
Fターム[4F204EK22]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 樹脂もれ防止 (152) | シール材、ガスケット (76)
Fターム[4F204EK22]に分類される特許
1 - 20 / 76
プラスチックレンズの離型方法
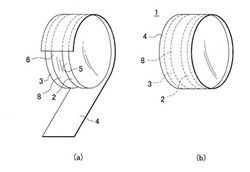
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
プラスチックレンズ用成形型

【課題】縁摺加工の精度をより一層高くすることが可能なプラスチックレンズ用成形型を提供する。
【解決手段】眼鏡用プラスチックレンズのレンズ面を成形する型となる第1、第2のモールド部材3,4を備える。第1、第2のモールド部材3,4の相対的な移動を規制するガスケット2を備える。第1のモールド部材3と第2のモールド部材4とのうちいずれか一方のモールド部材におけるレンズ面の中心部分と対応する外面には、このモールド部材を縁摺加工装置に取付けるための連結部12が設けられている。
(もっと読む)
パッド付きインストルメントパネル本体の成形方法
【課題】ウレタン原料の流れが乱れず、品質の良いパッド付きインストルメントパネル本体を得る。
【解決手段】下型103に表皮9を、上型105に基材3をそれぞれセットする。原料注入口203を有するマスキングプレート201を表皮9と基材3との間に配置した型閉め状態で、基材3のスピーカ取付部15をマスキングプレート201で覆ってスピーカ取付部15の外周縁部をシールするとともに、原料注入口203をスピーカ取付部15の装着孔17と連通させ、かつマスキングプレート201と表皮9との間に隙間を有するようにスペーサ205を介在させて基材3及びマスキングプレート201と表皮9との間にキャビティCを形成する。原料注入口203からキャビティCにウレタン原料Rを注入して発泡硬化させることにより、基材3及びマスキングプレート201と表皮9との間にウレタン発泡層11を一体に形成する。スピーカ取付部15に対応するパッド7を切断してパッド7及びマスキングプレート201を取り除く。
(もっと読む)
衝撃吸収パッドの製造方法、および衝撃吸収パッド
【課題】下型内に配置した補強部材の裏面側への発泡樹脂原料の流入を防止して、外観不良等の品質低下を取り除くことのできる、衝撃吸収パッド及びその製造方法を提供する。
【解決手段】成形金型1の下型2内に、プレート状の本体部分11を有する補強部材10を配置させて補強部材10の前記本体部分11の表面11a上に発泡樹脂原料を注入し、上型3と下型2との型締めで前記発泡樹脂原料を発泡させて、補強部材10に樹脂発泡体20を一体にする衝撃吸収パッドの製造において、補強部材10の本体裏面11bに、発泡樹脂材料からなるシール部材13を少なくとも該裏面11bの周縁に設け、前記本体裏面11bに設けたシール部材13が下型2の底面2aに接触させたままで補強部材10を下型2内に配置した後、本体部分11と下型底面2aとの間での、シール部材13の圧縮変形下で、前記本体部分11の表面11a側に発泡樹脂原料を注入して発泡成形する。
(もっと読む)
母型の製造方法、母型及び眼鏡レンズの製造方法
【課題】眼鏡レンズの材料の無駄を低減することができ、レンズのプリズム制御を容易に行うことが可能な母型の製造方法、母型及び眼鏡レンズの製造方法を提供すること。
【解決手段】第一面及び第二面のうち少なくとも一方が自由曲面である眼鏡レンズの製造に用いられる母型の製造方法であって、本体部材に自由曲面を含む型面を形成する型面形成工程と、型面の光学中心における光軸に垂直な接平面と型面の外周との光軸方向の距離が一定となるように型面の外周を形成する外周形成工程とを含む。
(もっと読む)
樹脂注型金型
【課題】可動側封着金具と樹脂侵入防止部材間に設けられるシール部材を所定圧力で圧縮することができる樹脂注型金型を提供する。
【解決手段】一方のキャビティー2aを設けた一方の金型1aと、一方のキャビティー2aと組合される他方のキャビティー2bを設けた他方の金型1bと、キャビティー2a、2b内にセットされる真空バルブ3と、真空バルブ3の可動側封着金具7と可動側通電軸8とを囲むような樹脂浸入防止部材の可動側シールド9と、可動側シールド9と可動側封着金具7間に設けられたシール部材10と、可動側シールド9を移動させる移動装置とを備え、移動装置は、一方の金型1aと他方の金型1bとを閉鎖することで、シール部材10を圧縮する方向に可動側シールド9を移動させるとともに、この可動側シールド9に加圧ばね25のばね力を加えるようになっている。
(もっと読む)
難燃性繊維強化複合材料、サンドイッチパネル、それらの製造方法及びエレベータかご
【課題】成形時の樹脂のハンドリング性が良好で、成形後に優れた難燃性を有すると共に燃焼させた場合おいてもハロゲン含有ガスを発生することなく且つ軽量で高剛性を有する難燃性繊維強化複合材料を提供すること。
【解決手段】本発明の難燃性繊維強化複合材料は、ビニルエステル樹脂、不飽和ポリエステル樹脂及びシリコーン樹脂からなる群から選択される少なくとも1種100質量部に対し、50%粒子径D50が10μm以下であり且つ95%粒子径D95が30μm以下である有機リン酸金属塩粒子を10質量部以上17質量部以下添加したマトリクス樹脂を、繊維基材に含浸硬化させて得られるものである。
(もっと読む)
プラスチックレンズ成形型用レンズ材料注入装置
【課題】テープを変形させずに成形型を支持でき、かつ注入用ノズルを正しく注入口に挿入できるプラスチックレンズ成形型用レンズ材料注入装置を提供する。
【解決手段】モールド組立体3と注入補助部材4とからなるプラスチックレンズ成形型2を支持する支持装置41を備える。プラスチックレンズ成形型2の中にプラスチックレンズ材料を注入する注入装置本体43を備える。支持装置41は、注入補助部材4をその貫通穴が上方を指向するように支持する。注入装置本体43は、注入用ノズル51とレンズ材料供給装置52とを備えている。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13のJIS Z0237に準じた保持力は、10mm以上又は落下であり、硬化工程において、2個の成形型11,12のいずれか一方又は両方が、成形型組立工程で固定した位置から粘着テープ13の内面を移動して互いの間隔を狭める。
(もっと読む)
一方向性織物及びその製造方法と、一方向性織物を用いた繊維強化プラスチック成形品及びその成形方法
【課題】従来の一方向性炭素繊維織物よりも経糸に配列した炭素繊維糸条のクリンプを低減させ、且つ、炭素繊維糸条の真直性を保持させた織物を形成する。
【解決手段】緯糸が繊度110〜660dtex、緯糸密度1.2〜3.9本/cmで構成した織物Fの両面を、該緯糸の融点以上の温度で加熱し面圧着させ経糸相互を熱融着させる。前記両面圧着を一対の加熱ローラー21,22により行い、経糸と緯糸との接着強力を1.5N以上とする。
(もっと読む)
シートクッションパッドの製造装置及び製造方法
【課題】成形されるシートクッションパッドの表面に硬化部及びエアポケットが生じるのを効果的に防止することができるシートクッションパッドの製造装置及び製造方法を提供する。
【解決手段】上型3の下面におけるキャビティ23を形成する領域(凹部22)の外側に、第1溝部26を形成し、第1溝部26の外側に第2溝部27を形成する。少なくとも第2溝部27にシール部材25を収容し、キャビティ23が形成された状態ではシール部材25を下型2の上面に当接させる。キャビティ23が形成された状態では、シール部材25が下型2の上面に当接するため、シール性が向上し、硬化部が生じるのを効果的に防止することができる。また、第2溝部27よりも内側に第1溝部26が形成されていることにより、当該第1溝部26が発泡硬化時におけるキャビティ23内の空気の逃げ場として機能するため、エアポケットが生じるのを効果的に防止することができる。
(もっと読む)
レンズラック及びプラスチックレンズの製造方法
【課題】複数のプラスチックレンズを一度に製造できるようにする。
【解決手段】本発明のレンズラック1は、複数の第1の挟持部材3と、複数の第1の挟持部材3を有する第1の支持台2と、複数の第1の挟持部材3に対向してプラスチックレンズを成形する成形型を挟持する複数の第2の挟持部材5と、複数の第2の挟持部材を有する第2の支持台4と、を備えている。また、複数の第1の挟持部材3又は複数の第2の挟持部材5の少なくとも一方に、複数の第1の挟持部材3又は複数の第2の挟持部材5を成形型に向かって付勢するコイルばね6を備えている。
(もっと読む)
樹脂成形品及びその製造方法
【課題】注型成形にて多層の樹脂成形品を成形するに当たり、構造を簡略化した金型により成形することができ、且つ煩わしい作業を省略させることができる樹脂成形品及びその製造方法を提供する。
【解決手段】本発明の樹脂成形品は、第1の樹脂成形層1と、注型成形により成形された第2の樹脂成形層2とを備えた樹脂成形品である。前記第1の樹脂成形層1が、前記第2の樹脂組成物を前記キャビティ38内に注入する際に当該キャビティ38内のエアを抜くためのエア抜き用溝13の痕跡であるエア抜き用溝跡16を背面に有し、当該エア抜き用溝跡16が、第1の樹脂成形層1と第2の樹脂成形層2との境界部分に位置すると共に前記第1の樹脂成形層1及び前記第2の樹脂成形層2からなる成形品端面86に露出している。
(もっと読む)
樹脂積層体の製造方法
【課題】帯電防止性、耐擦傷性、透明性及び赤外線遮蔽性に優れた表面層を有する樹脂積層体を高生産性で、また環境負荷が少ない方法で製造する方法を提供する。
【解決手段】型上に、分子内に少なくとも2個の(メタ)アクリロイルオキシ基を有する化合物を含む光硬化性樹脂混合物を塗布し、光照射し前記混合物を硬化させて硬化塗膜層を形成する第一の工程、前記硬化塗膜層の上に機能性化合物及びアニオン系界面活性剤を含む水系塗料を塗工し、機能層を形成することによって、多膜層を形成する第二の工程、前記硬化多膜層が形成された型と他の型のそれぞれの面を、前記多膜層の形成された面が内側になるように向かい合わせて鋳型を作製する第三の工程、前記鋳型に樹脂原料を注入し前記樹脂原料の注型重合を行い樹脂基材を形成する第四の工程、及び前記樹脂基材上に前記多膜層が積層された樹脂積層体を鋳型から剥離する第五の工程、を有する樹脂積層体の製造方法。
(もっと読む)
レンズの成形型及びレンズの製造方法
【課題】成形型の隙間に樹脂が浸入するのを防止し、成形されるレンズにバリが発生するのを防止する。
【解決手段】上型及び下型、並びに前記上型及び前記下型の周囲を囲む胴型を含み、前記胴型内で前記上型と前記下型との間に樹脂を挟んで該樹脂を所定のレンズ形状に成形する成形型は、対向する前記胴型の内周面と前記上型の外周面との間、及び対向する前記胴型の内周面と前記下型の外周面との間を充填する充填体を備える。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
車両内装部材
【課題】全体としてソフトな質感を有すると共に見栄えがよい車両内装部材を提供する。
【解決手段】車両内装部材は、一般部14から裏側へ凹んだ凹部16が設けられた基材12と、前記一般部14の表側から前記凹部16の側面の少なくとも一部にかけて覆うように設けられ、該基材12より柔らかい第1表皮材22と、前記第1表皮材22において前記凹部16の側面を覆う第1シール部26に当接する第2シール部32および前記凹部16を塞ぐように延在する部位を有し、基材12より柔らかい第2表皮材28と、前記凹部16および第2表皮28の間で発泡成形された発泡体34とを備えている。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
プラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法
【課題】樹脂をキャビティに確実に封止しつつ、重合硬化に伴う体積縮小によるレンズ周面のテープシワの発生を確実に抑制する。
【解決手段】重合性モノマーが充填される一対のモールド30,30間をその周方向に沿って連続的に封止するためのプラスチックレンズ成型用粘着テープ100であって、テープ状の基材10に、これをモールド30,30側に粘着させるための粘着層20を有すると共に、粘着層20が、モールド30,30間に充填された重合性モノマーが重合収縮する温度域で凝集力が低下する粘着剤からなる。これによって、樹脂注入時から樹脂の体積が縮小を開始するまでは、十分な粘着力および凝集力を発揮する。また、重合硬化に伴う樹脂の体積縮小時には、凝集力が弱まってテープ基材10の幅方向に作用する力が減少してテープ基材が潰れたりすることがなくなる。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】眼鏡レンズ製造工程での枠入れ時の廃棄物量(更には注型重合におけるプラスチックレンズ原料液の使用量)を低減するための手段を提供すること。
【解決手段】外形が円形であり、かつ一方に開口し他方が閉塞した凹部を有する有底モールド1と、上記有底モールド1の開口端を蓋閉する円形モールド11と、上記2つのモールドの周囲を取り囲むことにより、上記蓋閉状態を固定するシーリング部材13と、を有するプラスチックレンズ成形用成形型。前記有底モールドの凹部が円形モールド11によって蓋閉されることによって、該有底モールド1内にプラスチックレンズ原料液注入用キャビティが形成される。前記プラスチックレンズ成形用成形型のプラスチックレンズ原料液注入用キャビティにプラスチックレンズ原料液を注入し、上記キャビティ内でプラスチック原料液の硬化反応を行うことによりプラスチックレンズを得るプラスチックレンズの製造方法。
(もっと読む)
1 - 20 / 76
[ Back to top ]