
Fターム[4F204AD27]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 前処理、処理 (145)
Fターム[4F204AD27]の下位に属するFターム
粗面化 (5)
予熱(←温度調整) (10)
予冷却
エネルギー線処理 (14)
化学的処理(←酸洗、脱脂、エッチング) (25)
プライマー処理、下塗り (34)
Fターム[4F204AD27]に分類される特許
1 - 20 / 57
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
樹脂封止装置及び樹脂封止方法

【課題】離型フィルムの消費量を低減でき、且つ粉粒体状樹脂を仮成形する機構を簡略にして樹脂封止装置自体の簡略化と低コスト化が可能となる。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形された樹脂106を用いて被成形品を樹脂封止する樹脂封止装置100であって、粉粒体状樹脂102が載置される離型フィルム116と、粉粒体状樹脂102の離型フィルム側の載置面を加熱して粉粒体状樹脂102の温度を上昇させて軟化させるホットプレート128と、軟化した粉粒体状樹脂102の反離型フィルム側の開放面に当接してホットプレート128とで軟化した粉粒体状樹脂102を挟み込むことで仮成形を行うと共に、粉粒体状樹脂102の開放面の温度を下げる冷却板130と、を備えて、粉粒体状樹脂102を仮成形する。
(もっと読む)
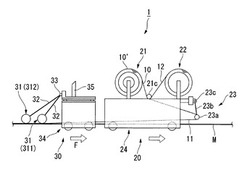
発泡樹脂成形品の製造方法及び製造設備
【課題】少なくとも一部が合成樹脂からなる副資材を容易に金型内面の湾曲面に沿って延在するように配置することができ、且つ成形後の脱型も容易な発泡樹脂成形品の製造方法及び製造設備を提供する。
【解決手段】工場の床にサーキット状のレール10が敷設され、台車11がこのレール10に沿って移動可能に設置されている。台車11上に、発泡成形用金型12と、合成樹脂製の副資材13を収容し、且つ副資材13を、該合成樹脂の曲げ強度及び曲げ弾性率が所定値以下となる温度以上の温度に加温するための副資材加温装置14が設置されている。副資材組み付けゾーンにおいて、副資材加温装置14から副資材13を取り出し、この副資材13をキャビティ12a内の副資材配置予定領域12bに配置し、係止部に係止する。その後、発泡成形を行う。
(もっと読む)
衝撃吸収装置の製造方法
【課題】骨格フレームと表皮からなるロボットアームの衝撃吸収装置のバリを大幅に低減すると共に、安価に製造できる製造方法を提供する。
【解決手段】マスターモデル3の表面の第1領域3´に柔軟素材の薄膜4を形成したマスターモデル3を注型用型枠5に設置してゴムまたは樹脂を注型、硬化させることにより注型型6を製作する。その注型型6からマスターモデル3を取り外すことにより第1領域3´の薄膜4を注型型6の対向面に転移させる。その後骨格フレーム1を薄膜4に密着するよう注型型6に設置し、表皮2となる素材を注型することにより衝撃吸収装置を製造する。
(もっと読む)
シートパッド及びその製造方法
【課題】シートバックパッドの上部に形成される肉厚部を有するフランジ部にボイドが成形されず、かつ、成形時に発泡成形型の型割り位置に補強材がかみ込むことのないシートパッドを提供する
【解決手段】パッド本体部11及びパッド本体部11の上端から後方に突出して延在する張り出し部12、張り出し部12からパッド本体部11の下方向に向かって折曲して延在するとともにパッド本体部11の下方向に移行するに従ってパッド本体部11の後方向に漸次肉厚が増大する肉厚部13c及び肉厚部13cから連続するとともに漸次肉厚が減少する段差部13dを介して端縁がパッド本体部11の下方向に凸状に形成された先端部14を有するフランジ部13を備え、先端部14が先端部充填体20で形成され、かつ、先端部充填体20が補強材16の端部を押さえ込むとともに補強材16がシートパッドの内側面に張設される。
(もっと読む)
粘着性樹脂が取り付けられた吸着パッドの製造方法
【課題】本発明は、吸着機構に用いられる粘着性樹脂が取り付けられた吸着パッドの製造方法に関する。
【解決手段】前記方法は、鋳型にテフロン(登録商標)をコーティングするステップ;テフロン(登録商標)コーティングした鋳型を前処理した吸着パッド上に載せるステップ;粘着性二液型溶液を真空脱泡するステップ;前記二液型溶液を鋳型に注入するステップ;吸着パッド上に載せられた状態で、前記二液型溶液が注入された鋳型を高温乾燥器に入れて、二液型溶液を硬化させるステップ;及び吸着パッドと鋳型とを引き出し、吸着パッドから鋳型を分離するステップを含む。本発明によると、吸着機構の吸着パッドの下面に粘着性軟質樹脂を融着及び硬化させることで、被付着面に対する粘着性軟質樹脂の作用により、吸着機構は強化された吸着力を示し、圧力に変化があるか、吸着パッドが変形されるか、または重い物体が固定される場合にも、吸着機構が被付着面から容易に外れたり滑り落ちたりしない。
(もっと読む)
樹脂注型品およびその製造方法
【課題】中心導体と絶縁層間で発生する部分放電を抑制し、絶縁特性を向上させる。
【解決手段】主回路電流が通電される中心導体1と、中心導体1の周りに導電性塗料を塗布して設けられた第1の導電層10aと、第1の導電層10aの周りに導電性塗料を塗布して設けられた第2の導電層10bと、第1の導電層10aと第2の導電層10bとを設けた中心導体1の周りにエポキシ樹脂をモールドして設けられた絶縁層2とを具備したことを特徴とする。
(もっと読む)
電子機器用筐体
【課題】
従来の電子機器筐体に用いられたFRP板材は、FRP層の周囲に樹脂層の突起を受け入れる孔や長孔を設けるので、結合力は十分であるが、FRP層および電子機器筐体の強度が確保できないという課題を有している。
【解決手段】
炭素繊維織物または一方向に引き揃えた炭素繊維を補強材とするFRP層に樹脂層を積層した電子機器用筐体を、前記FRP層の側面の一部または全部に、側面に沿って少なくとも一つの溝が設けられ、前記溝に前記樹脂層の樹脂を一体的に充填してFRP層と樹脂層を結合することを特徴とする電子機器用筐体を提供する。
(もっと読む)
トナー供給ローラの製造方法およびトナー供給ローラ
【課題】煩雑な工程を要することなく、セル開口安定性に優れるトナー供給ローラ及びその製造方法を提供する。
【解決手段】芯金と、該芯金上に形成された少なくとも一層以上のポリウレタンフォーム層を有するトナー供給ローラの製造方法において、ワックスおよび界面活性剤を含有する最大粒径が2μm以下の水系離型剤を内側に塗布した金型内で該ポリウレタンフォーム層を発泡成形する工程を有し、該ワックスの融点が50℃以上120℃以下であり、該界面活性剤は、非イオン性界面活性剤およびイオン性界面活性剤からなる群から選ばれる少なくとも一種である。
(もっと読む)
金型成形方法
【解決手段】固定型に対し可動型を型開きした後、固定型のパーティング面に対し可動型のパーティング面を型開閉方向に対し直交する横方向へ退避させるように可動型を型開き状態から横移動させて退避状態にする第一工程Aと、その可動型の退避状態で、固定型の注湯室に溶湯を注入すると同時に、固定型に離型剤を塗布するとともに、可動型から成形品を取り出した後に可動型に離型剤を塗布する第二工程Bと、この可動型を退避状態から横移動させた型開き状態を経て固定型に対し型締めした状態で、固定型の注湯室に注入された前記溶湯を固定型と可動型との間のキャビティで加圧して成形する第三工程Cとを経て前記成形品を製造する。
【効果】可動型の退避状態で、固定型に対する溶湯の注入と同時に、可動型からの成形品の取出しや固定型及び可動型に対する離型剤の塗布も行うことができるので、成形時間TSを短縮することができる。
(もっと読む)
人造大理石製シンク
【課題】 耐衝撃性、耐熱性、耐久性に優れ、軽量高強度、且つ高級感を有する人造大理石シンクを提供する。
【解決手段】 バルクモールディングコンパウンドをプレス成形して得られる板厚が10mm未満の人造大理石製シンクであり、前記シンク底面がその裏面に、5〜20メッシュの厚み方向に穴が開いている厚み0.1〜1mm未満のシート状繊維強化プラスチック板を一体成形されたものであることを特徴とする人造大理石製シンクに関するものである。
(もっと読む)
摩擦材の製造装置
【課題】摩擦材を熱成形する際の歩留まりと生産性とを向上させる摩擦材の製造装置を提供することを課題とする。
【解決手段】摩擦材の製造装置1であって、ブレーキ用の摩擦材19を熱成形する前の予備成形において、摩擦材19の摩擦面を、粉体離型剤を挟みながら成形する第一の金型5と、予備成形において、摩擦面を除く摩擦材19の面のうち少なくとも摩擦面の裏面を、粉体離型剤を挟まないで成形する第二の金型7と、摩擦材の原料を第一の金型5と第二の金型7とで圧縮することで、摩擦面に粉体離型剤が付着した摩擦材19を予備成形する圧縮手段8と、を備える。
(もっと読む)
蒸気雰囲気下に供される加熱用又は保温用容器
【課題】調理食品を蒸気雰囲気下で再加熱して食用に供するようにする場合や蒸気雰囲気下による保温等の長時間蒸気雰囲気下に供される際に起る経時的な汚染や光沢低下等に依る劣化を抑えることができる美麗な蒸気雰囲気下対応熱硬化性樹脂製容器を提供する。
【解決手段】調理食品を蒸気雰囲気下で加熱して食用する場合や蒸気雰囲気下による保温等の長時間の蒸気雰囲気に供される容器であって、当該容器が内外表面にメラミン系樹脂成形被覆用組成物をコーティングしたグレーズコーティング層を有する熱硬化性樹脂の成形品である蒸気雰囲気下に供される加熱用又は保温用容器。
(もっと読む)
光空触媒のコーティングを有するポリウレタン成型品の製造方法。
【課題】ポリウレタン本体6aの外面又はポリウレタン本体6aに塗装した塗装膜6bの外面に対して接着力の高い光触媒のコーティング6c又は空気触媒のコーティングを有するポリウレタン成型品6を製造することにある。
【解決手段】上型1及び下型2からなる金型の成形面1a、2aに離型剤を塗布する工程と、塗布した離型剤を拭き取りつつ均一に伸ばす工程と、成形面1a、2aに塗布した離型剤の上に光触媒を塗布する工程と、成形面1a、2aに塗布した光触媒の上に塗料を塗布する工程と、金型のキャビティ4にウレタン原料を注入する工程と、樹脂化したポリウレタン成型品6を金型から取り出す工程とからなる、表面に光触媒のコーティング6cを有するポリウレタン成型品6の製造方法とする。
(もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
表皮付き発泡成形品の製造方法と発泡成形型
【課題】発泡成形型のアンダーカット部成形用入れ子の存在に起因するバリの発生を防いで後工程によるバリ除去作業を不要にすることができ、かつ美観の良好な表皮付き発泡成形品を得ることを目的とする。
【解決手段】発泡成形型表面部材載置用凹部29に屈曲可能な材質からなる発泡成形型表面部材31が積層されて、発泡成形型表面部材31によって雌型11とアンダーカット部成形用入れ子21の境界が覆われ、アンダーカット部成形用入れ子21が型外方へ移動することにより発泡成形型表面部材31から離れて、アンダーカット部成形用入れ子21の離れた部分で発泡成形型表面部材31が型外方へ屈曲可能となる発泡成形型10を用い、スプレーリム法で表皮付き発泡成形品を製造する。
(もっと読む)
パターン形成体の製造方法
【課題】本発明は、インプリント時における樹脂漏れを防止することができるパターン形成体の製造方法を提供することを主目的とするものである。
【解決手段】本発明は、親液層および撥液層が表面に形成された基板を用い、上記親液層上に被転写樹脂層形成用塗工液を塗布し、被転写樹脂層を形成する被転写樹脂層形成工程と、上記被転写樹脂層に対して、凹凸パターン部を有するモールドを密着させ、密着積層体を形成する密着積層体形成工程と、上記密着積層体の被転写樹脂層を硬化させる硬化工程と、を有することを特徴とするパターン形成体の製造方法を提供することにより、上記課題を解決する。
(もっと読む)
FRP成形体の製造方法およびその成形体。
【課題】
強化繊維基材に、内部離型剤を含有する熱硬化性樹脂を含浸した成形体における、表面改良(=接着力の向上)に関するもので、成形体の強度・剛性等の機械的性質を保持しつつ、耐候、耐食性に優れ、かつ表面に密着度の高い装飾性(意匠性)および機能性(耐久性)を付与する層を設けることが可能な、FRP成形体の製造方法とその成形体を提供する。
【解決手段】
強化繊維基材に、内部離型剤を含有する熱硬化性樹脂を含浸した基本構造要素前駆体の少なくとも片面に、内部離型剤をの含有率が0〜0.1重量%である熱硬化性樹脂を含む結着層前駆体を、一方の熱硬化性樹脂の硬化度が50%以上、もう一方の熱硬化性樹脂の硬化度が50%以下の状態で重ねた後、全体を加熱硬化させて一体化する製造方法によって得られることを特徴とする。
(もっと読む)
成形方法及び成形品
【課題】流れ模様の模様層を容易に形成することができ、良好な流れ模様を安定して表出させることができるようにすること。
【解決手段】成形品10は、ベース層15と、このベース層15に積層されて流れ模様を表出する模様層16とを備えている。成形品10の成形は、先ず、材料温度25℃の条件下で粘度が100〜5000万mPa・sとなる材料に、着色材料を混練して模様層用成形材料を作製する。次いで、模様層用成形材料をシート状に延伸形成して型20の成形面21Aにセットした後、ベース層用成形材料を流し込む。その後、前記模様層用成形材料及びベース層用成形材料を略同時に硬化した後、脱型する。
(もっと読む)
高強度高結晶性四フッ化エチレン樹脂圧縮成形体
【課題】予め電離放射線を照射した四フッ化エチレン樹脂粉末を室温で圧縮成形したのち焼成する工業的な汎用技術により、実用強度を保持し、高い結晶化度と高い延伸性ならびに引裂き強度、さらには、ガス透過度、圧縮クリープ、線膨張率などを著しく改善した四フッ化エチレン樹脂の成形品を提供する。
【解決手段】電離放射線の吸収線量が0.5kGy〜3kGyである四フッ化エチレン樹脂成形用粉末を用い、それを成形した樹脂の結晶融解熱量が27J/gから40J/gの範囲にあって、その引張り破断強度の保持率が電離放射線を照射しない成形用粉末を用いたときの1/2以上である高い延伸性を持つ、四フッ化エチレン樹脂圧縮成形体。
(もっと読む)
1 - 20 / 57
[ Back to top ]