
Fターム[4F204EK24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 型 (1,302)
Fターム[4F204EK24]に分類される特許
121 - 140 / 1,302
成形方法
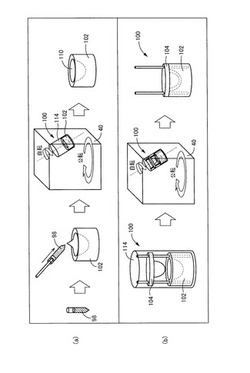
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】材料で充填されためす型102を、それにおす型104が組み付けられた状態で攪拌機40内に配置し、その攪拌機により、めす型およびおす型を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、材料を攪拌しつつ脱泡する。その際、前記公転および前記自転のうちの少なくとも一方の速度を時間的に変化させ、それにより、めす型におす型が密着しない型開き状態と、回転中にめす型とおす型とのうちの少なくとも一方に発生する慣性力または遠心力によってめす型におす型が密着する型締まり状態とをそれらの順に実現する。
(もっと読む)
コンタクトレンズ及びその製造方法
【課題】従来方法に比べて、変形や劣化が低減され、かつ、表面に耐久性が高い親水性被膜を有するコンタクトレンズおよびその製造方法を提供する。
【解決手段】親水性高分子を含む粘性溶液を、成形型へ塗布および乾燥して、親水性高分子で構成された外層を形成させる工程;親水性モノマーを含む溶液を、外層を形成させた成形型へ塗布して、親水性モノマー塗布層を内層として形成させる工程;コンタクトレンズ基材モノマーを含む溶液を、内層を形成させた成形型へ注入した後、成形型を嵌合し、かつ、前記親水性モノマーおよび前記コンタクトレンズ基材モノマーを重合させることにより、外層および内層の二層をコンタクトレンズ基材上に形成させたコンタクトレンズ成形物を得る工程を含む、プラスチック製のコンタクトレンズ用成形型を用いてコンタクトレンズを製造する方法。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 成形型内での発泡成形により製造され、成形性が良好で、低密度、低ばね定数であり、耐熱老化性に優れたウレタン発泡成形体を提供する。また、その製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリオール成分とポリイソシアネート成分と触媒とを含む液状の発泡ウレタン樹脂原料を、成形型内で発泡成形して得られる。前記ポリイソシアネート成分は、トリレンジイソシアネート(TDI)とジフェニルメタンジイソシアネート(MDI)とからなり、前記触媒は、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上のアミン系触媒を含む。
(もっと読む)
注型品およびその製造方法

【課題】外周に接地層を有する注型品であって、絶縁層内の絶縁欠陥を調査するための電気試験を短時間で行う。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
車両内装部材
【課題】全体としてソフトな質感を有すると共に見栄えがよい車両内装部材を提供する。
【解決手段】車両内装部材は、一般部14から裏側へ凹んだ凹部16が設けられた基材12と、前記一般部14の表側から前記凹部16の側面の少なくとも一部にかけて覆うように設けられ、該基材12より柔らかい第1表皮材22と、前記第1表皮材22において前記凹部16の側面を覆う第1シール部26に当接する第2シール部32および前記凹部16を塞ぐように延在する部位を有し、基材12より柔らかい第2表皮材28と、前記凹部16および第2表皮28の間で発泡成形された発泡体34とを備えている。
(もっと読む)
注形用金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の品質の安定化及び生産性の向上を図る。
【解決手段】注形用金型25は、熱硬化性の注形材料を加圧しながら注入するための材料注入口32を底部に備えた金型本体26と、金型本体26内での高さ方向(Z1方向)の位置を揃えて各々形成された複数のキャビティ部31と、を備えている。このように、各キャビティ部31が、互いの高さ方向の位置を揃えて各々配置されていることから、材料注入口32から注入された注形材料は、自重に抗しつつ金型本体26内を上昇し、さらに個々のキャビティ部31内へ各々ほぼ同時期に充填されて熱硬化が開始される。
(もっと読む)
ウレタン発泡成形体の製造方法
【課題】 原料の粘度の好適な範囲において、磁性フィラーを磁場配向させると共に、所望の硬化反応速度で発泡成形可能なウレタン発泡成形体の製造方法を提供する。
【解決手段】 発泡ウレタン樹脂原料と磁性フィラーとを有する混合原料を、磁場中で発泡成形することにより、ポリウレタンフォームからなる基材中に該磁性フィラーが互いに連接して配向されているウレタン発泡成形体を製造するウレタン発泡成形体の製造方法において、該発泡ウレタン樹脂原料に配合される触媒は、酸を含まず、かつ、樹脂化の活性化エネルギーと泡化の活性化エネルギーとの比(樹脂化活性化エネルギー/泡化活性化エネルギー)が1以上であるアミン系触媒を含む。
(もっと読む)
車両用クッション体の製造方法
【課題】成型後脱型する際に、背あて部背面などに破れが生じるのを回避する車両用クッション体の製造方法を提供する。
【解決手段】上金型12と該上金型に取り付けられた中子13と下金型11からなる成型用金型を用いてヘッドレスト部と背あて部が一体となった車両用クッション体を製造する方法において、少なくとも前記ヘッドレスト部内側に相当する前記中子13表面を袋状フィルム14で覆い、さらにウレタン発泡原液を金型内に供給した後、上金型12を閉じ発泡成型させる。
(もっと読む)
自動車用内装品の製造方法
【課題】バリア効果を備えつつ、3次元形状で曲面が多い自動車用内装品においても、気泡が封入されることがない自動車用内装品の製造方法を提供することを課題とした。
【解決手段】
表皮層6と芯材層2との間に発泡層を有する樹脂成形品からなる自動車用内装品1の製造方法に係るものである。本発明では、製造される自動車用内装品1が、表皮層6と発泡層2との間に合成樹脂からなるバリア層5をさらに有するものである。そして本発明の自動車用内装品1の製造方法は、バリア層5の原料となる樹脂原料を表皮層6における発泡層3側の面にコーティングし、表皮層6上でバリア層5を形成させる工程を包含する。
(もっと読む)
有孔中空管の製造方法および有孔中空管製造用型枠
【課題】生産性が向上するとともに、有孔中空管への各種加工が容易な有孔中空管の製造方法を提供する。
【解決手段】本発明は、外周面から内周面につながる複数の貫通孔を有する有孔中空管の製造方法において、前記有孔中空管の内部空間を形成する中子型と、前記有孔中空管の外周面を形成する基準面および前記複数の貫通孔を形成する凸部を有する、複数の主パーツによって分割可能に構成された主型と、を含む型枠内に樹脂を注入し、この樹脂を硬化した後、主型、中子型をこの順で取り外すことを特徴とする。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
プラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法
【課題】樹脂をキャビティに確実に封止しつつ、重合硬化に伴う体積縮小によるレンズ周面のテープシワの発生を確実に抑制する。
【解決手段】重合性モノマーが充填される一対のモールド30,30間をその周方向に沿って連続的に封止するためのプラスチックレンズ成型用粘着テープ100であって、テープ状の基材10に、これをモールド30,30側に粘着させるための粘着層20を有すると共に、粘着層20が、モールド30,30間に充填された重合性モノマーが重合収縮する温度域で凝集力が低下する粘着剤からなる。これによって、樹脂注入時から樹脂の体積が縮小を開始するまでは、十分な粘着力および凝集力を発揮する。また、重合硬化に伴う樹脂の体積縮小時には、凝集力が弱まってテープ基材10の幅方向に作用する力が減少してテープ基材が潰れたりすることがなくなる。
(もっと読む)
複合材成形型及びその製造方法
【課題】オートクレーブの大きさによらずに製造可能な複合材成形型の製造方法を提供することを目的とする。
【解決手段】コア材2の上面3を被成形体形状に対応する形状に加工するステップと、コア材2の他のコア材2と対向する側面4に段5a,5bを形成するステップと、コア材2の表面に未硬化の複合材料を積層して硬化させて複合材層8を形成するステップと、側面4に直交するコア材2の他の面にある複合材層8に、テーパー部10を形成するステップとを含む構成部材1a,1bを作成する工程と、側面4に接着剤を塗布し、構成部材同士を結合する工程と、テーパー部10に未硬化の複合材料を積層し、該複合材料上に熱源16を配置して複合材料を硬化させる工程と、結合された構成部材1a,1bの表面を研磨処理する工程とを備える複合材成形型の製造方法。
(もっと読む)
レンズの製造方法およびレンズの製造装置
【課題】紫外線硬化樹脂等を硬化させることにより製造されるレンズの製造方法において、欠陥が存在しないレンズを製造する。
【解決手段】流動体状の感光性材料3を、型5に形成されている凹部7に供給する感光性材料供給工程S1と、凹部7を蓋するように、型5に基板13を設置する基板設置工程S3と、凹部7に充填されている流動体状の感光性材料3を硬化させる感光性材料硬化工程S5とを有するレンズ1の製造方法である。
(もっと読む)
光学素子の成形用金型、及び光学素子及びその製造方法
【課題】反射防止構造が形成された自由曲面を有する光学素子を短い工程で精度良く製造する方法及びそれにより得られる光学素子を提供する
【解決手段】基材2の光学表面に反射防止構造31が設けられた自由曲面を有する部材3を形成して光学素子1を製造する方法であって、巨視的には自由曲面の反転形状を有し、微視的には反射防止構造31の反転形状を有する成形面を有する金型40を用いて、部材3の表面を自由曲面形状に成形すると同時に、部材3の表面に反射防止構造31を形成することを特徴とする方法。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】眼鏡レンズ製造工程での枠入れ時の廃棄物量(更には注型重合におけるプラスチックレンズ原料液の使用量)を低減するための手段を提供すること。
【解決手段】外形が円形であり、かつ一方に開口し他方が閉塞した凹部を有する有底モールド1と、上記有底モールド1の開口端を蓋閉する円形モールド11と、上記2つのモールドの周囲を取り囲むことにより、上記蓋閉状態を固定するシーリング部材13と、を有するプラスチックレンズ成形用成形型。前記有底モールドの凹部が円形モールド11によって蓋閉されることによって、該有底モールド1内にプラスチックレンズ原料液注入用キャビティが形成される。前記プラスチックレンズ成形用成形型のプラスチックレンズ原料液注入用キャビティにプラスチックレンズ原料液を注入し、上記キャビティ内でプラスチック原料液の硬化反応を行うことによりプラスチックレンズを得るプラスチックレンズの製造方法。
(もっと読む)
プラスチックレンズ成形用成形型およびプラスチックレンズの製造方法
【課題】上下型の組み付けが容易なプラスチックレンズ成形用成形型を提供すること。
【解決手段】一方に開口し他方が閉塞した凹部を有する有底形状の第一モールド1と、上記第一モールドの開口に嵌挿する第二モールド5と、を有し、前記第二モールド1が第一モールド5の開口に嵌挿することにより、前記第一モールド1の凹部が第二モールド5によって閉塞されてプラスチックレンズ原料液注入用キャビティが形成され、かつ、前記第一モールド1は側面にプラスチックレンズ原料液を上記キャビティに導入するための注入口3を有するプラスチックレンズ成形用成形型。前記プラスチックレンズ成形用成形型のプラスチックレンズ原料液注入用キャビティにプラスチックレンズ原料液を注入し、上記キャビティ内でプラスチック原料液の硬化反応を行うことによりプラスチックレンズを得ることを特徴とする、プラスチックレンズの製造方法。
(もっと読む)
プラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法
【課題】成型後の厚さ方向の変動を抑えることができる新規なプラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法の提供。
【解決手段】一対のモールド30,30を所定の間隔を隔てて位置させてその間隔を保持しつつ前記モールド30,30間を、本発明に係る粘着テープ100でその周方向に沿って連続的に封止してキャビティCを区画形成した後、当該キャビティCに重合性モノマーを充填し、その後前記一対のモールド30,30をその距離が変動しないように固定した状態で前記キャビティC内の重合性モノマーを重合反応させる。これによって成型後の厚さ方向の変動を抑えたプラスチックレンズが確実に得られ、また気泡の発生やレンズの欠けなども抑制した良品のプラスチックレンズを得ることができる。
(もっと読む)
レンズ成形型製造方法およびレンズ製造方法
【課題】通常の切削工具を利用してレンズ成形型の製造を容易に行い、レンズ成形型の製造精度を向上させることができるレンズ成形型製造方法を提供する。
【解決手段】屈折型プリズム部の反転形状を切削対象ピッチに対してバイトで切削する主単位プリズム部切削ステップST2と、全反射型プリズム部の反転形状を切削対象ピッチに対してバイトBで切削するとともに、全反射型プリズム部の反転形状における全反射面を延長した面が、切削対象ピッチP1と、切削対象ピッチP1よりもフレネル中心側の隣接ピッチとのなす谷線を通過または谷線よりも出光側となるようにする副単位プリズム部切削ステップST3とを所定のピッチ数だけ繰り返すことを特徴とする。
(もっと読む)
121 - 140 / 1,302
[ Back to top ]