
Fターム[4F204AG01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 板状体(←シート、フィルム) (726)
Fターム[4F204AG01]の下位に属するFターム
厚板 (171)
Fターム[4F204AG01]に分類される特許
201 - 220 / 555
繊維強化未硬化フィルムの製造方法および繊維強化未硬化フィルム
【課題】繊維強化未硬化フィルム中に気泡が残り難く、比較的強度の弱い基材を用いる場合でも基材の破壊を防止でき、繊維強化未硬化フィルムを薄型化することができる、繊維強化未硬化フィルムの製造方法の提供。
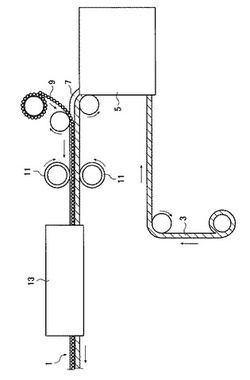
【解決手段】熱硬化性樹脂と揮発性溶剤とを含有し、粘度が1000mPa・s以下である熱硬化性樹脂組成物を支持体キャリヤー3上に塗布し、液状塗膜7を形成する第一の工程と、前記第一の工程で形成された液状塗膜中に、厚さが8〜100μm、かつ、通気度が5〜200cm3/cm2/sec、かつ、見かけ密度が0.5〜1.5g/cm3である繊維質基材9を埋設させる第二の工程と、前記第二の工程で前記液状塗膜中に前記繊維質基材を埋設させた後、前記液状塗膜中の揮発性溶剤を揮発させることにより固化一体化させて、繊維強化未硬化フィルムを得る第三の工程とを有する繊維強化未硬化フィルム1の製造方法。
(もっと読む)
現像ブレード用金型及び現像ブレードの製造方法

【課題】弾性部材の形状に応じて形成したキャビティ部が材料を充填し難い複雑な形状でも、確実に充填して現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート2上に長手方向LDに沿って弾性部材を接着し、更に前記硬質プレートが長手方向での両側部に切欠き部を有すると共に、当該切欠き部を跨ぐようにして前記弾性部材が成型してある現像ブレード1の製造用金型30であって、前記弾性部材の形状に応じた形状のキャビティ部CAに材料を注入するゲート部35の位置が、前記長手方向LDで前記切欠き部と本体部中央側との境界CL上或いはこれより外側、または、前記境界より内側に10mm以内に設定してある。この金型のキャビティCA内に材料を注入するゲート部35の位置が、長手方向LDで最適に設定してあるので、切欠き部に対応する細径部が存在している場合でも材料を確実に充填し、充填不良やバリの発生を抑制可能となる。
(もっと読む)
微細形状転写シートの成形方法および微細形状転写シートの成形装置
【課題】プレスを実施してもシート状基材表面に傷が付かず、また、緩衝材の表面粗さが転写することなくできる微細形状転写シートの成形方法と装置を提供する。
【解決手段】微細形状が表面に形成された金型の表面にシート状の樹脂基材を供給した後、プレート板により樹脂基材を金型に押圧して樹脂基材の表面に微細形状を転写する微細形状転写シートの成形方法ならびに成形方法であって、プレート板により押圧されるシート状の樹脂基材がその非成形面に保護フィルムが貼合されたものであることを特徴とする微細形状転写シートの成形方法。また、微細形状が表面に形成された金型と、金型の表面にシート状の樹脂基材を供給する機構と、金型の表面にシート状の樹脂基材を押圧するプレート板とを含む微細形状転写シートの成形装置であって、押圧前にシート状の樹脂基材の非成形面に保護フィルムを貼合する機構を設けたことを特徴とする微細形状転写シートの成形装置。
(もっと読む)
プラスチック薄膜の製造方法
【課題】貫通孔を成形すると同時に残膜を材料薄膜から分離除去することができるとともに、遊離した残膜を同時に処理できるプラスチック薄膜の製造方法を提供する。
【解決手段】厚み方向に貫通する複数の貫通孔を備えるプラスチック薄膜の製造方法であって、材料薄膜を、少なくとも塑性変形可能温度まで加熱する加熱工程S1と、加熱した材料薄膜を、貫通孔を形成する押し型と対向型部との間で加圧して、上記押し型を上記材料薄膜に押し入れる1次加圧工程S2と、上記押し型を押し入れた材料薄膜を、上記押し型による塑性変形が制限される温度以下まで冷却する冷却工程S3と、上記押し型を押し入れた材料薄膜を上記対向型部から離間させる中間脱型工程S4と、上記材料薄膜を、上記押し型と変形可能な対向基材との間で再加圧することにより、上記押し型の先端部と上記対向基材との間に残留する残膜を上記材料薄膜から分離させる2次加圧工程S6とを含んで構成される。
(もっと読む)
熱プレス成形装置及び同装置のための金型システム
【課題】熱プレス成形において、熱可塑性板とスタンパとの接触状態を均一化する。
【解決手段】ボルスタ102と、スライド104と、スライド104を駆動する駆動装置106とを有するプレス装置と、ダイセット112,114を有する熱プレス成形装置100であり、ダイセット112,114は、内部に収容空間を有する枠体120と、枠体120の内部に挿入され、収容空間の容積を可変するようにスライドする熱板136と、収容空間に収容され、収容空間が縮小するように底板がスライドすると圧縮されるゴム部材138と、枠体に取り付けられ、収容空間に面する内面とスタンパ142を支持する外面とを有する可撓な天板140とを有する。収容空間が縮小するように熱板136がスライドすると、天板140は圧縮されたゴム部材138の弾性力を内面に受けて外方へ変形する。
(もっと読む)
両面賦型シートの製造方法、両面賦型シートの製造装置
【課題】大型のシートを製造する場合であっても、表裏の形状の位置を正確に合わせることができる両面賦型シートの製造方法、両面賦型シートの製造装置、両面賦型シートを提供する。
【解決手段】第1のカメラ群342と第2のカメラ群352とにより、第1の基準形状212と第2の基準形状223に対応する型側基準形状420bとの相対位置関係を観察しながら、引張り部370により第2の賦型層220を引張り、第2の賦型層220と基材シート層200の歪みを修正する。また、温調台313の上に載せられた成形型420を、温調台313により温度調整するとともに、位置合わせ部360により第1の基準形状212と第2の基準形状223に対応する型側基準形状420bとの相対位置を合わせ、UV照射部330により紫外線を照射して紫外線硬化樹脂Rを硬化させる。
(もっと読む)
繊維強化プラスチック構造体の製造方法
【課題】航空機用一次構造部材として用いられ、信頼性に優れる繊維強化プラスチック構造体を、生産性良く、安価に製造することのできる製造方法を提供する。
【解決手段】補強部材を有する繊維強化プラスチック構造体の製造方法において、少なくとも、(A)補強部材配置工程、(B)強化繊維布帛積層体の配置工程、(C)賦形工程、(D)ホットコンパクション工程、(E)樹脂注入含浸工程、(F)樹脂硬化工程を含む、繊維強化プラスチック構造体の製造方法。
(もっと読む)
裁断屑を用いた成形体およびその製造方法
【課題】 化学繊維(合成繊維も含む)の織物又は編物を含む裁断屑を、より簡便な方法で有効利用できる技術の提供。
【解決手段】 化学繊維の織物又は編物を含む裁断屑11を粉砕する裁断屑粉砕工程と、粉砕された裁断屑11を加圧してフェルトマット13に成形するフェルトマット成形工程(S102)と、フェルトマット13に熱反応性の硬化剤15を含浸させる硬化剤含浸工程と、硬化剤15が含浸されたフェルトマット13を熱プレス成形によって成形品16を形成する熱プレス成形工程とを備えてなることを特徴とする。
(もっと読む)
成形用金型及び樹脂発泡成形体の成形方法
【課題】表面に各種形状の凸部を有した樹脂発泡成形体を、同一の金型本体を用いて成形することができる成形用金型と、この金型を用いた樹脂発泡成形体の製造方法を提供する。
【解決手段】上型21及び下型22よりなる金型20内に、多数の孔31を有した板状体30を設置しておくことにより、この凸部付きの樹脂発泡成形体を成形する。板状体30を別形状のものに交換することにより、別形状の凸部を有したシートパッドを成形することができる。
(もっと読む)
繊維強化プラスチック長尺シートの製造方法
【課題】厚み精度が高く、幅を広くしても表面が平滑な繊維強化プラスチック長尺シートを製造する方法を提供する。
【解決手段】炭素繊維とフェノール樹脂組成物とを含むシート2を、このシートの両表面を一対のベルト3で挟んだ状態で、ダイス4のスリットに連続的に引き込みながら加熱し、フェノール樹脂組成物を硬化するに繊維強化プラスチック長尺シート1の製造方法であって、ダイス4は、加熱装置を埋め込んだ一対の金属ブロックとその一対の金属ブロックの間にスリットを設けるスペーサーとからなり、さらにこのスペーサーがガス抜き孔を有している繊維強化プラスチック長尺シート1の製造方法で達成される。
(もっと読む)
メタクリル樹脂板の製造方法
【課題】ステンレス鋼板の鋳型からの剥離性がよく、安定で品質に優れたメタクリル樹脂板を製造する方法を提供する。
【解決手段】
空気雰囲気中において80℃以上200℃以下の温度で加熱処理されたステンレス鋼板を鋳型とし、該鋳型内でメタクリル酸メチル、またはメタクリル酸メチルおよびこれと共重合可能な他のビニル系単量体との混合物を重合して板状成形物とするメタクリル樹脂板の製造方法であり、好ましくはステンレス鋼板表面のFe中のFe(0価)量を12%以下にしたステンレス鋼板を用いる前記樹脂板の製造方法。
(もっと読む)
光学素子の製造方法
【課題】製造コストの低減を図りつつ高品質の光学素子を得る。
【解決手段】金型ブロック26に形成されたキャビティ33に樹脂素材34を供給し、加熱加圧して成形する光学素子36の製造方法であって、樹脂素材34を加熱加圧して該樹脂素材34の内部歪及び表面欠陥を除去する第1プレス工程(歪取り工程)14と、歪取り工程14を経た樹脂素材34をさらに加熱加圧して光学素子36の形状を確保する第3プレス工程(形状安定化工程)18と、を有する。
(もっと読む)
積層加熱加圧によるカーボンナノチューブ含有樹脂成形体の導電性改善方法
【課題】カーボンナノチューブを少量添加した場合でも効率よく導電性を発現できる樹脂成形体を提供する。
【解決手段】カーボンナノチューブと熱可塑性樹脂を混練した後、成形した複合材料を熱可塑性樹脂のガラス転移温度よりも20℃低い温度から250℃高い温度で加熱し、この状態において加圧し、カーボンナノチューブを露出させ、かつ樹脂成形体の内部にカーボンナノチューブを0.1〜20重量%含有させた樹脂成形体の製造方法。
(もっと読む)
型、型の製造方法、および、型の製造装置
【課題】優れたコントラストを有する模様を転写し得る型であって、優れた生産効率で安価に製造され得る型を提供する。
【解決手段】型10は、シート状部材50に凹凸模様12を形成するための型である。型は、シート状の基材22と、前記基材の一方の表面上に積層された金属層24と、を備える。前記シート状部材に転写されるべき凹凸模様が、前記金属層の側の表面から前記金属層および前記基材を変形させて形成されている。
(もっと読む)
高密度カーボンナノチューブアレイを含む熱伝導シート及びその製造方法
【課題】本発明は、高密度カーボンナノチューブアレイを含む熱伝導シート及びその製造方法に関する。
【解決手段】本発明の高密度カーボンナノチューブアレイを含む熱伝導シートは、ポリマーマトリクスと、密度が0.1/cm3〜2.2cm3であるカーボンナノチューブアレイと、を含む。前記高密度カーボンナノチューブアレイを含む熱伝導シートの厚さは、20μm〜5mmにされている。さらに、本発明は、前記高密度カーボンナノチューブアレイを含む熱伝導シートの製造方法も提供する。
(もっと読む)
ステム付きウェブを製造する装置、およびこの装置を通じて得ることのできるステム付きウェブ
ベース・ストリップと、ストリップから突き出て、ストリップの一部を形成する少なくとも1つのステム、特に、ストリップと同じ材料製の少なくとも1つのステムとによって構成される、ステム付きウェブであって、少なくとも1つのステムが、真直軸と、真直軸に垂直な一定の断面またはベースからステムの先端へと縮小する断面とを有する、ステム付きウェブにおいて、少なくとも1つのステムが、その軸に沿って測定される高さと、ストリップの平面に平行に測定されるその最大寸法に相当する幅とを有しており、幅が、0.05mm〜0.250mmの間にあり、ステムの高さとその幅との比が、少なくとも2よりも大きく、好ましくは3以上であることを特徴とする、ステム付きウェブ。 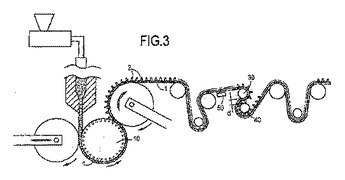 (もっと読む)
(もっと読む)
製造設備の温度を制御する装置及び方法
【課題】高速で連続運転可能なフィルム、ウェブ等の製造に関する。回転しているロール、ベルトの温度をゾーン制御する方法及び装置を提供する。
【解決手段】装置12は、第一の温度の表面32を有するロール30と、ロール30の表面32の少なくとも一部に隣接して配置されたベルト70とを備える。ベルト70は、接触領域Cにおいてロール表面32に接触し、ロール30の第一の温度と異なる第二の温度を有して、ここでロールが回転する時に、接触領域C内において、ベルト70が、ロール30の表面32の少なくとも一部に温度変化の影響を及ぼす。
(もっと読む)
可燃性繊維強化樹脂成形品の製造方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】フィラー状、粉状、粒状、片状又は塊状の原料をバインダー樹脂で結合してなる繊維強化素材(30,30',30'') を用い、繊維強化素材を破砕し、繊維強化素材の破砕片を平面上又は所定の立体形状の面上に並べて加熱してそのバインダー樹脂を軟化又は溶融させるとともに加圧し、バインダー樹脂を硬化させることによってシート状又は所定の立体形状の繊維強化樹脂成形品(31,31'')を製造する。繊維強化素材の原料には繊維又は水和金属化合物を
用いることができる。また、バインダー樹脂には生分解性樹脂を用いることができる。
(もっと読む)
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、コード間隔が均一で適度な厚さかつ平滑なプライを得ることのできるプライ形成装置及びプライの形成方法の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8及び挟圧ローラ9を備える。エンドレスベルト8を掛巻するローラのうち、上流のローラを鼓状ローラ12とする。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。挟圧の際に広がる側縁部のスチールコード3が、予め、鼓状ローラ12の鼓形状に沿って中央側に寄る。エンドレスベルト8及び挟圧ローラ9の広い挟圧面で、ゴム被覆した複数本のスチールコード3を挟圧する。複数本のスチールコード3が一体化して、平滑かつ均一なコード間隔のプライ2になる。
(もっと読む)
熱プレス装置と熱プレス方法と熱プレスによるパターン転写方法
【課題】平プレス装置を用いて熱プレスをする際に、加熱時や冷却時に被プレス体を動かすことなく、必要時に加熱部と冷却部が分離するようにして、加熱加圧の後、短時間で冷却部を冷やすことができるようにする。
【解決手段】挟み込み部分6側から一方のプレス面7と冷却部8と冷却部8に離接可能な加熱部9とがこの順で配されて、一方のプレス面7と対向する他方のプレス面11との間で被プレス体12を挟み込みし、一方のプレス面7を、冷却部8と一体となった加熱部9からその冷却部8を介する熱伝導により加熱し、冷却部8からの加熱部9の分離により加熱部9から冷却部8への熱伝導を不能とした。
(もっと読む)
201 - 220 / 555
[ Back to top ]