
Fターム[4F204AJ10]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 装置又は装置部材の材料の特徴 (1,067) | 構造の特徴 (334) | 多孔質 (39)
Fターム[4F204AJ10]に分類される特許
1 - 20 / 39
繊維強化樹脂成形体の製造装置
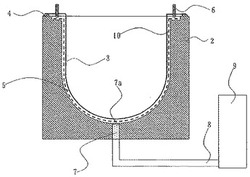
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
多孔質型を用いた複合材の成形方法および装置

【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
衝撃吸収パッドの製造方法、および衝撃吸収パッド
【課題】下型内に配置した補強部材の裏面側への発泡樹脂原料の流入を防止して、外観不良等の品質低下を取り除くことのできる、衝撃吸収パッド及びその製造方法を提供する。
【解決手段】成形金型1の下型2内に、プレート状の本体部分11を有する補強部材10を配置させて補強部材10の前記本体部分11の表面11a上に発泡樹脂原料を注入し、上型3と下型2との型締めで前記発泡樹脂原料を発泡させて、補強部材10に樹脂発泡体20を一体にする衝撃吸収パッドの製造において、補強部材10の本体裏面11bに、発泡樹脂材料からなるシール部材13を少なくとも該裏面11bの周縁に設け、前記本体裏面11bに設けたシール部材13が下型2の底面2aに接触させたままで補強部材10を下型2内に配置した後、本体部分11と下型底面2aとの間での、シール部材13の圧縮変形下で、前記本体部分11の表面11a側に発泡樹脂原料を注入して発泡成形する。
(もっと読む)
繊維強化樹脂成形品の製造方法、および繊維強化樹脂成形品
【課題】好適な外観を有する繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維強化樹脂成形品の製造方法は、配置工程と、加熱成形工程と、剥離工程とからなり、離型フィルム100は離型層110を有する。離型層110は、主にポリメチルペンテン系樹脂、シンジオタクチックポリスチレン系樹脂、またはポリブチレンテレフタレート系樹脂からなる。配置工程では、離型フィルム100を金型200上に配置する。このとき、離型フィルム100は、金型200と接する側と反対側に離型層110が位置するようにして配置する。加熱成形工程で、樹脂前駆体が含浸される布帛300を金型200によって加熱成形して繊維強化樹脂成形品を作製した後、繊維強化樹脂成形品から離型フィルム100を剥離する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】本発明は、金型とバッグ材を用いた繊維強化プラスチックの製造方法において、金型が湾曲または屈曲形状を有する複雑形状であっても、予め製品形状に形成した上型もしくは押圧板を準備することなく、表面平滑性に優れた複雑形状の繊維強化プラスチックを製造する方法を提供する。
【解決手段】以下の(a)〜(d)の工程を含むことを特徴とする繊維強化プラスチックの製造方法。
(a)湾曲または屈曲形状を有する金型の上に、少なくとも強化繊維基材と最終製品に要求される表面粗さと同等以上の平滑性を有する樹脂製シート材を含む成形材を配置する配置工程
(b)前記成形材を金型に押圧して沿わせて賦形および加熱する賦形・加熱工程
(c)強化繊維基材に含浸されたマトリックス樹脂を硬化する硬化工程
(d)樹脂製シート材を繊維強化プラスチック材から除去する除去工程
(もっと読む)
複合材成形型及びその製造方法
【課題】オートクレーブの大きさによらずに製造可能な複合材成形型の製造方法を提供することを目的とする。
【解決手段】コア材2の上面3を被成形体形状に対応する形状に加工するステップと、コア材2の他のコア材2と対向する側面4に段5a,5bを形成するステップと、コア材2の表面に未硬化の複合材料を積層して硬化させて複合材層8を形成するステップと、側面4に直交するコア材2の他の面にある複合材層8に、テーパー部10を形成するステップとを含む構成部材1a,1bを作成する工程と、側面4に接着剤を塗布し、構成部材同士を結合する工程と、テーパー部10に未硬化の複合材料を積層し、該複合材料上に熱源16を配置して複合材料を硬化させる工程と、結合された構成部材1a,1bの表面を研磨処理する工程とを備える複合材成形型の製造方法。
(もっと読む)
光学レンズおよびその製造方法
【課題】1枚当たりの体積が大きいレンズ、強度レンズ、またはセミフィニッシュレンズを製造する場合であっても脈理の発生が少ない光学レンズの製造方法を提供する。
【解決手段】下記一般式(1)で表される構造を有する化合物、硫黄および/またはセレン原子を有する無機化合物、およびメルカプト基を有する化合物からなる光学用樹脂組成物3を、一対のガラスモールド2,4を有する成形用モールド5内に注入し、前記光学用樹脂組成物3を重合硬化させる光学レンズの製造方法であって、注入前または注入後に前記成形用モールド5の側面部5c及び周縁部5a、5bを断熱材1で断熱処理する工程を有し、前記断熱材1の熱抵抗が0.010m2K/W以上である。[化1] (もっと読む)
(もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
ゴムマット及びその製造方法
【課題】衝撃吸収効果、疲労軽減効果、スリップ抑制効果などが優れており、更には耐久性も優れている、ゴムマットを提供する。
【解決手段】ゴムマット10は、本体部101と、本体部101の周縁のエッジ部102とを有しており、本体部101は、発泡ゴム層1上に、補強シート2、更には、非発泡ゴム層3が積層されて一体化された三層構造を有しており、非発泡ゴム層3の表面に、一体に多数の突起部31を等間隔で千鳥状に配置し、エッジ部102は、非発泡ゴムからなる。
(もっと読む)
複合要素を製造するための装置および方法
【課題】本願発明の課題は、繊維複合要素を製造するための装置を提供することである。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
(もっと読む)
繊維強化樹脂成形体の製造装置及び製造方法
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置及び製造方法を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
金型及び樹脂発泡成形品の成形方法
【課題】キャビティからガスを十分に排出することができると共に、ベントホールに樹脂が入り込むことを防止するよう構成することも可能な金型と、この金型を用いた樹脂発泡成形品の成形方法を提供する。
【解決手段】金型1は、下型2と、上型4と、この上型4に取り付けられた中子型3とを有する。中子型3の壁部3b,3cにそれぞれベントホール6が設けられている。壁部3b,3cの外面側に付設部材7が着脱可能に取り付けられている。この付設部材7は、ベントホール6に連通した細孔状の通気孔を有した筒状であり、通気孔の少なくとも一部がベントホール6よりも通路断面積が小さいものとなっている。中子型3のそれぞれキャビティに臨む面を覆うように不織布10が中子型3に装着されている。不織布10の端部側は壁部3b,3cも覆っており、ベントホール6をキャビティ側から覆っている。
(もっと読む)
ゴムチップ成形固化方法とゴムチップ成形固化装置
【課題】加熱工程数の減少により、成形時間の短縮、使用飽和蒸気量の減少を図り、且つ、製品表面には飽和蒸気を通さないようにして白濁化現象やスリット溝の凹凸をなくし、製品の商品価値を高めたゴムチップ成形固化方法及び装置を提供する。
【解決手段】湿気硬化タイプの熱硬化性樹脂接着剤と、裁断したゴムチップとを所定比率で配合・混練し、該ゴムチップと熱硬化性樹脂接着剤とからなる原料混練物5をキャビティ側金型7及びコア側金型9からなる金型のキャビティ内に充填し、コア側金型9をキャビティ側金型7に嵌合して加圧成形し、飽和蒸気Sをキャビティ側金型7の底面を除く周面及びコア側金型9の底面から送入して原料混練物5と金型とを加熱した後、飽和蒸気Sをコア側金型9の底面からキャビティ側金型7の底面を除く周面に向けて送給し、該飽和蒸気Sによって熱硬化性樹脂接着剤を湿気硬化させゴムチップ同士を接着固化させる。
(もっと読む)
成形型及び成形体の製造方法
【課題】自己硬化性を有する成形用原料を成形する際に、処理時間をより短縮すると共に、より確実に成形体を成形する。
【解決手段】成形型20によれば、液体と粒子とを含み自己硬化性を有する成形用原料を注入すると、成形用原料が開気孔32に導入されてしまうのを、成形面23,25から深さLまで形成された樹脂層33により防止しつつ、成形用原料及び成形体に含まれる分散媒から揮発する気体は、開気孔32から外部空間へ通過させる。この開気孔32は、粒子の平均粒径以下である、1.0×10-7〜1.0×10-6mの平均気孔径を有している。この樹脂層33は、毛管現象による液体の浸透モデルを元に深さLまで形成されている。このように、成形型内で十分に硬化反応の進行と、分散媒の揮発とを同時に実行可能であり、熱処理などを行うことにより硬化反応、分散媒の揮発のどちらか一方を主として実行可能でもある。
(もっと読む)
ナノ柱状構造体及びその製造方法と応用デバイス。
【課題】ナノ構造体を形成する柱の傾倒を抑えることができ、安定した構造からなるナノ柱状構造体及び量産化が容易なナノ柱状構造体の製造方法の提供を目的とする。
さらには、このナノ柱状構造体を応用したデバイスの提供も目的とする。
【解決手段】アルミニウム又はアルミニウム合金にポーラス型陽極酸化皮膜を電解形成後に、陽極酸化皮膜のポア径の拡大処理を施し、当該ポア径の拡大処理をした陽極酸化処理アルミ基材を鋳型として、樹脂組成物を注入及び転写成形し、アルミ基材を溶解処理することを特徴とする。
(もっと読む)
1回分のプラスチック材料を搬送する装置
装置は、1回分のプラスチック材料(80)を圧縮成形機器(1)に搬送するよう設けられた搬送手段(8)を備え、この搬送手段(8)は、1回分の材料(80)を受ける収容手段(22)を備えている。搬送手段(8)は、収容手段(22)内に受けられるとともに、1回分の材料(80)を圧縮成形機器(1)に移送するために収容手段(22)に対して移動可能となっている移動促進手段(87)を備えており、移動促進手段(87)は少なくとも部分的に多孔質の材料から形成されている。  (もっと読む)
(もっと読む)
気体除去方法、気体除去装置、コアの製造方法、コアの製造装置及び積層支持体
【課題】塑性流動材料と硬質充填材の混合物を加圧して混合物中の気体を除去することで、気体含有率が低い成型品を得ることを課題とする。
【解決手段】シリンダ42の加圧室42Rに塑性流動材料と硬質充填材の混合物片56Aを投入し、加圧室42Rの混合物片56Aを加圧する。これにより、混合物片56Aに含有された気体及び、加圧室42Rに投入された塑性流動材料と硬質充填材の混合物片56Aの間の空気が、加圧室42Rから連通孔50を通って外部へ押し出され、結果として気体が除去された、すなわち気体含有率が低減された複数の混合物片56Aからなる成型品56が得られる。
(もっと読む)
ステム付きウェブを製造する装置、およびこの装置を通じて得ることのできるステム付きウェブ
ベース・ストリップと、ストリップから突き出て、ストリップの一部を形成する少なくとも1つのステム、特に、ストリップと同じ材料製の少なくとも1つのステムとによって構成される、ステム付きウェブであって、少なくとも1つのステムが、真直軸と、真直軸に垂直な一定の断面またはベースからステムの先端へと縮小する断面とを有する、ステム付きウェブにおいて、少なくとも1つのステムが、その軸に沿って測定される高さと、ストリップの平面に平行に測定されるその最大寸法に相当する幅とを有しており、幅が、0.05mm〜0.250mmの間にあり、ステムの高さとその幅との比が、少なくとも2よりも大きく、好ましくは3以上であることを特徴とする、ステム付きウェブ。 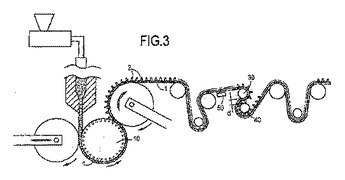 (もっと読む)
(もっと読む)
微細形状転写シートの製造装置および微細形状転写シートの製造方法
【課題】プレスを繰り返しても緩衝材の厚み減少分が元の状態近くまでその都度復元し、シート状基材に転写ムラを発生することなく転写成形することのできる微細形状転写シートの製造装置と製造方法を提供する。
【解決手段】微細形状が表面に形成された金型3と、金型の表面にシート状の樹脂基材2を押圧するプレート板と、樹脂基材が挿入される位置とプレート板との間に設けられた緩衝材17とを含む微細形状転写シートの製造装置1において、緩衝材のクッション率が25%以上かつ変形回復率が40%以上である。微細形状が表面に形成された金型の表面にシート状の樹脂基材を供給した後、緩衝材を介してプレート板により樹脂基材を金型に押圧して樹脂基材の表面に微細形状を転写する微細形状転写シートの成形方法において、緩衝材として、クッション率が25%以上かつ変形回復率が40%以上である緩衝材を用いる。
(もっと読む)
硬質ポリウレタンスラブ製造設備及び硬質ポリウレタンスラブ製造方法
【課題】硬質ポリウレタンスラブの発泡成形において、収縮代を考慮しつつも材料の無駄を抑制可能な硬質ポリウレタンスラブ製造設備を提供する。
【解決手段】下面材上にポリウレタン発泡原液を吐出すると共に、その上面に上面材3を供給しつつこれらを搬送してポリウレタン発泡原液を硬化させ、所定長さに切断する硬質ポリウレタンスラブ製造設備において、吐出されたポリウレタン発泡原液の発泡処理を行いながら硬質ポリウレタンスラブを搬送するための発泡搬送部を備え、この発泡搬送部は、硬質ポリウレタンスラブの下方もしくは上下に位置するダブルコンベア7と、硬質ポリウレタンスラブの幅方向両側部に位置して、幅方向両端部を押える押圧面9bを有するブロックコンベア9と、を備え、幅方向において向かい合う押圧面9bどうしの間隔が、硬質ポリウレタンスラブの底部よりも上部のほうが広くなるように設定されている。
(もっと読む)
1 - 20 / 39
[ Back to top ]