
Fターム[4F204AA29]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリアミド(←蛋白質、ナイロン) (130)
Fターム[4F204AA29]の下位に属するFターム
全芳香族ポリアミド (13)
Fターム[4F204AA29]に分類される特許
81 - 100 / 117
熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品

【課題】本発明は、リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性と力学的特性が維持された熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂多層補強シート材1は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3及び当該補強繊維シート材3の片面に付着した熱可塑性樹脂シート材4により構成されている熱可塑性樹脂補強シート材21〜24が積層して形成され、かつ、前記熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束5によりステッチして縫合一体化されている。さらに、前記補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
強化樹脂材料及びその製造方法

【課題】処分が容易、且つ、さらなる軽量化及び補強効果を実現可能な強化樹脂材料及びその製造方法を提供する。
【解決手段】強化樹脂材料1は、ベース樹脂材料2とベース樹脂材料2内に強化材として含有された織物状の有機繊維材料3とにより形成されている。このような強化樹脂材料1によれば、有機繊維材料3が強化材として用いられているので、焼却処分した際に強化材が残渣として残ることがなく処分が容易になる。また、有機繊維材料3は無機材料と比較して密度が低いので、この強化樹脂材料1によりフロントエンドモジュールを形成することによってモジュールのさらなる軽量化が可能になる。また、有機繊維材料3は無機材料と比較してベース樹脂材料2との密着性が高いので、この強化樹脂材料1によりフロントエンドモジュールを形成することによってモジュールの強度や剛性を高めることができる。
(もっと読む)
液晶性ポリマー成形体
【課題】液晶性ポリマーと充填剤を含む大型成形品であり、適用した充填剤に係る効果が均一に発現できる成形体を提供する。
【解決手段】[1]流動開始温度が280℃以上であり、平均粒径が0.5〜50μmである液晶性ポリマー微粉末と充填剤とを含む液晶性ポリマー樹脂組成物をプレス成形することにより得られる成形体。
[2]液晶性ポリマーが全芳香族ポリエステルおよび/または全芳香族ポリ(エステル−アミド)である[1]の成形体。
[3]充填剤が高熱伝導性無機物からなる[1]または[2]の成形体。
[4]比誘電率が4.5以上または2.8以下の[1]の成形体。
(もっと読む)
樹脂基体およびその製造方法
【課題】耐久性の優れた、帯電防止、撥水、撥油性樹脂基体を提供することを目的とするものである。
【解決手段】表面に導電性を有し加水分解可能な樹脂層を有する樹脂基板の表面にシロキサン結合を有する膜を設けた樹脂基体8であり、この構成によると、加水分解可能な樹脂層とシロキサン結合を有する膜が強固に結合し、また、加水分解可能な樹脂層と樹脂基板は熱膨張の差が小さいため密着力に優れるため、耐久性の優れたシロキサン結合を有する膜が設けられた基体を提供できる。しかも、シロキサン結合を有する膜は膜厚が薄いため、荷電粒子を導電性を有する樹脂層へ容易に透過させることができるので、帯電による汚れ付着防止性も兼ね備えたものとなる。
(もっと読む)
カルナバワックスを含有する焼結成形体を製造するための混合物
焼結成形体を製造するための、圧粉体の圧粉密度が高い混合物を提供することが目的であって、上記混合物は、少なくとも一つの金属材料および/又はプラスチック材料と少なくとも一つの圧縮成形助剤とを含有している。上記圧縮成形助剤は、圧縮成形助剤の全量に対して約0.5重量%から約60重量%の少なくとも一つのアミドと、圧縮成形助剤の全量に対して約40重量%から約99.5重量%の少なくとも一つのカルナバワックスとを含有している。 (もっと読む)
ポリアミド樹脂成形体の製造方法
【課題】 重合の進行中に収縮が起こって減圧状態になっても重合性ラクタム液を供給して、収縮した分を補うことができるので真空ボイドや気泡の発生といった内部欠陥の問題を解消できるポリアミド樹脂成形体の製造方法を提供する。
【解決手段】 重合工程を2段階に分け、第1段階としてキャビティ13の上部の重合性ラクタム液14を低温に保つことによって重合を抑制した状態にした上で、キャビティ13の上部以外の第1成形部における重合を進行させ、次いで第2段階としてキャビティ13上部の第2成形部における重合性ラクタム液14を加熱して重合を行う。
(もっと読む)
強化プラスチック成形品およびその成形方法
【課題】 この発明は、フロー成形時の流動性の異なるスタンパブルシートを用いた強化プラスチック成形品およびその成形方法に関する。
【解決手段】20〜40重量%のガラス繊維を含有した第1のスタンパブルシートと、70〜80重量%のガラス繊維を含有した第2のスタンパブルシートを積層する際に、金型の上型および下型に直接に第2のスタンパブルシートが接することがないよう第2のスタンパブルシートを中間層に配置し、その上および下に第1のスタンパブルシートをそれぞれ積層して金型上に載置し、プレス機を用いたフロー成形により一体成形されたことを特徴とする。
(もっと読む)
コネクター一体型燃料用ホースおよびその製法
【課題】エタノール添加ガソリン等の燃料の耐透過性に優れているとともに、低コストで、耐衝撃性等にも優れるコネクター一体型燃料用ホースおよびその製法を提供する。
【解決手段】樹脂ホース1と、上記樹脂ホース1の端部をそれ自体の開口端縁内に埋設することにより一体化する略筒状のゴム製コネクター2とを備えたコネクター一体型燃料用ホースであって、上記樹脂ホース1が、管状のポリアミド樹脂製の内層3と、その外周面に接して設けられる燃料低透過層4と、さらにその外周面に接して設けられるポリアミド樹脂製の外層5とからなり、上記ゴム製コネクター2が、下記の(A)〜(D)を必須成分とするゴム組成物を用いて構成されている。
(A)アクリロニトリル−ブタジエンゴムとポリ塩化ビニルとのブレンドゴム(NBR−PVC)。
(B)過酸化物架橋剤。
(C)レゾルシノール系化合物。
(D)メラミン系樹脂。
(もっと読む)
スタンピング可能な強化複合材の半製品を生産する方法
一つ以上のプラスチック及び細断した繊維又は連続したフィラメント(4)を含む、スタンピング可能な強化複合材の半製品を生産する方法において、前記繊維又はフィラメント(4)の軟化温度が、前記材料の軟化温度の最高の温度より高く、前記繊維又はフィラメント(4)を特に重力によってコンベヤ(1)上に堆積させるステップと、総重量の5%と90%の間の割合で前記プラスチックの粉末の粒子(6)を前記繊維又は前記フィラメント(4)上に散布するステップと、前記粒子(6)を前記繊維又は前記フィラメント(4)と混和するステップと、混和物を前記材料の軟化温度より高い温度まで加熱するステップとを含み、混和ステップが、前記混和物(4、6)に、前記コンベヤ(1)の前進方向(15)にほぼ垂直な少なくとも1つの電界をかけるステップを含む方法。 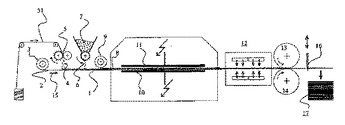 (もっと読む)
(もっと読む)
多軸成形材料、プリフォーム、FRPおよびそれらの製造方法
【課題】 複雑形状に賦型するときにシワが発生する問題や、強化繊維の目曲がりを誘発する問題を解決し、優れた取扱性・樹脂含浸性・賦型性を有し、力学特性および品位の優れたFRPを生産性よく得ることができる多軸成形材料、プリフォーム、およびそれらを用いたFRP、ならびにそれらの製造方法を提供する。
【解決手段】 多数本の強化繊維糸条が並行に配列されたシートが、少なくとも2枚、該強化繊維糸条が交差するように積層されて積層体を構成し、該積層体が一体化された多軸成形材料であって、各シートにおける強化繊維糸条の目付が50〜350g/m2の範囲内であり、少なくともシート間に、FRPのマトリックスを構成する樹脂から構成された不織布が15〜250g/m2の範囲内で配置されており、かつ、前記積層体は、前記不織布の局所的な融着により一体化されていることを特徴とする。
(もっと読む)
ポリアミド樹脂成形体の製造方法およびポリアミド樹脂組成物
【課題】重合性ラクタム液を金型内で重合させて成形を行う注型ポリアミド樹脂成形体の製造に関して、原料中の水分等が気化することにより気泡となってボイドなどの不良が発生するのを防止したポリアミド樹脂成形体の製造方法を提供する。
【解決手段】実質上無水のラクタムに少なくともアニオン重合触媒とアニオン重合開始剤とを加えた重合性ラクタム液を型内のキャビティ13に注型し、加圧・加熱して重合するポリアミド樹脂成形体の製造方法において、重合性ラクタムに吸着剤を配合した。
(もっと読む)
多層基材、プリフォームおよびプリフォーム製造方法
【課題】
賦型性と取扱性とを両立し、かつ、FRPの生産性に優れた多層基材、それを用いたプリフォームおよびその製造方法を提供すること。
【解決手段】
少なくとも2組の2軸ステッチ基材が積層されて係合材料にて一体化された多層基材であって、2軸ステッチ基材は、多数本の強化繊維糸条が並行に配列されたシート複数枚を強化繊維糸条が2方向に配向するように積層してステッチ糸Aにて縫合してなり、係合材料の融点Tmcが80〜200℃の範囲内にあり、かつ、ステッチ糸A融点Tmaが(Tmc+10)〜(Tmc+120)℃の範囲内にある多層基材とする。
(もっと読む)
樹脂製歯車
【課題】芯材と樹脂部の形状および締結法を工夫して、樹脂部の剥離やクラックの発生を防止し耐久性を向上させた、歯当たりによる騒音が生じにくい樹脂製歯車を提供する。
【解決手段】樹脂製歯車の歯の内部に、樹脂より硬い材料で芯材1を構成し、前記芯材1は中央の厚肉部の外周に厚みの薄い薄肉部2を構成した円盤状とする。その薄肉部2に所定角度間隔で複数の貫通穴3を配置して、薄肉部の両面に配された樹脂部を前記貫通穴において一体化する。好ましくは、貫通穴3の形状が、その長径が周方向と一致する長穴小判形であり、さらに好ましくは、薄肉部2は、その周囲が歯車の歯形形状に形成されている。
(もっと読む)
プライバシーフィルムの製造方法
プライバシーフィルムの製造方法は、一般に、高分子材料を提供する工程と、高分子材料を、特定の幾何学形状をもつほぼ平行な細長い複数のチャネルを含む微細構造の金型上に堆積させる工程と、高分子材料を微細構造の金型のチャネルに流れ込むように誘導する工程と、チャネルの内側で高分子材料を固化させて、高分子ベースシートによって互いに連結された複数の光誘導要素を得る工程と、微細構造の金型からプライバシーフィルムを引き離す工程とを含む。 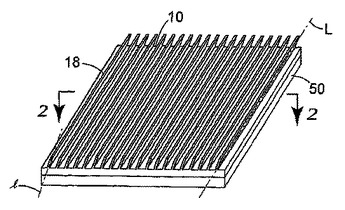 (もっと読む)
(もっと読む)
乾燥強化繊維の結合方法
【課題】強化繊維および半結晶性熱可塑性ポリマー結合材料を含む繊維強化ファブリックまたはプレフォームを提供する。
【解決手段】後に未硬化の熱硬化性ポリマーを含浸し、硬化して高機能熱硬化性ポリマー複合構造体を作成するための、強化繊維および半結晶性熱可塑性ポリマー結合材料を含む繊維強化ファブリックまたはプレフォームであって、半結晶性熱可塑性ポリマーおよび熱硬化性ポリマーまたは熱硬化性ポリマー類は、熱硬化性ポリマーの硬化温度において高度の相溶性を有し、熱硬化性ポリマーの硬化以前には部分的に相互侵入可能であることを特徴とする繊維強化ファブリックまたはプレフォーム。
(もっと読む)
縁取りマット及びその製造方法
【課題】 ほつれを十分に防止することができると共に、外観美に優れ、かつ生産性にも優れた縁取りマットの製造方法を提供する。
【解決手段】 この発明の製造方法は、基布2の一方の面にパイル3が植設されると共に該基布2の他方の面に不織布層4が積層一体化されてなるマット本体5を、上面にキャビティー21が形成された成形型20の該キャビティー内に、前記パイル3を下側にして且つ前記不織布層4の周側面と前記キャビティー21の内周側面との間に縁取部形成用空間22が存在する状態に配置せしめる工程と、前記縁取部形成用空間22に溶融した熱可塑性樹脂を充填して固化させることによってマット本体5の不織布層4の周側面に縁取部を一体化する工程とを包含することを特徴とする。
(もっと読む)
パウチの製造方法
【課題】 注出口の開口をよくするための熱プレス成形部を従来と比べて深く熱プレス成形可能であり、熱プレス成形部の周辺に皺が発生せず、熱成形後、雄型及び雌型から熱プレス成形部が型離れしやすく、加工速度を低下せずに熱プレス加工可能であるため、生産性に優れた熱プレス成形部位を付設するパウチの製造方法を提供する。
【解決手段】 積層フィルム20の熱プレス成形を付与する部位を加熱する工程と、積層フィルム20を搬送する工程と、雄型13と雌型14の金型を配置し、積層フィルム20を雄型13と雌型14の間に挿入し、雄型13及び雌型14に付設される弾性体21によって熱プレス成形部の周辺を保持すると共に、熱プレス成形部Sを雄型13と雌型14を嵌合して停止する位置に保持した状態で熱プレス成形する工程と、雄型13と雌型14を離反して熱成形した部位Sを取り出す工程とからなる。
(もっと読む)
ガラスに対する樹脂の接着方法、ガラス接着性樹脂材料、およびガラス製品
【課題】実用レベルで困難であった、ガラスにエンジニアリングプラスチックを直接接着する方法を提供し、また、ガラス接着性樹脂材料、およびガラス製品を提供する。
【解決手段】ペレット状のエンジニアリングプラスチックに、エトキシ基またはメトキシ基を有するシランカップリング剤等のガラスに対する接着力向上剤を付与した後、これをガラスに接触させた状態で加熱溶融することにより、前記エンジニアリングプラスチックを前記ガラスに溶融接着させるようにする。
(もっと読む)
長繊維強化熱可塑性樹脂線状成形材料及び成形品の製造方法
【課題】特に、プレス成形をした場合に、高剛性高衝撃強度などの優れた機械的強度を成形品が得られる長繊維強化熱可塑性樹脂線状成形材料を提供する。
【解決手段】ポリオレフィン樹脂(A):50〜99質量部とポリアミド樹脂(B):1〜50質量部とを含む熱可塑性樹脂と、強化繊維とを含有してなる長繊維強化熱可塑性樹脂線状成形材料であって、前記熱可塑性樹脂が、ポリオレフィン樹脂(A):50〜99質量部とポリアミド樹脂(B):1〜50質量部とを含み、かつMFR(230℃、21.2N)70〜200g/10minを有し、前記強化繊維が、長繊維強化熱可塑性樹脂成形材料100質量部に対して65〜80質量部含有され、かつ長繊維強化熱可塑性樹脂成形材料の平均径が0.2〜1.5mmであることを特徴とする長繊維強化熱可塑性樹脂線状成形材料。
(もっと読む)
ポリアミド樹脂成形体の製造法
【課題】ボイドや巣といった問題が生じるのを防止することができ、成形品のサイズが大きなものであっても原料が漏れるといった問題もなくまたごく小さな加圧力で大掛かりな装置を用いることなく行うことができるポリアミド樹脂成形体の製造法を提供する。
【解決手段】原料Gを注型し型1の開口部5に嵌め込んだ状態で蓋側面が型から0〜10mmの隙間を有するサイズであるとともに貫通孔8を具備する蓋体6を原料Gに接するように配置して、型1と蓋体6との隙間に位置する原料Gが固化し、蓋体6のシールができた状態で前記貫通孔8より加圧気体を吹き込み型内の原料Gを加圧しながら重合を進行させ成形を完了させる。
(もっと読む)
81 - 100 / 117
[ Back to top ]