
Fターム[4F204EK24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 型 (1,302)
Fターム[4F204EK24]に分類される特許
41 - 60 / 1,302
成形用金型、成形装置、及び成形品の製造方法。
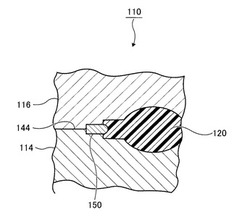
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
レンズ製造方法、及び眼鏡レンズ製造システム

【課題】モールド部材の加工コストを抑えるのに好適なレンズ製造方法を提供すること。
【解決手段】一対の対向配置されたモールド部材間を封止部材で封止することによって規定されたキャビティにレンズ原料液を注入する注入工程と、キャビティに注入されたレンズ原料液を硬化反応させて一対のモールド部材の各転写面形状を転写させたレンズ基材を得る硬化反応工程と、各転写面形状が転写されたレンズ基材を一対のモールド部材から離型する離型工程とを含み、一対のモールド部材の少なくとも一方の転写面が、削り加工によって加工された削り加工面上に形成された被膜の表面であるレンズ製造方法を提供する。
(もっと読む)
パッド付きインストルメントパネル本体の成形方法
【課題】ウレタン原料の流れが乱れず、品質の良いパッド付きインストルメントパネル本体を得る。
【解決手段】下型103に表皮9を、上型105に基材3をそれぞれセットする。原料注入口203を有するマスキングプレート201を表皮9と基材3との間に配置した型閉め状態で、基材3のスピーカ取付部15をマスキングプレート201で覆ってスピーカ取付部15の外周縁部をシールするとともに、原料注入口203をスピーカ取付部15の装着孔17と連通させ、かつマスキングプレート201と表皮9との間に隙間を有するようにスペーサ205を介在させて基材3及びマスキングプレート201と表皮9との間にキャビティCを形成する。原料注入口203からキャビティCにウレタン原料Rを注入して発泡硬化させることにより、基材3及びマスキングプレート201と表皮9との間にウレタン発泡層11を一体に形成する。スピーカ取付部15に対応するパッド7を切断してパッド7及びマスキングプレート201を取り除く。
(もっと読む)
樹脂成形体の製造方法および製造装置
【課題】縁が稜角となった樹脂成形体を簡単に形成する。
【解決手段】製造装置20では、ガイド32,42とローラ36,46,52との間に連続して繰り出される一連のシート10を通すことで、シート進行方向に沿って折り目を付けつつ該折り目で折り曲げて上方に開口する角溝部を形成し、該角溝部の少なくとも一方の側壁片に折り目を付けて該角溝部の開口と反対側に折り曲げた蓋部を形成する。角溝部に樹脂原料を注入した後に、角溝部と蓋部との間の折り目で該蓋部を折り曲げて角溝部の開口を塞ぐことで、得るべき樹脂成形体の外形に合わせた角筒状の型枠を形成して、型枠で保持した状態で樹脂原料を硬化させることで、樹脂成形体を連続的に形成する。
(もっと読む)
金型及び発泡成形体の製造方法
【課題】排気孔への離型剤等の異物の侵入を防止することができ、且つ仮に排気孔に異物が侵入しても容易に除去することが可能な金型と、この金型を用いた発泡成形体の製造方法とを提供する。
【解決手段】金型30は、発泡合成樹脂よりなる発泡成形体を製造するためのものである。金型30のキャビティ33の内面に、該キャビティ33内のガスを該キャビティ33の外部に排出するための排気孔34が設けられている。排気孔34に、キャビティ33からのガス排出方向と反対方向に流体を供給する流体供給手段35が設けられている。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】簡易な製法改良にて、連続繊維補強材の位置ずれや連続繊維補強材を構成する連続繊維の配向乱れを解消しながら、連続繊維補強材によって部分的に補強された繊維強化樹脂材を製造することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】下型D1と上型D2を型閉めしてできるキャビティC1内に連続繊維補強材1’を収容し、該連続繊維補強材1’を上型D2および下型D1で仮に固定してキャビティC1内に軟化もしくは溶融した第1のマトリックス樹脂2’をチャージして中間成形品3を製造するステップ、上型D2もしくは下型D1を昇降し、それらの間にスペーサSを介在させて中間成形品3の上方に第2のキャビティC2を形成し、ここに軟化もしくは溶融した第2のマトリックス樹脂4’をチャージし、第1、第2のマトリックス樹脂2’、4’が硬化することよって繊維強化樹脂材10を製造するステップからなる。
(もっと読む)
発泡体の製造方法
【課題】エチレン単位を有する未架橋重合体、架橋剤及び発泡剤を含有する発泡性樹脂組成物を原料として、少なくとも一方に、水平な底面及び傾斜面により形成された凹部を有する金型を用いて、加圧一段発泡法に供し、引っ掻き傷、割れ、欠け等の不良現象が抑制された発泡体の製造方法を提供する。
【解決手段】本発明は、発泡倍率x、ASTM D 1822−61Tに準じて測定される未架橋重合体の引張衝撃強度T、金型の凹部における底面に対する傾斜面の角度θ、及び、金型の凹部の深さrにより、下記式(1)又は(2)を満たす条件で、架橋重合体を含む発泡体を製造する方法である。
【数1】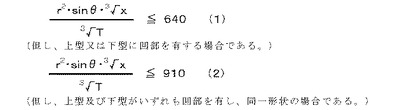 (もっと読む)
(もっと読む)
母型の製造方法、母型及び眼鏡レンズの製造方法
【課題】眼鏡レンズの材料の無駄を低減することができ、レンズのプリズム制御を容易に行うことが可能な母型の製造方法、母型及び眼鏡レンズの製造方法を提供すること。
【解決手段】第一面及び第二面のうち少なくとも一方が自由曲面である眼鏡レンズの製造に用いられる母型の製造方法であって、本体部材に自由曲面を含む型面を形成する型面形成工程と、型面の光学中心における光軸に垂直な接平面と型面の外周との光軸方向の距離が一定となるように型面の外周を形成する外周形成工程とを含む。
(もっと読む)
車両用内装品の製造方法
【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
複合型光学素子の成形方法および型
【課題】型の光学有効部内に樹脂を不足なく充填し、型の外に樹脂があふれることを防ぐことができる複合型光学素子の成形方法を提供する。
【解決手段】複合型光学素子の樹脂層を成形するための光学有効部(格子)14と、前記光学有効部外において、同心円状に配置された2つの土手11、13と、土手11、13の間に配置された溝12と備えた型10を準備する。型10に樹脂を滴下し、基板を2つの土手11、13に突き当てながら加圧し、樹脂を硬化させた後、硬化した樹脂層と基板を一体として型から離脱させる。
(もっと読む)
眼鏡用プラスチックレンズおよびその製造方法
【課題】眼鏡製造工程での枠入れ時の廃棄物量を低減するための手段を提供すること。
【解決手段】レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有し、かつ内壁面に円周方向に連続して突設された突起帯を有する環状のガスケットの前記2つの開口に第1モールドおよび第2モールドをそれぞれ嵌挿させることにより、前記突起帯を含むキャビティを形成すること、および、前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより眼鏡用プラスチックレンズを得ること、を含み、前記得られる眼鏡用プラスチックレンズは、前記突起帯の形状が転写されることにより側面に内側に向かってくびれた溝部が形成された成形体であり、該溝部を横断する断面の平面視形状が非円形であることを特徴とする眼鏡用プラスチックレンズの製造方法。
(もっと読む)
車両用シートパッド及びその製造方法
【課題】パッド本体の裏面とパッド本体の外とにまたがるリクライニング装置等との間で発生する異音を防ぐ車両用シートパッド及びその製造方法を提供する。
【解決手段】発泡体からなるパッド本体1と、該パッド本体の発泡成形でその裏面に被着一体化される起毛55を備えたシート状不織布5aと、を具備し、且つ、パッド本体1にはその外縁部沿いに裏面側へ張り出す立壁状の張出部4が形成され、さらに、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成される一方、不織布5aは、凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成され、さらに、切込み52でできた短冊状部53同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で凹凸部45を覆うようにして、凹凸部45に短冊状部53が被着一体化されてなる。
(もっと読む)
樹脂注型金型
【課題】可動側封着金具と樹脂侵入防止部材間に設けられるシール部材を所定圧力で圧縮することができる樹脂注型金型を提供する。
【解決手段】一方のキャビティー2aを設けた一方の金型1aと、一方のキャビティー2aと組合される他方のキャビティー2bを設けた他方の金型1bと、キャビティー2a、2b内にセットされる真空バルブ3と、真空バルブ3の可動側封着金具7と可動側通電軸8とを囲むような樹脂浸入防止部材の可動側シールド9と、可動側シールド9と可動側封着金具7間に設けられたシール部材10と、可動側シールド9を移動させる移動装置とを備え、移動装置は、一方の金型1aと他方の金型1bとを閉鎖することで、シール部材10を圧縮する方向に可動側シールド9を移動させるとともに、この可動側シールド9に加圧ばね25のばね力を加えるようになっている。
(もっと読む)
光学フィルムの製造方法、偏光板および画像表示装置
【課題】硬化後の塗工層の両端部領域から硬化樹脂が剥がれることが抑えられることにより、高品質で欠陥なく、かつ生産性よく光学フィルムを製造することができる製造方法を提供する。
【解決手段】本発明の光学フィルムの製造方法は、基材フィルム上に、活性エネルギー線硬化性樹脂を含有する塗工液を塗工して、塗工層を形成する塗工工程と、塗工層の基材フィルムの搬送方向と直交する方向の両端部領域に、活性エネルギー線を照射する第1硬化工程と、塗工層の表面に鋳型の表面を押し当てた状態で、基材フィルム側から塗工層に活性エネルギー線を照射する第2硬化工程と、を含む。
(もっと読む)
表皮一体発泡品
【課題】インストルメントパネル等に好適な装飾性の高い溝状模様と皺模様を有する表皮一体発泡品を提供する。
【解決手段】可撓性のプラスチックからなる一枚の表皮15と、表皮15の裏面で発泡形成された発泡体とを有する表皮一体発泡品10において、表皮15には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされた溝状模様Mを表面に有し、溝状模様Mの両端には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされる際の表皮15の変形により発生した皺模様17を有する構成とした。
(もっと読む)
靴用インソール
【課題】高い強度を維持しながら衝撃吸収性を大幅に向上させた靴用インソールを提供する。
【解決手段】厚さ10ないし100μmのポリウレタン皮膜3がラミネートされた生地2のポリウレタン皮膜側に、超軟質ポリウレタン層4及び熱可塑性ポリウレタンフィルム5をこの順で積層させて形成される靴用インソール1であって、前記超軟質ポリウレタン層4は、その側面を含めて前記熱可塑性ポリウレタンフィルム5で覆われて、該熱可塑性ポリウレタンフィルム5と前記ポリウレタン皮膜3とで形成される空間内に内包されていることを特徴とする靴用インソール1。
(もっと読む)
レンズ成形型及びレンズ成型方法
【課題】分離失敗が原因のレンズ不良率を低減する。
【解決手段】レンズ成形型は、完全光学面の型面である成型面を有する上型モールドと、下型モールドと、上型モールド及び下型モールドの外周間を連結してキャビティを形成するレンズ成型用ガスケットと、を備える。上型モールドは、成型面の中心の接線方向に平行な面を有し、成型面の縁に沿って設けられたレンズ離型部を備える。
(もっと読む)
プラスチックレンズ用成形型の製造方法およびプラスチックレンズ用成形型製造装置
【課題】プラスチックレンズ用成形型を品質が高くかつ均一となるように製造できるようにする。
【解決手段】テープ16が巻回されたモールド組立体11をクランプ装置31に保持させる保持ステップS1を有する。テープ16の予め定めた目標注入口位置を注入口形成装置5に位置決めする位置決めステップS2を有する。注入口形成装置5によってテープ16に注入口を形成する注入口形成ステップS3を有する。モールド組立体11の外周面における注入口と対応する位置に注入補助部材を接着させる接着ステップS4とを有する。
(もっと読む)
注型成形用金型、及び注型成形品の製造方法
【課題】注型成形による二層成形の際に発生する非製品領域を容易に除去可能な注型成形用金型、及び、注型成形品の製造方法を提供することを課題とする。
【解決手段】キャビティ5の端部付近に、下型4より突出した突出部(流路狭め部)6を形成する。前記突出部6により、第一層に形成された低剛性部(薄肉部)は、他より薄肉となっているため剛性が低く、低剛性部を起点に、下方へ力を加えることで、低剛性部より先端が分離し、除去すべき非製品領域の部分が小さくなる。また、前述の通り、低剛性部の周囲の第一層は剛性が低くなっているため、手による加工でも十分に先端を分離させることができる。
(もっと読む)
41 - 60 / 1,302
[ Back to top ]