
Fターム[4F204AJ09]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 装置又は装置部材の材料の特徴 (1,067) | 構造の特徴 (334) | 積層構造(被覆層、表面層の構造等) (87)
Fターム[4F204AJ09]に分類される特許
61 - 80 / 87
プラスチックレンズの製造方法

【課題】テープモールド法(注型重合法)におけるレンズカケの発生を抑制し、歩留りの
向上を図るとともに、環境負荷を低減したプラスチックレンズの製造方法を提供する。
【解決手段】所定の間隔で対向配置した2つの成形型2,3の外周側面に、粘着テープ4
を巻き付けて成形用モールド10を組み立てしてキャビティ6を形成する成形型組立工程
と、キャビティ6内に粘着テープ4の注入孔4aから原料組成物Mを注入する注入工程と
、注入孔4aを含む注入孔4a周辺の粘着テープ4の外周面に、成形型3の外周面領域と
重ならないように紫外線硬化型樹脂からなる封止剤50が滴下された後に、紫外線が照射
されて硬化される封止工程と、原料組成物Mを重合硬化する重合硬化工程とにより、プラ
スチックレンズLを製造する。
(もっと読む)
熱可塑性樹脂板の熱変形方法

【課題】 簡便な熱可塑性樹脂板の熱変形方法を提供する。
【解決手段】 所定形状を有する吸着面または所定形状に変形しうる吸着面を備えた型部材の吸着面に、熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板の熱変形方法である。
吸着面として、発泡樹脂シートを用いれば、ことさら簡単な構成の熱可塑性樹脂板の熱変形方法とすることができる。
型部材は、その一部の表面に多数の微細孔を形成して吸着面とし、前記微細孔から別途設けられた吸引機構により空気を吸引する吸着機構を含んで構成されていてもよい。
(もっと読む)
ナノ構造及びマイクロ構造を有する構造体の成形用モールドの製造方法及び該モールドを用いる該構造体の製造方法
【課題】ナノ構造及びマイクロ構造を有する構造体の成形用金属製モールドの簡便な製造方法を提供する。
【解決手段】押付け面上に、ナノ構造を有し且つマイクロ構造の平面パターンを有するマスクが形成された光透過性の原版を、光硬化性樹脂膜に、該膜が加熱により軟化された状態で押し付け、前記ナノ構造の反転構造を該膜に転写する工程、(b)得られた膜を前記原版上から前記マスクを介して露光する工程、(c)得られた硬化した膜を前記原版から離型する工程、(d)離型した膜を現像して未露光部分を除去し該膜上に前記マイクロ構造の反転構造を形成する工程、(e)得られた膜を用いて、前記ナノ構造及びマイクロ構造が表面に形成されたレプリカを得る工程、(f)前記レプリカ上に金属材料を堆積させ、前記ナノ構造及びマイクロ構造の反転構造が表面に形成されたモールドを得る工程を含んでなることを特徴とするモールドの製造方法。
(もっと読む)
熱プレス用クッション材およびその製造方法
【課題】複数回の熱プレスに繰り返して使用することができ、しかもクッション性、面内均一性、熱伝達性のいずれにおいても優れた特性を発揮する熱プレス用クッション材を提供する。
【解決手段】熱プレス用クッション材は、繊維材料からなる紙と、紙に含浸されたゴムとの複合体であって、繊維材料とゴムとの体積比率が1/1.5〜1/7.5であり、複合体の空隙率が60〜90%である。
(もっと読む)
カレンダーロールおよびそれを用いたカレンダー装置
【課題】エチレン−酢酸ビニル共重合体(EVA)フィルムのカレンダー加工時におけるロールへのEVA樹脂組成物の付着を防止して、歩留の良いEVAフィルムの製造を可能とするカレンダーロールおよびそれを用いたカレンダー装置を提供する。
【解決手段】金属材料からなるロール本体の表面に硬質クロームめっきが施されてなるカレンダーロールである。EVA樹脂組成物のカレンダー加工に使用される。表面粗さRaが0.02〜0.1μmである。金属材料としては鍛鋼またはチルド鋼が好適である。
(もっと読む)
トナー供給ローラー及びその製造方法
【課題】研磨や切削などの煩雑な工程を不要とし、原料の無駄を省き、寸法精度が高く、特定のセルの開口を有し、長期に亘って一定量のトナー供給を維持することができ、画像不良の発生を抑制することができるトナー供給ローラーやその製造方法を提供する。
【解決手段】成形型の成形キャビティにポリエーテルポリオールとイソシアネートを主成分とするウレタンフォーム原料を供給して形成されたウレタンフォーム層を有するトナー供給ローラーにおいて、前記成形型の成形キャビティが、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を含む非直鎖状フッ素樹脂製の表面を有し、該成形キャビティ表面に接触して形成されるウレタンフォーム層が、セル開口4の面積が全表面積に対して50%から90%の範囲であり、且つ、セル壁幅aが平均セル開口径に対して10%から70%の範囲である表面を有する。
(もっと読む)
クッション型の型取り材及び型取り方法
【課題】石膏などを使わず人体から直接型取りが簡単にでき、熱硬化に際して特段の加熱を必要とせず、しかも熱硬化に際しての発熱温度を人体に傷害の無い程度の温度に制御できる、クッション型の型取り材と、それを用いた型取り方法を提供する。
【解決手段】ポリウレタンの原材料のうち少なくとも第1成分(ポリオール)と第2成分(イソシアネート)を別々に用意するステップと型枠を兼ねたクッションを配した椅子を用意するステップと椅子のクッションの表面を空のポリエチレン袋で覆うステップとポリエチレン袋の表面を不織布で覆うステップと原材料を調合するステップとモデル人体が不織布の上に着座するステップと調合した原材料をポリエチレン袋に注入するステップとモデル人体がポリエチレン袋の背当て部分に徐徐によりかかるステップとモデル人体がポリエチレン袋から離脱するステップとを含む。
(もっと読む)
ロールの製造装置
【課題】定着ロールや加圧ロールとして使用される外径が一様でないロールを効率的に製造する。
【解決手段】中空の芯棒体9と、芯棒体9の外周に形成される弾性層10とからなるロール11で、弾性層10の外径が一様でなく最大径Dmax と最小径Dmin とが存在するロール11の製造装置である。ロール成形型1キャビティ3内に芯棒体9を同芯に挿入した状態で液状弾性体材料101を注入したロール成形型1を加熱して該液状弾性体材料101を硬化せしめて弾性層10を形成するための加熱手段12と、その後、芯棒体9を選択的に冷却して芯棒体9を弾性層10と共に熱収縮せしめ、ロール成形型1とキャビティ3の内周と芯棒体9の外周に形成されている弾性層10外周との間に所定の間隙Cを形成するために芯棒体9内に装填される冷却手段16と、この状態でロール成形型1のキャビティ3の一端から上記ロール11を弾性層10と共に効率良く引抜く。
(もっと読む)
FRP製角パイプの成形法。
【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
管状部材の成形方法
【課題】複雑・高度なロボットアーム等に使用される、大径管の内壁に小径管を有する管状部材(複合管状体)を、一体成形する方法を提供すること。
【解決手段】筒状の金型のキャビティ内表面に沿ってシート状の繊維強化プリプレグを敷設し、このシート状プリプレグ内表面に、外周がプリプレグで被覆された芯材を配置すると共に、この芯材を覆う様に硬質発泡材を付着させシート状プリプレグ内表面との間隙を充填し、次いで、前記筒状の金型のキャビティ内に膨張バッグを挿入し、その後、キャビティ内で膨張バッグを膨張させると共に型内を加熱することによりプリプレグを型に密着させて硬化させ、プリプレグ硬化後に芯材を抜き取ることを特徴とする管状部材の成形方法。
(もっと読む)
耐熱性ゴムシート
【課題】 ゴムシートの加硫成形後に離型処理を行う手間を省き、ゴムシートの加硫成形と同時にその表面に離型層が形成される成形効率のよい耐熱性ゴムシート、好ましくは積層成形品製造用ダイヤフラムを提供する。
【解決手段】 未加硫のゴム層の表面にフッ素樹脂を含浸させた耐熱性繊維で構成した布層を積層し、これらを加熱加圧して加硫成形した後に、上記布層を剥離することにより上記ゴム層の表面に上記布層の目を転写して離型層を形成した耐熱性ゴムシートを得る。上記耐熱性ゴムシートを、真空雰囲気下で複数の被成形材を加熱加圧することにより積層する真空プレス機に取り付け、上記被成形材に密着加圧させるダイヤフラムとして使用する。
(もっと読む)
クッション材
【課題】この発明は、圧縮特性がクラフト紙と実質的に同等で、しかも復元性が良く多数回の繰り返し使用が可能で、さらに厚さも従来と大差なくて熱伝導性も良好で、プレス成形で被成形品の中心部まで十分に加熱されるようにした多層積層回路基板の熱成形に用いるクッション材を得ようとするものである。
【課題手段】多層積層回路基板の熱成形に用いるクッション材であって、ゴムシートの片面又は両面に金属繊維の網状シートを配し、加圧成形に当たりゴムシートの加圧面のゴムの一部が変形し網状シートの網目に入り込むようにしたクッション材。
(もっと読む)
工程離型材
【課題】本件は、離型層の材料としてアクリル系樹脂を用い、離型層の合成皮革との剥離性を向上させた工程離型材であり、エンボス加工時に離型層の樹脂がエンボスロールに付着することもなく、輪郭のはっきりしたエンボスパターンを離型層に付与することができるものである。
【解決手段】工程離型材は、基材上にエンボスパターンを有するアクリル系電離放射線硬化性樹脂の硬化膜からなる離型層を備え、該離型層上に金属又は金属酸化物の薄膜を設けたことを特徴とするものである。
(もっと読む)
プレス成形用耐熱クッション材およびその製造方法
【課題】 成形プレス用耐熱クッション材の提供。
【解決手段】 ポリエチレンテレフタレート/架橋剤の残渣がない架橋ポリエチレン/ポリエチレンテレフタレートの構成のプレス成形用クッション材であって、クッション材の使用時に樹脂ダレが生じないものであること、両外層のポリエチレンテレフタレートがHr(J/g)=Hm−Hcで定義される実質結晶融解熱量Hr(J/g)が15(J/g)以上であることにより示される、結晶化度を高めた耐熱性のものであることを特徴とするプレス成形用耐熱クッション材。上記の成形プレス用耐熱クッション材の製造方法であって、まずポリエチレンテレフタレート/ポリエチレン/ポリエチレンテレフタレートの構成の積層シートを製造し、該積層シートに電子線を照射して中間層であるポリエチレン層を架橋することを特徴とする製造方法。
(もっと読む)
賦型シート
【課題】 繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された化粧板を提供すること。
【解決手段】 基材上に少なくとも、全面に設けられた離型剤を含有する透明又は半透明の艶消し下塗層と、該下塗層上に部分的に設けられた表面賦型層を有する賦型シートであって、該表面賦型層が離型剤を含有する電離放射線硬化性樹脂組成物の架橋硬化したものであることを特徴とする賦型シートである。
(もっと読む)
賦型シート
【課題】 繊細な凹凸形状を賦型できる賦型シートおよび該シートにより賦型された化粧板の提供。
【解決手段】 基材上に(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによって模様層3を形成し、前記模様層上に、離型剤を含有する電離放射線硬化型樹脂組成物を塗工して塗工層を形成し、このようにして形成された前記撥液性模様層と前記塗工層との間の撥液作用によって前記模様層の上部に形成された塗工層に凹部6を形成し、さらにこのようにして形成された塗工層に対して電離放射線を照射して、前記模様層に同調した凹凸が形成された塗工層5を硬化させることを特徴とする賦型シートである。
(もっと読む)
マーク付きコンタクトレンズの製造方法及びそれによって得られるマーク付きコンタクトレンズ
本発明は、コンタクトレンズにダメージを与えることなく、脱色しない着色であり、且つ、煩雑な工程を実施することなく、モールド成形時に、コンタクトレンズの重合成形と同時に、コンタクトレンズに対してマーキングを行なうことが可能なコンタクトレンズの製造方法の改良した技術を提供することにある。そして、本発明にあっては、着色剤として、コンタクトレンズ構成重合体を与えるモノマー混合液を構成するモノマー成分の少なくとも1種以上からなる媒体に、所定の色素を含有せしめたものを採用する一方、かかる着色剤を付着せしめるに先立って、成形キャビティ面(28)に、スパッタリングによる微細な粗面化加工を施すと共に、成形キャビティ面(28)に付着せしめた着色剤を、モノマー混合物を成形キャビティ内へ充填する以前に、予備重合するようにした。 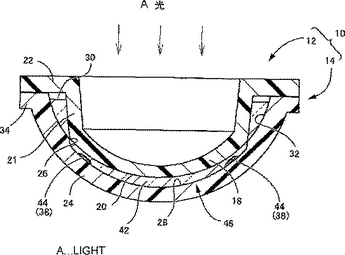 (もっと読む)
(もっと読む)
構造化ポリマーフィルムおよびその製造方法
構造化ポリマーフィルムの両側に複数の長手方向に間隔のあいた構造を有する構造化ポリマーフィルムを製造する方法が記載されている。この方法は、複数のツール突出部(204)を含む外周面を有する回転可能なツール(200)を提供する工程と、ツールの外周面の反対に平滑な順応可能な外周面(212)を有するニップロール(210)を提供する工程と、ツールとニップロールとの間のニップにポリマー層を導入する工程と、周囲表面にツール突出部のあるツールとニップロールとの間にポリマー層をプレスして、ポリマー層の第1の側へウェブ凹所およびポリマー層の反対側の第2の側から離れるように延在するウェブ突起を形成して、構造化ウェブを形成する工程と、構造化ウェブをツールから取り出す工程と、を含む。試料処理物品も記載されている。 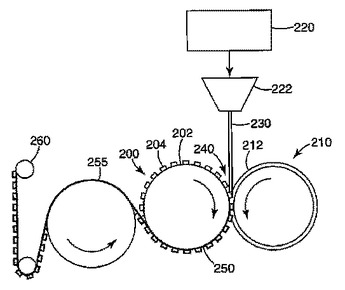 (もっと読む)
(もっと読む)
FRP製グレーチングの成形方法
【課題】側面が鉛直方向に対して傾斜している構成部材を有する繊維強化合成樹脂製の格子状体の新規の製造方法の提供。
【解決手段】底板41上に2つ以上の駒5が縦方向および/または横方向に配列するように突出して形成された型4に硬化性樹脂を充填し、連続繊維を前記駒の配列方向に延在させて、前記型の端部に位置する駒で前記連続繊維をコの字状に折り返して反対方向に延在させることを繰り返すことにより、前記連続繊維を前記型上に格子形状に配置して、前記連続繊維を硬化性樹脂に含浸させて、その後、前記硬化性樹脂を硬化させて、繊維強化合成樹脂製の格子状体を製造する方法。
(もっと読む)
半透過性膜による真空注入
上記繊維材料が液体ポリマーで含漬されるような、真空注入により繊維複合材料で作った横長のシェル部材を製造する方法。第1の横方向面(1)及び第2の横方向面(2)を備えた繊維インサート(3)をその中に配置するモールド空洞を有するモールドが適用され、繊維インサートは複数の繊維層と分配層(4)とを有し、分配層は繊維層よりも大きな液体ポリマーの流速を許容する。半透過性の膜(5)は繊維インサートの第1の横方向面(1)に対向して配置され、半透過性の膜はガスに対して実質上透過性で、液体ポリマーに対して実質上不透過性であり、更に真空源に連通する。分配層(4)は繊維インサート(3)の内部に配置されてその両側に繊維層を備え、半透過性の膜(5)対向した区域(6)により中断される。液体ポリマーは入口チャンネル(7、8)を介して分配層(4)へ導かれ、それによって、分配層(4)と第2の横方向面(2)との間に流れ最前線(9、10)を生じさせ、流れ最前線は上記区域(6)を通って半透過性の膜(5)の方へ移動する。  (もっと読む)
(もっと読む)
61 - 80 / 87
[ Back to top ]