両面から挟んでプレス成形した際、凸型12を凹型11と同温もしくは高温に設定し、凹型11と凸型12に設けた吸引口19、20で結晶性樹脂発泡シート材Aを吸引して凹型11と凸型12の両面に密着させることにより結晶化を行い、成形後に、吸引を停止させた凸型12を先行で離型させて凹型11は吸引状態を継続することで成形品の表面を冷やし、吸引を停止して凹型11から成形品を離型する。
(もっと読む)
プレス成型金型および成型方法
【課題】画像形成装置において用いられる機能部材である現像剤量規制ブレード、特にローラーと接触する側端に傷のない現像剤量規制ブレードのプレス成型金型および成型方法の提供を目的とする。
【解決手段】被加工材の位置決め機構を有する、上型と下型とからなるプレス成型金型であって、該位置決め機構は、下型のサブプレートに設けられたダイプレートの上下動の動きによって上下方向に移動する押圧カムと、該押圧カムの上下移動に合せ該被加工材の幅方向に移動する該被加工材の位置決めガイドと、該押圧カムが受ける下方向への押圧が解除されることで該被加工材の位置決めを解除する位置決め解除用の圧縮コイルばねとを、該被加工材を挟むように対向してそれぞれ1つづつ有することを特徴とするプレス成型金型。
(もっと読む)
シートの製造方法とシートの製造装置
【課題】起毛タイプの表皮材を有するシートの毛倒れによる外観品質の低下を防止できるシートの製造方法を提供する。
【解決手段】表皮材が第1の型の上に載置される。第1の型には多数の通気孔が形成されている。パッドが第2の型の下方に配置される。第1の蒸気加熱工程S3において、第1の型と第2の型との間にパッドと表皮材とホットメルト接着剤を挟んで加圧するとともに、加熱された蒸気を前記通気孔から表皮材に向けて噴出することにより、該蒸気をホットメルト接着剤に当てて溶融させる。その後の冷却工程S4において、前記通気孔から空気を吸い込むことにより、ホットメルト接着剤を硬化させる。冷却工程S4後に直ちに第2の蒸気加熱工程S5が実施される。第2の蒸気加熱工程S5では、パッドの加圧が解除された状態で、前記通気孔から表皮材に向けて再び蒸気を噴出させることにより、表皮材に蒸気を当てる。
(もっと読む)
熱伝導性モノマーキャストナイロン成形体
【課題】充填剤が略均一に分布され、熱伝導性が向上されたモノマーキャストナイロン成形体を提供する。
【解決手段】窒化ホウ素粉体を含むモノマーキャストナイロン成形体であって、該成形体の少なくとも9箇所から成形体片を採取し、該成形体片各々を熱天秤で、室温から500℃まで10℃/分で昇温して求められる灰分の平均値が成形体の総質量に対して10〜34質量%であり、標準偏差が5質量%以下である成形体、但し、前記9箇所は、該成形体の略重心を原点とした空間座標X、Y、Z軸方向夫々の、成形体の両端部及び略中央部の計9箇所である。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
金属箔およびポリマ膜を積層するツール、ならびに積層構造物を製造する方法
【課題】高温積層ツールを提供すること。
【解決手段】積層構造物を形成するように金属箔およびポリマ膜を積層するツールが開示される。ツール10は、金属箔23およびポリマ膜25を積層する。また、ツール10は、一対の圧盤11を有している。各圧盤11は、シール面12を有する。ツール10、具体的には圧盤11が作動される前に、積層構造物20(任意選択的に、収縮アイソレータ27を含む)は、開いたキャビティ19に配設される。真空液圧プレスによって圧力が加えられたときに、対の圧盤11は、シール面12の間でキャビティ19を閉じるように互いに向かって移動する。十分な圧力が加えられたときに、キャビティ19は完全に閉じてシールされるようになり、キャビティ自体は加圧される。
(もっと読む)
ポリアミド樹脂成形体のアニール装置
【課題】アニールオーブン中で樹脂成形体の表面焼けが生じたり、火災・爆発が起こったりする問題を防止する。
【解決手段】アニールオーブン内に注型ポリアミド樹脂成形体を収容して加熱しアニールを行う樹脂成形体のアニール装置において、オーブン内の酸素濃度を監視して酸素濃度が所定濃度以上になると加熱を停止する安全装置と、オーブン内に送り込む窒素ガス流量計を具備し、該窒素ガス流量計で測定される流量が所定値以下になると加熱を停止する安全装置と、更にオーブン内のヒータ表面温度を所定温度内に保つ制御装置とを併用してなる。
(もっと読む)
61 - 80 / 117
[ Back to top ]