
Fターム[4F204AR15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | 重量、密度、比重 (53)
Fターム[4F204AR15]に分類される特許
1 - 20 / 53
マイクロレンズアレイの製造方法

【課題】マイクロレンズを形成するために必要な液滴の数と同じ回数の吐出走査を実施する必要があることに起因して、マイクロレンズを形成するために多くの時間を要することを抑制するマイクロレンズアレイの製造方法を提供する。
【解決手段】マイクロレンズアレイの製造方法は、液状体を液滴として吐出して、基材の所定の位置に着弾させた液状体によってマイクロレンズを形成するマイクロレンズアレイの製造方法であって、基材におけるマイクロレンズを形成する面を、液状体に対して撥液性にする撥液処理工程と、マイクロレンズを構成するための複数の液滴における最初に着弾させる液滴を、マイクロレンズの座標位置に着弾させる第一液滴配置工程と、複数の液滴における2番目以降に着弾させる液滴を、当該液滴の前に着弾させた液滴に一部が重なる位置に着弾させる第二液滴配置工程と、を有する。
(もっと読む)
フロート及びその製造方法

【課題】樹脂に混合したガラス粒体の破損を抑えて小さい比重のフロートを得ることができるフロートの製造方法、及び、このフロートの製造方法で製造された小さい比重のフロートを提供する。
【解決手段】フロートFは、高密度ポリエチレン樹脂粒子Pと中空状のガラスビーズGとをそれぞれ固体状態のままで混合した混合物を生成して、この混合物を金型に入れて高密度ポリエチレン樹脂粒子の溶融温度以上に加熱しながら圧縮して成型される。
(もっと読む)
半導体発光装置の製造方法。
【課題】製品間における発光色のばらつきや発光面内における発光色のむらを防止できる半導体発光装置の製造方法を提供する。
【解決手段】基板10の素子搭載面に複数の発光素子20を搭載する。基板上における複数の発光素子の配列に対応して配列された複数のキャビティ122を基準面に有する金型120に平均粒径が5μm以上の蛍光体粒子32を含む蛍光体含有樹脂30を供給する。発光素子の各々がキャビティの各々に収容され且つ素子搭載面aと基準面bとが蛍光体含有樹脂を間に挟んで密着した状態で蛍光体含有樹脂を圧縮成形する。圧縮成形する工程において、素子搭載面と基準面の間に介在する蛍光体含有樹脂の厚さLを蛍光体粒子の平均粒径の15倍以上に設定する。
(もっと読む)
パネルの製造方法
【課題】パネル表面の中央部の表面平滑性が良好であり、かつコーナー部の収縮による凹み(ヒケ)が防止でき、外観不良発生を防止可能な硬質ポリウレタンサンドイッチパネルの製造方法を提供する。
【解決手段】下面材、上面材及び前記下面材と上面材の間に配設した枠材にて形成されるキャビティー内に原液組成物を供給するパネルの製造方法であって、原液組成物のゲルタイム(Tg)と前記原液組成物がキャビティーに供給後発泡してキャビティーに充填される充填時間(秒)を(Tf)とが2≦Tg−Tf≦15(秒)を充足し、硬質ポリウレタンフォームのジャストパック密度(djp)とパネルを構成する充填フォーム密度(dp)とが110≦100(dp/djp)≦130(%)を充足し、枠材のコーナー部近傍にガス抜き孔17が形成されており、前記ガス抜き孔の断面積は1コーナー当たり合計15mm2以上である方法。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
硬質ポリウレタンフォームの製造方法
【目的】
本発明は、発泡剤としてHCFCを用いた硬質ポリウレタンフォームよりも断熱性能に優れると共に、寸法安定性や燃焼性においても優れた硬質ポリウレタンフォームを提供することを目的とする。
【構成】
本発明は、ポリイソシアネートとポリオールとを発泡剤および触媒などの存在下で反応させて硬質ポリウレタンフォームを製造するに際し、前記ポリオールが、アニリンを開始剤とし、水酸基価550〜630mgKOH/gのポリエーテルポリオールを全ポリオール100重量部に対して10〜100重量部使用することを特徴とする。
(もっと読む)
連続気泡ポリウレタンフォーム用ポリオール組成物および連続気泡ポリウレタンフォームの製造方法
【課題】(i)吹付け時の液だれを防止することによりフォーム表面の平滑性を向上すること、(ii)吹付け対象物に対する接着性を向上すること、かつ(iii)フォームの靭性の向上とフォームの切削面の平滑性の向上とを両立すること、の全てをバランス良く達成可能な連続気泡ポリウレタンフォーム用ポリオール組成物を提供すること。
【解決手段】ポリオール化合物として、平均官能基数が2〜4、重量平均分子量が800〜1200であって、アルキレンオキサイドの重合体であるポリエーテルポリオール(A)と、平均官能基数が2〜8、重量平均分子量が300〜800であって、アルキレンオキサイドの共重合体であるポリエーテルポリオール(B)と、を含有する連続気泡ポリウレタンフォーム用ポリオール組成物。
(もっと読む)
圧縮成形方法及び圧縮成形装置並びに樹脂供給ハンドラ
【課題】大きさ及び重量の少なくとも一方が等しい粒状樹脂を計数及び/又は計量することにより、キャビティ容量に見合った樹脂量をキャビティ毎に供給して低コストでメンテナンス性を改善し高い成形品質を維持できる圧縮成形方法及び圧縮成形装置を提供する。
【解決手段】大きさ及び重量の少なくとも一方が均一に成形された粒体樹脂6を型開きしたモールド金型1に形成されたキャビティ凹部3bのキャビティ容量に応じて計数及び/又は計量されてキャビティに供給する樹脂供給工程と、モールド金型1にキャビティ凹部3bと対応する位置にワークWを保持してモールド金型1をクランプする工程と、キャビティ凹部3b内に供給されて溶融した樹脂6を所定樹脂圧に保圧して加熱硬化させる工程と、を含む。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法
【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
成形型およびプラスチックレンズの製造方法
【課題】プラスチック材料の液面の高さを精密に制御する必要がなく、かつ、プラスチック材料の流量を大きくして生産性の向上を図ることができるようにすること。
【解決手段】成形型1は、モールド組立体2と、モールド組立体に取り付けられる注入補助部材3とを備えている。モールド組立体2は、対向する第1のモールド21及び第2のモールド22と、第1及び第2のモールド21,22の外周間を連結するテープ部材23からなり、プラスチックレンズ材料が注入されるキャビティ24と、キャビティ24にプラスチックレンズ材料を注入するための注入部23aを有する。注入補助部材3は、筒状に形成された補助部材本体31と、補助部材本体31の内部に設けられ、プラスチックレンズ材料を吐出するノズルが嵌合される嵌合部32と、補助部材本体31の一端に設けられ、モールド組立体2の注入部23aの周囲に密着する取付片33とを有する。
(もっと読む)
ポリウレタンフォーム成形品の製造方法
【課題】物性ないし特性が異なる2部分以上のポリウレタンフォーム成形部が一体成形されてなるポリウレタンフォーム成形品の製造方法において、該成形部同士の境界部をより精度良く設計位置に配置することが可能なポリウレタンフォーム成形品の製造方法を提供する。
【解決手段】成形時にいずれのポリウレタンフォーム成形部13,14においても所定の成形圧となるように各ウレタン原液U1,U2の注入量を求め、この注入量を各ウレタン原液の注入量の基準値G1,G2とし、各ウレタン原液U1,U2の注入の時間差に基づき、後から注入されるウレタン原液U2の注入量を該基準値G2よりも多くするか、先に注入されるウレタン原液U1の注入量を該基準値G1よりも少なくする。
(もっと読む)
発泡成形品補強材用不織布及び発泡成形品
【課題】家具あるいは車輌用座席等に使用される発泡成形品の補強材用不織布及び発泡成形品に関する。さらに詳しくは、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供する。
【解決手段】密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
(もっと読む)
複合繊維体の成形方法および成形型
【課題】高密度層と低密度層の厚み方向の密度分布,厚み分布が多様に変化した複合繊維体の成形方法および加熱型の提供を図る。
【解決手段】加熱型2として用いられる上型2Aまたは下型2Bの少なくとも一方の型面に、断熱材4により型材料と熱伝導率が異なる部分を設定することにより、成形素材1Aの加熱状態が部分的に変わって、高密度層1aと低密度層1bの厚み方向の密度分布,厚み分布が多様に変化した複合繊維体1を得ることができる。
(もっと読む)
樹脂成形品の製造方法
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
ベール糸を重ね合わせ織り交ぜることによって形成された新規な中間材料
本発明は、織り交ぜによって絡み合わされた一組のバンドを含む中間材料に関係し、この材料は、いわゆるボイル・バンドである、バンドの少なくとも一部、好ましくはバンドの全部がバンドの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、バンドの各表面上で熱可塑性繊維不織布と組み合わされた一方向シートを形成し、2枚の不織布が熱可塑性があることによりボイル・バンドの凝集性を保証するようになっていることを特徴とする。本発明は、複合部品を形成するためにそのような材料を実現する製造方法にも関係し、さらに、その結果得られる複合部品にも関係する。 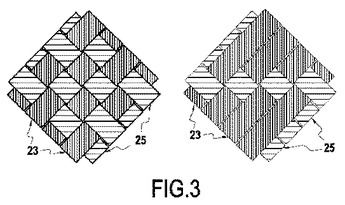 (もっと読む)
(もっと読む)
騒音低減性の押出コーティング組成物
基材を押出コーティングするための方法が提供される。本方法は、押出コーティング組成物を基材の表面に押出コーティングによって適用する工程を含む。これらの方法では、押出コーティング組成物は、ポリオレフィン及び無機粒子材料を含み、前記無機粒子材料は、2μm以下の平均粒径と、前記ポリオレフィン及び前記無機粒子材料の総重量に基づいて少なくとも20重量%の粒子負荷とを有する。  (もっと読む)
(もっと読む)
繊維強化成形体及びその製造方法
【課題】軽量、薄肉、高剛性に優れる繊維強化成形体の提供を目的とする。
【解決手段】芯材11と、芯材11の両面に積層された繊維補強材21とから構成し、芯材11は、連続気泡を有する熱硬化性樹脂発泡体に熱硬化性樹脂が含浸して熱硬化性樹脂発泡体を圧縮した状態で熱硬化性樹脂が硬化したものであって、圧縮率が200〜5000%の範囲のものからなり、繊維補強材21は、炭素繊維織物に熱硬化性樹脂が含浸して硬化したものからなり、含浸後の熱硬化性樹脂の樹脂比率が50〜80%であり、芯材11と繊維補強材21を、熱硬化性樹脂発泡体に含浸した熱硬化性樹脂と炭素繊維織物に含浸した前記熱硬化性樹脂の硬化により一体化した。
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】1次成形型2により加熱,加圧する工程で、成形素材1Aの下面側のみが下型2Bの温度管理下で所要厚みの高密度層1aとして圧縮成形される。1次成形型2を型開きして成形素材1Aの上面側の低密度層1bを復元させ、これに熱風を送り込んで所要温度に加熱した状態で成形素材1Aを2次成形型3によりコールドプレスすることにより、低密度層1bが所要の厚みと密度に圧縮成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
圧縮成形用再生メラミン樹脂材料、再生メラミン樹脂成形品、食器、及び再生メラミン樹脂成形品の製造方法
【課題】成形形状の対応性に優れ、圧縮成形によってもオーバーキュアが発生し難く、確実に固化するものであって、成形後の衝撃耐久性にも優れた圧縮成形用再生メラミン樹脂材料やこれを圧縮成形してなる再生メラミン樹脂成形品等を提供する。
【解決手段】再生メラミン樹脂成形品の粉砕粉末を主成分として含まない使用済メラミン樹脂成形品の粉砕粉末と、再生メラミン樹脂材料を含まないメラミン樹脂材料とが混合され、前記粉砕粉末の配合量が全重量比50〜65%である。再生メラミン樹脂成形品の圧縮成形用再生メラミン樹脂材料は全重量比0.5%以上の黒色着色剤を含み、成形後の表面全体に艶消しシボ加工1sが施される。
(もっと読む)
発泡性レゾール型フェノール樹脂成形材料およびその製造方法ならびにフェノール樹脂発泡体
【課題】 特に改善された外観を有し、しかも、密度35kg/m3以下においても、標準的な密度である40kg/m3程度の発泡体の有する力学的性能と比較して実用上問題のない程度の低下に抑えられ、かつpHが高く、良好な腐食防止性を有するフェノール樹脂発泡体を与え得る発泡性フェノール樹脂成形材料、および該成形材料を用いてなるフェノール樹脂発泡体を提供する。
【解決手段】 液状レゾール型フェノール樹脂、発泡剤、整泡剤、酸硬化剤および添加剤を含む発泡性レゾール型フェノール樹脂成形材料であって、前記添加剤が、平均粒子径80μm以下の含窒素架橋型環式化合物である発泡性レゾール型フェノール樹脂成形材料、および該成形材料を発泡硬化させてなるフェノール樹脂発泡体である。
(もっと読む)
1 - 20 / 53
[ Back to top ]