
Fターム[4F204EK24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 型 (1,302)
Fターム[4F204EK24]に分類される特許
141 - 160 / 1,302
集合式光学基材、その製造方法、および、それを用いたレンズモジュール
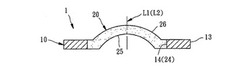
【課題】第一ユニット予定部位を基準に第二ユニットを第一ユニットに連接して成形することによって第二ユニットの光学中心が第一ユニットの基準を参考にすることを可能にする集合式光学基材およびその製造法を提供する。
【解決手段】ステップaは、中心孔と、中心線L1を定義する定芯部とを有する第一ユニット10を用意する。ステップbは、充填空間を有し型穴中心線を構成する型ユニットを用意する。第一ユニット10予定部位は充填空間に連接する。ステップcは、第一ユニット10の定芯部の位置決めを行い、および、型穴中心線と第一ユニット10の中心線とを比較する。ステップdは、型ユニットの充填空間に透明な可塑性材料を注入して固化させることによって第一ユニット10に連接する第二ユニット20を成形すると光学基材1が完成する。ステップeは、型ユニットを開き、光学基材1を取り出す。
(もっと読む)
レンズの製造方法及びレンズ並びに撮像装置

【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、製造プロセスの停滞を回避して効率化を図る。
【解決手段】下型52の成形面62上にエネルギー硬化性の樹脂Mを供給する供給工程と、上型51と下型52との間隔を狭め、供給された樹脂Mを上型51及び下型52の双方の成形面60,62で挟んで成形する成形工程と、成形された樹脂Mにエネルギーを供給して硬化させる硬化工程と、上型51と下型52との間隔を広げ、硬化された樹脂Mからなるレンズ20を成形型50から取り出す離型工程と、を備え、成形工程で上型51と下型52との間隔を狭めた後において、胴型53の内周面64における樹脂Mと接触する接触部64aと該接触部の上側に隣接する非接触部64bとの境界線L1が、その周上の少なくとも一部で上型51の成形面60の延長と胴型53の内周面64との交線L2よりも下側にある。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】眼鏡レンズ製造工程での枠入れ時の廃棄物量(更には注型重合におけるプラスチックレンズ原料液の使用量)を低減するための手段を提供する。
【解決手段】所定の間隔をもって対向する2つの円形モールド11、12と、前記間隔に挟入された円筒部材4と、前記2つのモールドと円筒部材の周面を取り囲むことにより該モールドと円筒部材との挟入状態を固定するシーリング部材13と、を有するプラスチックレンズ成形用成形型。前記円筒部材は内部に断面形状が非円形の貫通孔を有し、該貫通孔が前記2つのモールドで封止されることにより、プラスチックレンズ原料液注入用キャビティ2が形成される。
(もっと読む)
注入発泡品の製造方法
【課題】本発明は、製造設備の小型化や簡易化を可能にした注入発泡品の製造方法を提供する。
【解決手段】本発明は、樹脂からなる芯材3と、前記芯材3の上面30Bに固着されたパッド材2と、を備えた自動車用シートSC(注入発泡品)の製造方法であって、
前記芯材3の裏面30A側から前記芯材3の前記上面30B側に渡って貫通する発泡液注入孔30を有する前記芯材3をコアとして 、金型Uのキャビティー内に配置させ、その後、前記発泡液注入孔30から発泡液を、前記芯材3と前記金型Uとの間に設けられたパッド成形空間20内に注入して、前記パッド材2を前記芯材3と一体に成形する。
(もっと読む)
レンズの製造装置及びレンズの製造方法、レンズ、撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、バリの発生を防止し、レンズの離型を円滑なものとする。
【解決手段】エネルギー硬化性の樹脂からなるレンズ20の製造装置100は、上型51及び下型52並びに胴型53を含む成形型50と、下型51の成形面62上に樹脂を供給する樹脂供給手段101と、上型51を移動させて上型51及び下型52の双方の成形面60,62の間隔を拡縮させる駆動手段102と、間隔を縮小された上型51及び下型52の双方の成形面60,62で挟まれて成形された樹脂に硬化エネルギーを供給するエネルギー供給手段103と、を備え、上型51の成形面60の縁には全周にわたって凸条65が設けられ、下型52の成形面62の縁には全周にわたって凸条66がそれぞれ設けられており、上型51及び下型52の双方の成形面60,62の間隔を縮小する際に、上型51の成形面60の凸条65と下型52の成形面62の凸条66との間に隙間を残して上型51の移動を停止させる。
(もっと読む)
複合光学素子、複合光学素子の製造方法、複合光学素子を備えた撮像装置および複合光学素子を備えた光学式記録再生装置
【課題】樹脂組成物を紫外線硬化する際、収縮が大きくなるため、硬化時に歪が発生する。また、透過率が低いため光学用途に使用しづらく劣化しやすい。
【解決手段】(a)以下の[化1]で表され、分子量が1500以上3000未満であり、かつ、両端の(メタ)アクリル酸エステル結合(CH2=CY−CO−Op−)の間に(O-CHo(CH3)r-(CH2)q-CHs(CH3)t-(CH2)l)基を含むジ(メタ)アクリレートと、
(b)多官能イソシアヌレート化合物と、
(c)エポキシ(メタ)アクリレートと、
(d)重合開始剤と、
を含む樹脂組成物が重合された樹脂層を備えることを特徴とする複合光学素子である。
【化1】 (もっと読む)
(もっと読む)
孔開きヘッドレストの製造方法
【課題】 本発明は貫通孔の形状如何に関係なく孔開きヘッドレストを製造できるようにする。
【手段】 乗員の頭部が当接する前側表皮材21と、この前側表皮材21と別体で前側表皮材側を開放状に形成した軟質合成樹脂製スキンよりなる後側表皮材11とを有し、該後側表皮材11内にステーと一体のフレーム30を挿入配置した後、後側表皮材11と前記前側表皮材21とをパッド成形用の成形型Uにセットした後、後側表皮材11、前側表皮材内21内にパッド成形用発泡液を注入して、パッド10をフレーム、後側表皮材、前側表皮材と一体成形する。
(もっと読む)
光学素子の製造方法および光学素子の製造装置
【課題】適用可能な光学素子の形状等に制約を生じることなく、光硬化樹脂から高品質の光学素子を製造する。
【解決手段】下型11の成形凹面部11aと上型12の成形凸面部12aとの間に紫外線硬化樹脂30を挟んでレンズ31に成形した後、下型11および上型12の背面側から紫外線17aを照射して硬化させる製造装置M1において、中心から周辺部に向かって漸減する光量分布を発生する光量分布制御領域20bを有する光量分布制御フィルタ20を通過した紫外線17aを照射し、レンズ31の硬化が中心部から周辺部に向かって進行するように制御する。
(もっと読む)
レプリカ非球面光学素子
【課題】製造コストを抑制しつつ、加工精度の高い非球面光学素子を提供する。
【解決手段】本発明に係る非球面光学素子は、非球面形状の片側表面を有するマスター光学素子1の該片側表面を剥離剤3で処理し、樹脂層4を介してレプリカ基板2を密着させた後、両者を剥離させることで作製されるレプリカ非球面光学素子5において、前記レプリカ基板2の片側表面は球面であり、前記マスター光学素子1の片側表面の非球面形状との面形状差の二乗平均平方根が最小となるように曲率半径を最適化させたものであることを特徴とする。マスター光学素子1との面形状の差が少ない基板2が用いられているため、加工精度を良好に保つことができる。また、基板2の片側表面は比較的製造の容易な球面であるため、製造コストを抑制することができる。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 物性をできるだけ変化させずに、熱伝導性が高いウレタン発泡成形体を提供する。また、その製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している熱伝導性フィラーと、を有する。熱伝導性フィラーは、非磁性体からなる熱伝導性粒子と、該熱伝導性粒子の表面に付着された磁性粒子と、を有する複合粒子からなる。また、ウレタン発泡成形体の製造方法を、発泡ウレタン樹脂原料と、該熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
防眩フィルターの製造方法
【課題】合成樹脂基材の表面に耐擦傷性皮膜が積層された防眩フィルターにおいて、耐擦傷性皮膜のヒケ欠陥が少なく、アンチグレア性と耐擦傷性を有する防眩フィルターの製造方法を提供する。
【解決手段】表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させた後に耐擦傷性皮膜形成原料を重合硬化させて耐擦傷性皮膜を形成し、次いで、合成樹脂基材の表面に凹凸形状を有する耐擦傷性皮膜が積層された積層体を鋳型から剥離する防眩フィルターの製造方法であって、表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させる際の鋳型温度及び合成樹脂基材温度が特定の条件である防眩フィルターの製造方法。
(もっと読む)
成形用金型及び該成形用金型を用いた発泡成形体の製造方法
【課題】キャビティの密封性を維持しつつ適正な量のガス抜きを可能として成形体の品質の低下を防止することのできる成形用金型、及び該成形用金型を用いた発泡成形体の製造方法を提供すること。
【解決手段】内部にキャビティCを形成するように開閉可能に構成された2つの分割型12、14の少なくとも一方の分割面18にキャビティCの周囲を囲ってパッキン16が設けられた成形用金型10であって、パッキン16を、その少なくとも一部が分割面18から突出する状態で設け、パッキン16の突出表面に、キャビティC内のガスを排出するガス排出路としてのパッキン溝部22を形成し、パッキン溝部22を、その底部22aが分割面18を越える深さに形成する。これによれば、ガス排出量を適正に維持して多量の発泡材料Pの分割面18、20間への浸入を抑えつつ、ガス排出量を適量にすることができる。
(もっと読む)
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
光学フィルムの製造方法、およびこれより得られた光学フィルム
【課題】透過性および光輝性に優れた光学フィルムを、支持フィルムを用いることなく簡便に製造できる方法、およびこれより得られた光学フィルムを提供する。
【解決手段】凹凸形状の光学パターンが形成された転写面を有する第一の成型具と、凹凸形状の光学パターンが形成された転写面を有し、活性エネルギー線を透過する第二の成型具との転写面の間に、25℃における粘度が60〜1505mPa・sである感光性樹脂を配し、第二の成型具側から感光性樹脂に活性エネルギー線を照射して感光性樹脂を硬化した後、各成型具を剥離して、感光性樹脂の硬化物11の両面に各成型具の光学パターンを転写することを特徴とする光学フィルム10の製造方法、およびこれより得られた、感光性樹脂の硬化物11の両面に凹凸構造が形成された光学フィルム10。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
光学レンズおよびその製造方法
【課題】1枚当たりの体積が大きいレンズ、強度レンズ、またはセミフィニッシュレンズを製造する場合であっても脈理の発生が少ない光学レンズの製造方法を提供する。
【解決手段】下記一般式(1)で表される構造を有する化合物、硫黄および/またはセレン原子を有する無機化合物、およびメルカプト基を有する化合物からなる光学用樹脂組成物3を、一対のガラスモールド2,4を有する成形用モールド5内に注入し、前記光学用樹脂組成物3を重合硬化させる光学レンズの製造方法であって、注入前または注入後に前記成形用モールド5の側面部5c及び周縁部5a、5bを断熱材1で断熱処理する工程を有し、前記断熱材1の熱抵抗が0.010m2K/W以上である。[化1] (もっと読む)
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
樹脂注型金型および注型品
【課題】 注入口内の温度を金型温度よりも低下させ、硬化収縮時のキャビティー内への樹脂補充を行う。
【解決手段】 注型品を得る金型1、2と、金型1、2に彫られたキャビティー3、4と、キャビティー3、4と金型1、2の外側とを結ぶとともに、エポキシ樹脂のような熱硬化性樹脂をキャビティー3、4内に充填する注入口5、6とを備え、注入口5、6は、金型1、2よりも熱伝導率が小さいフッ素樹脂のような断熱部材7、8で構成され、樹脂温度を最も低く抑えることを特徴とする。
(もっと読む)
合成樹脂発泡成形品の製造方法及び成形金型
【課題】 合成樹脂発泡成形品の製造において、欠肉等の充填不良の発生を可及的に防止して、複雑な形状の成形品であっても、効率的かつ安定した製造を可能にする合成樹脂発泡成形品の製造方法及び該製造方法を実施するための成形金型を提供する。
【解決手段】 合成樹脂発泡材料を金型内に注入し発泡硬化させて、所定形状の合成樹脂発泡成形品を得るに際し、上記金型のキャビティと連通する発泡ガス収容空間部を設けると共に、更にこの発泡ガス収容空間部に内圧が所定圧を超えた時に容積を拡大する圧力制御手段を付設し、上記発泡材料の発泡中に発生するガスを上記発泡ガス収容空間部に排出収容すると共に、該発泡ガス収容空間部の内圧が所定圧を超えた時に上記圧力制御手段により該発泡ガス収容空間部の容積を拡大し、金型キャビティ内の充填不良の発生を防止することを特徴とする合成樹脂発泡成形品の製造方法。
(もっと読む)
接着剤付成形部品及びその製造方法
【課題】 打ち抜き加工を用いず、両面テープ貼付工程の不要な接着剤付成形部品及びその製造方法の提供。
【解決手段】 接着剤層の形状を少なくとも一部に有するスペーサーを成形部品に当接してなる構造体を型として用いて、プラスチックフィルムを真空成形又は圧空成形して前記構造体に沿った凹み型を製造する凹み型形成工程と、
前記凹み型形成工程後、前記スペーサーを接着剤組成物に置き換えて、前記成形部品上に接着剤層を形成する接着剤層形成工程と、
を有することを特徴とする接着剤付成形部品の製造方法。
(もっと読む)
141 - 160 / 1,302
[ Back to top ]