
Fターム[4F204EK24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 型 (1,302)
Fターム[4F204EK24]に分類される特許
81 - 100 / 1,302
レンズラック及びプラスチックレンズの製造方法
【課題】複数のプラスチックレンズを一度に製造できるようにする。
【解決手段】本発明のレンズラック1は、複数の第1の挟持部材3と、複数の第1の挟持部材3を有する第1の支持台2と、複数の第1の挟持部材3に対向してプラスチックレンズを成形する成形型を挟持する複数の第2の挟持部材5と、複数の第2の挟持部材を有する第2の支持台4と、を備えている。また、複数の第1の挟持部材3又は複数の第2の挟持部材5の少なくとも一方に、複数の第1の挟持部材3又は複数の第2の挟持部材5を成形型に向かって付勢するコイルばね6を備えている。
(もっと読む)
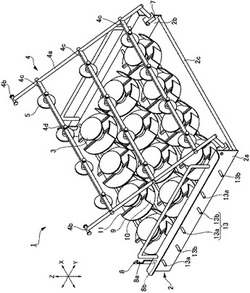
繊維強化樹脂の製造装置及び繊維強化樹脂の製造方法

【課題】成形型の取り付け及び取り外しの作業を容易に行うことができる繊維強化樹脂の製造装置を提供する。
【解決手段】複数の型体27〜30から構成される成形型26を用いて繊維強化樹脂を製造する製造装置は、水平方向に延びる回動軸まわりに回動可能な支持体14と、型体27等を支持体14に固定する型体支持部20と、を備え、型体27等は型体支持部20よりも支持体14の回動中心側に位置するように支持体14に取り外し可能に固定されている。型体27〜30を有する型体ユニットU1〜U4は、型枠25が型体支持部20に取り外し可能に取り付けられている。型体27〜30は型枠25に固定されたアクチュエータ21〜24のロッド21a〜24aに固定され、アクチュエータ21〜24により型開き位置と型閉め位置とに移動可能に設けられている。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型
【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
製品情報を付した電気ケーブル及びその製品情報付加方法
【課題】モールド装置や金型の構造を大幅に変更せず、また、製品情報の刻印工程をモールド成形工程と別途に行うことなく電気ケーブルの樹脂成形部に製品情報を付加する。
【解決手段】機能性部品19を支持ピン51で支持しモールド成形することにより、樹脂成形部13を形成してなる電気ケーブルにおいて、樹脂成形部には、製品情報に応じた支持ピンの組み合わせによる複数の貫通孔15a-hが形成されており、支持ピンの断面形状及び/又は断面の向きを変えることにより、前記複数の貫通孔の組み合わせに複数のパターンを与えることで、製品情報を判別できるようにした。
(もっと読む)
樹脂注型品およびその製造方法
【課題】絶縁層表面に形成する接地層の導電性と気密性を向上させた樹脂注型品を提供する。
【解決手段】主回路導体となる中心導体1と、中心導体1の周りに絶縁材料を用いた注型により形成された絶縁層2と、絶縁層2の外周表面の所定領域に導電性塗料を塗布して形成された接地層3とを備え、希釈率の異なる導電性塗料を重ね塗りして接地層3を多層とし、絶縁層2に近づく層ほど、導電率を高くして導電性を向上させ、また、表面の層ほど平滑度を上げ、気密性を向上させた樹脂注型品を提供する。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 放熱性に優れたウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームの樹脂骨格と、該樹脂骨格中に含有され、互いに連接して配向している磁性体粒子と、非磁性体からなり、少なくとも一部が該樹脂骨格の表面に露出している熱伝導性粒子と、を有する。また、ウレタン発泡成形体の製造方法を、発泡ウレタン樹脂原料と、オイルと、磁性体粒子と、熱伝導性粒子と、を含む原料を、発泡型のキャビティ内に注入する原料注型工程と、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
成形型、並びに、樹脂成形品の成形方法
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
樹脂成形品の成形方法、並びに、成形型
【課題】本発明は、作業者が自ら行う作業工程を省略できると共に、製造コストを減縮できる樹脂成形品の成形方法、並びに、成形型を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通し排出流路20と導入流路21を有した脱気部10と、樹脂の存在の有無を検出する樹脂検出手段17と、少なくとも排出流路20の一部の部位を閉塞状態にすることが可能な閉塞手段16と、排出流路20及び導入流路21が接続された流路切替手段18を有する。樹脂検出手段17によって、排出流路20に導入された樹脂の存在が検出されると、閉塞手段16が排出流路20を閉塞し、その後、離型するタイミングになれば、流路切替手段18が導入流路21に対して連通して、成形キャビティ5内に気体が供給される
(もっと読む)
連続気泡ポリウレタンフォーム用ポリオール組成物および連続気泡ポリウレタンフォームの製造方法
【課題】(i)吹付け時の液だれを防止することによりフォーム表面の平滑性を向上すること、(ii)吹付け対象物に対する接着性を向上すること、かつ(iii)フォームの靭性の向上とフォームの切削面の平滑性の向上とを両立すること、の全てをバランス良く達成可能な連続気泡ポリウレタンフォーム用ポリオール組成物を提供すること。
【解決手段】ポリオール化合物として、平均官能基数が2〜4、重量平均分子量が800〜1200であって、アルキレンオキサイドの重合体であるポリエーテルポリオール(A)と、平均官能基数が2〜8、重量平均分子量が300〜800であって、アルキレンオキサイドの共重合体であるポリエーテルポリオール(B)と、を含有する連続気泡ポリウレタンフォーム用ポリオール組成物。
(もっと読む)
転写ローラ、その製造方法および画像形成装置
【課題】低硬度で良好な密着性を有する転写ローラ、およびその転写ローラを装着した画像形成装置を提供する。
【解決手段】芯金の周りにポリウレタンフォーム層が成形型内で形成された転写ローラであって、該ポリウレタンフォーム層の表面の平均開口径(A)が0.05mm以上0.5mm以下であり、表面から1mm芯金側にある該ポリウレタンフォーム層の平均セル径(B)が0.1mm以上1.0mm以下、該ポリウレタンフォーム層の表面の平均セル壁(C)が0.03mm以上0.5mm以下である。
(もっと読む)
微細凹凸構造を表面に有する物品の製造方法および製造装置
【課題】モールドの表面の微細凹凸構造を物品本体の表面に転写して、微細凹凸構造を表面に有する物品を製造しながら、モールドの表面の状態を簡易にかつ正確にモニタリングできる、微細凹凸構造を表面に有する物品の製造方法および製造装置を提供する。
【解決手段】微細凹凸構造をフィルム42(物品本体)の表面に転写し、フィルム42から分離後のモールド20の表面の微細凹凸構造を有する領域のうち、微細凹凸構造がフィルム42の表面に転写される転写領域及び微細凹凸構造がフィルム42の表面に転写されない非転写領域に光を照射し、転写領域からの反射光及び非転写領域からの反射光を測定器34(測定手段)で測定し、信号処理装置36(判定手段)で転写領域からの反射光の測定データ及び非転写領域からの反射光の測定データに基いてモールド20の表面の状態を判定し、物品への凹凸構造の転写の良否を判断する。
(もっと読む)
光硬化性樹脂の成形方法
【課題】光硬化性樹脂を用いたレプリカ成形において成形タクトタイムを短縮しつつ形状精度を向上すること。
【解決手段】光硬化性樹脂の成形方法は、金型20に充填した光硬化性樹脂に光を照射して光硬化性樹脂を金型20の形状に倣うように光硬化させるようになっており、高圧水銀ランプ24による光の照射エネルギを異にした複数の光硬化工程からなり、複数の光硬化工程の内、光硬化性樹脂の最大反応率が1%乃至30%の間にあるとき、少なくとも1回の光硬化工程における光照射エネルギを、当該光硬化工程より前の光硬化工程の光照射エネルギよりも小さくするようになっている。
(もっと読む)
シート状車両用副資材、車両用部材及びその製造方法
【課題】低コスト及び複雑な金型形状に追従することのできるシート状車両用副資材、この車両用副資材を用いた車両用部材、及びその製造方法を提供することを課題とする。
【解決手段】内側周縁部にセットピンを立設した上金型と、下金型を用いて車両用部材を製造するときに使用されるシート状車両用副資材であり、縁部に切り込み14を有するとともに、この切り込み14を挟んで向い合う切り込み辺11a,11bに、該切り込み辺同士を前記セットピンに重ね留めするための孔13bを夫々有することを特徴とするシート状車両用副資材11。
(もっと読む)
ウエハレンズ製造方法及びウエハレンズ
【課題】良品率が低下せず、低コストで製造が可能なウエハレンズ製造方法及び該方法により製造された低コストのウエハレンズを提供する。
【解決手段】樹脂型と基板の間に樹脂材料を介在させる工程と、介在する樹脂材料を硬化させレンズ部を形成する硬化工程と、樹脂型から基板及びレンズ部を離間させる離型工程と、を有し、離型工程は、レンズ部が最も硬化した際のビッカース硬度をHvMAXとし、離型時のレンズ部のビッカース硬度をHvとしたとき、
0.50≦Hv/HvMAX≦0.85
を満足するレンズ部の硬化状態で離型が行われるウエハレンズ製造方法とする。
(もっと読む)
樹脂成形品及びその製造方法
【課題】注型成形にて多層の樹脂成形品を成形するに当たり、構造を簡略化した金型により成形することができ、且つ煩わしい作業を省略させることができる樹脂成形品及びその製造方法を提供する。
【解決手段】本発明の樹脂成形品は、第1の樹脂成形層1と、注型成形により成形された第2の樹脂成形層2とを備えた樹脂成形品である。前記第1の樹脂成形層1が、前記第2の樹脂組成物を前記キャビティ38内に注入する際に当該キャビティ38内のエアを抜くためのエア抜き用溝13の痕跡であるエア抜き用溝跡16を背面に有し、当該エア抜き用溝跡16が、第1の樹脂成形層1と第2の樹脂成形層2との境界部分に位置すると共に前記第1の樹脂成形層1及び前記第2の樹脂成形層2からなる成形品端面86に露出している。
(もっと読む)
金型装置
【課題】本体部及び補強リブの成形不良の発生を抑制した樹脂成形品を成形することができる金型装置を提供する。
【解決手段】この課題を解決するために、金型装置は本体部21裏面に補強リブ29を備えた樹脂成形品20を熱硬化性の樹脂で成形する装置であり、注型用のキャビティ4を形成する型部1と、キャビティ4内に樹脂を充填する充填手段と、キャビティ4内の樹脂を表面側から先に加熱する加熱手段と、キャビティ4内の樹脂に成形圧を付与する加圧手段と、を備え、キャビティ4が本体部21形成用の本体キャビティ部5と補強リブ29形成用のリブキャビティ部6とからなり、加圧手段が、型部1を押す第1加圧部8と、リブキャビティ部6内の樹脂を押す第2加圧部10と、を有するものとした。
(もっと読む)
樹脂積層体の製造方法
【課題】帯電防止性、耐擦傷性、透明性及び赤外線遮蔽性に優れた表面層を有する樹脂積層体を高生産性で、また環境負荷が少ない方法で製造する方法を提供する。
【解決手段】型上に、分子内に少なくとも2個の(メタ)アクリロイルオキシ基を有する化合物を含む光硬化性樹脂混合物を塗布し、光照射し前記混合物を硬化させて硬化塗膜層を形成する第一の工程、前記硬化塗膜層の上に機能性化合物及びアニオン系界面活性剤を含む水系塗料を塗工し、機能層を形成することによって、多膜層を形成する第二の工程、前記硬化多膜層が形成された型と他の型のそれぞれの面を、前記多膜層の形成された面が内側になるように向かい合わせて鋳型を作製する第三の工程、前記鋳型に樹脂原料を注入し前記樹脂原料の注型重合を行い樹脂基材を形成する第四の工程、及び前記樹脂基材上に前記多膜層が積層された樹脂積層体を鋳型から剥離する第五の工程、を有する樹脂積層体の製造方法。
(もっと読む)
81 - 100 / 1,302
[ Back to top ]