
Fターム[4F204AC05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 材料の状態、形態 (1,410) | エマルジョン、溶液 (610)
Fターム[4F204AC05]に分類される特許
161 - 180 / 610
円筒状部材の接合方法、円筒状成形体の成形方法および成形体
【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
レンズアレイの製造方法、及び製造装置

【課題】レンズアレイを精度良く形成する。
【解決手段】複数のレンズ成形面が配列された転写面をそれぞれ有する一対の型20、30を用い、前記一対の型20、30の前記転写面の間に形成されるキャビティCにエネルギー硬化性の樹脂材料Mを充填して硬化させることにより、レンズアレイを製造するレンズアレイの製造方法であって、前記転写面が水平方向と交差するように前記一対の型20、30をそれぞれ配置し、前記キャビティCに、その鉛直方向下部から前記樹脂材料を充填していく充填工程と、前記転写面が水平方向に沿うように前記一対の型20、30をそれぞれ配置して、前記キャビティCに充填された前記樹脂材料Mを硬化する硬化工程とを備える。
(もっと読む)
発泡シート及び金属多孔体シート並びにその製造方法
【課題】比較的開口面積が大きく、大きさや形状にバラツキのない均等な発泡セルが均等配置で形成された発泡シートと、この発泡シートを用いた、孔の形状や寸法及びその配置にバラツキがなく、特に高性能電池用電極材として有用な金属多孔体シートを提供する。
【解決手段】発泡原液を有底長筒状の成形型1内で発泡成形し、得られた柱状発泡ブロック3を側周方向にスライスしてシート状物4とする。この発泡シート4に金属を被覆した後、発泡シートを焼失させて金属多孔体シートとする。
(もっと読む)
繊維強化樹脂製管用継手の成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製管用継手が得られる成形方法を提供する。
【解決手段】管用継手の成形方法を、管用継手半割成形型1上に強化繊維基材2を積層して強化繊維基材層を形成し、この強化繊維基材層をバッグフィルム6で管用継手半割成形型1上に気密に覆うとともに、バッグフィルム6内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して管用半割継手部材を形成し、管用半割継手部材同士を合体するものとする。
(もっと読む)
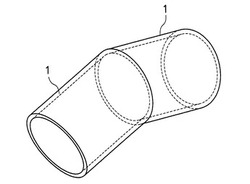
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
レンズ成形装置およびレンズ成形方法
【課題】高精度かつ低コストで成形可能なレンズ成形装置およびレンズ成形方法を実現する。
【解決手段】本発明に係るレンズ成形装置100は、金型1、絶縁基板2、ステージ3、電源4、スイッチ5、およびUV照射装置6を備える。絶縁基板2上には、誘電体樹脂8が供給され、金型1の転写面1aを誘電体樹脂8に押し当てることにより、誘電体樹脂8にレンズ形状を転写する。このとき、電源4によって金型1に電圧を印加して、金型1と絶縁基板2との間に電界を形成すると、静電引力により、誘電体樹脂8は、上端が細い尖形の状態で、金型1の転写面1aに引き寄せられる。これにより、転写面1aと誘電体樹脂8との間に気泡が入り込みにくくなるので、高精度なレンズ形状を誘電体樹脂8に転写することができる。
(もっと読む)
光学レンズおよびその製造方法
【課題】成形後のレンズの離型性が良く作業性に優れ、かつ、高屈折率で脈理の少ない光学レンズの製造方法の提供。
【解決手段】本発明の光学レンズの製造方法は、1分子中にエピチオ基を2個以上有する化合物(A)、硫黄含有無機化合物(B)、1分子中にメルカプト基を2個以上有する化合物(C)を含む光学用樹脂組成物を増粘させて、20℃における粘度を130mPa・s以上とし、この光学用樹脂組成物をレンズ成形用モールドに注入して重合硬化させることを特徴とする。
(もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】樹脂の粘性や混合物の大きさに影響を受けることなく、樹脂の未充填が発生するのを防止する。
【解決手段】一対の型内で装飾用の混合物を含有する樹脂を硬化させる樹脂成形体の製造方法において、当該樹脂成形体の表面に、部分模様を形成する複数の模様体92を表出させるインサート体11を下型体52上に載置するとともに、インサート体11が下型体52上で動くことを防止するとともに内部へ通じる空隙が予め形成された押さえ部材14を当該インサート体11に当接させ、型体51、52を互いに近接させることによりインサート体11に当接させた押さえ部材14を押圧し、押圧した押さえ部材14の空隙を通じて内部へ樹脂を浸入させ、その後当該樹脂を硬化させる。
(もっと読む)
カウンタ及びその製造方法
【課題】 多層構造のカウンタであっても、深み感や立体感を効果的に現出することができるカウンタ及びその製造方法を提供する。
【解決手段】 本発明のカウンタは、表面側に設けられ光を透過させる透光層73と、該透光層73の裏側を遮蔽するように設けられた遮蔽層74と、透光層73と遮蔽層74との界面に設けられ、一端に入光部64を有すると共に、透光層73との界面に出光面65を有する導光層6とを備えている。そして、透光層73と導光層6と遮蔽層74とが一体となり3層構造となっている。
(もっと読む)
電子機器の樹脂注入方法及び装置
【課題】 電子機器を損傷させることなく、且つ電子機器の筐体内部に空洞や空気の泡などの残留物が存在しないように当該筐体内部に封止用の樹脂を注入する電子機器の樹脂注入方法及び装置を提供すること。
【解決手段】
内部に電子機器を密閉状態に収容する充填タンクと、前記充填タンク及び電子機器に接続されて減圧する真空ポンプと、前記充填タンクに取り付けられ当該充填タンク内の圧力を検出する圧力センサーと、前記充填タンク内に収容された電子機器に接続され、内部に充填用の樹脂を貯留する加圧タンクと、前記加圧タンクを加圧する空気圧縮機と、前記加圧タンクに設けられた排気バルブと、前記電子機器と加圧タンクとの間に設けられた注入バルブとを備えた電子機器の樹脂注入装置である。真空ポンプにより前記充填タンク及び電子機器を真空状態に減圧し、真空状態にある電子機器の内部に、加圧タンクにより高圧の樹脂を充填供給する。
(もっと読む)
ウェハレベルレンズ用成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形されたウェハレベルレンズに損傷を与えることなく、成形型から剥すことができるウェハレベルレンズ用成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1と、該基板部1に配列された複数のレンズ部10とが形成されたウェハレベルレンズアレイの製造方法であって、ウェハレベルレンズアレイを型102,104から離型する際に、型102,104の内部に設けられた開閉部材E1,E2を移動させることで型102,104と基板部1との間に開口102c,104cを開放し、開口102c,104cから流体を導入することによって型102,104と基板部1との間の少なくとも一部で剥離を生じさせる。
(もっと読む)
ウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】ゴーストやフレア等の不具合が生じることを防止できるとともに製造コストの増加を抑えることができるウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1と、該基板部1に配列された複数のレンズ部10とが形成されたウェハレベルレンズアレイを転写型により一体成形するウェハレベルレンズアレイの成形方法であって、転写型の複数のレンズ部10に対応する領域以外の部分に遮光材料を配置する工程と、転写型に供給された成形材料を該転写型により押圧し、成形材料に基板部1に複数のレンズ部10が配列された形状を転写し、その後、成形材料を硬化させる工程とからなり、基板部1の、複数のレンズ部10が成形された領域以外の少なくとも一部に、遮光材料からなる遮光部14を形成する。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】基板部とレンズ部とが一体のウェハレベルレンズアレイを成形する際に、成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部とを一体に成形するウェハレベルレンズアレイの製造方法であって、基板部の一方の面に複数のレンズ部が一体に設けられたレンズアレイ成形体を2つ、それぞれ別々に成形し、 各レンズアレイ成形体の基板部を、レンズ部が設けられた面とは反対面側で接合して一体とする。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】ピンホールと繊維蛇行の発生を防止でき、表面欠陥の無い外観に優れた繊維強化複合材料成形品の製造方法を課題とする。
【解決手段】強化繊維に熱硬化性樹脂が含浸されてなるシート状物を上下型が形成する空間内で加熱・押圧して、繊維強化複合材料成形品を製造する際に、前記成形品の片面表面積の80〜100%となるように前記シート状物を前記成形品の片面を成形する型に配置する繊維強化複合材料成形品の製造方法であって、前記上下型として、上下型間の距離(t)が最小値(t0)となる最近接部から型の端部に向かって距離(t)が1.2×(t0)まで徐々に大きくなっている型を使用する繊維強化複合材料成形品の製造方法。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】圧縮成形する時間が短くても、表面に繊維織物が配置されて意匠性に優れ、かつ表面平滑性に特に優れたFRPを製造できる方法の提供を目的とする。
【解決手段】繊維織物に熱硬化性樹脂を含浸したプリプレグが表面に配置された繊維強化複合材料を、前記繊維強化複合材料と同じ繊維強化複合材料を硬化した硬化物のガラス転移点より高い温度で圧縮成形する圧縮成形工程と、前記圧縮成形工程の後、成形した前記繊維強化複合材料の温度を、該繊維強化複合材料を圧縮した状態で、前記ガラス転移点以下まで降下させる降温工程と、を有する繊維強化複合材料成形品の製造方法。
(もっと読む)
樹脂成形体の製造方法
【課題】透明性、柔軟性、耐熱性、寸法安定性に優れるセルロース誘導体(a)を含む樹脂成形体を製造する方法を提供する。
【解決手段】セルロース誘導体(a)1〜80質量%及びビニル単量体(b)20〜99質量%(但し、セルロース誘導体(a)及びビニル単量体(b)の合計が100質量%)を含む混合物を注型重合して得られる樹脂成形体の製造方法であって、ビニル単量体(b)に対するセルロース誘導体(a)の膨潤率が2.0以上である樹脂成形体の製造方法。
(もっと読む)
光学素子の製造方法、及び、光学素子
【課題】光学面の精度を維持したまま容易に離型が可能となる光学素子の製造方法及び光学素子を提供する。
【解決手段】樹脂3に対してモールド4の光学面形状を転写する転写工程と、樹脂3を硬化させる硬化工程と、樹脂3を、その表面部分のうちモールド4との非接触部の少なくとも一部の膨潤度が1%以上になるまで例えば雰囲気媒体9により膨潤させる膨潤工程と、モールド4から樹脂3を離型させる離型工程と、を含む光学素子の製造方法とする。
(もっと読む)
プラスチックレンズの製造方法
【課題】高価格の高屈折率原料に対して、省原料の製造方法を提供する。
【解決手段】第一モールドと第二モールドとを対向配置した成形モールドにてプラスチックレンズを製造する方法であって、前記第一モールドは、熱可塑性樹脂にて形成され、第一モールドレンズ成形面と、筒状突起と、少なくとも1箇所の原料注入孔とを備え、前記第二モールドは、第二モールドレンズ成形面と、前記筒状突起の内周形状に対応した外形形状を備え、前記第一モールドの前記筒状突起内部に前記第二モールドを挿入し、前記成形モールド内部にキャビティーを形成するモールド組立工程と、前記キャビティー内にプラスチックレンズ原料を注入する原料注入工程と、前記原料を重合硬化させ、前記プラスチックレンズを成形するレンズ成形工程とを備えるプラスチックレンズの製造方法
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
161 - 180 / 610
[ Back to top ]