
Fターム[4F204FA06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | カレンダー成形、ローラ圧延 (239)
Fターム[4F204FA06]の下位に属するFターム
可塑状態の材料のシートへの成形を含むもの (23)
ほぼ同径の一対のローラ間で成形するもの (37)
L型、逆L型、Z型、傾斜Z型 (3)
その他ローラ配列が特殊なもの (5)
Fターム[4F204FA06]に分類される特許
81 - 100 / 171
木粉樹脂複合ボードの端部切削面処理方法
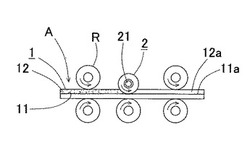
【課題】木粉樹脂複合ボードの端部を切削加工した際に生じる粗い切削面が白く見え、他の非切削面と違和感が生じることを防ぎ、切削面を目立たなくすることのできる木粉樹脂複合ボードの端部切削面処理方法を提供する。
【解決手段】木粉と樹脂とを混合し溶融させて成形して得られる木粉樹脂複合ボードAの端部を切削加工し露出した切削面を処理する方法であって、該露出切削面を加熱下に加圧する熱圧締工程を含んでなる木粉樹脂複合ボードAの端部切削面処理方法。好ましくは、上記加熱温度を木粉樹脂複合ボードAを構成する樹脂の軟化温度付近とし、上記熱圧締工程が加熱ロール2または加熱ブレード3により行われる。
(もっと読む)
シート部材の製造装置

【課題】シートゲージのばらつきを抑えることの出来るシート部材の製造装置を提供する。
【解決手段】スリーブ付きカレンダーロール16は、コアロール20とスリーブ22で構成されている。コアロール20のロール本体部24とスリーブ22との間には隙間が設けられているが、挿入時にロール本体部24とスリーブ22の回転軸が一致していなくとも、スリーブ押え40でスリーブ22を固定側継手部材36側に押圧することで、爪32の傾斜面32Bがガイド穴38のテーパー穴部38Bに押し付けられて行くことで、スリーブ22の回転軸がロール本体部24の回転軸と一致し、最終的にロール本体部24とスリーブ22とが相対移動不能に固定される。圧延時にスリーブ22に対して径方向の力が作用しても、コアロール20の軸とスリーブ22の軸がずれることは無く、連続して一定厚さのシート状ゴム部材44を得ることが出来る。
(もっと読む)
シート状の繊維強化複合材料とその製造方法
【課題】従来の方法・手段よりも低コストで製造される、優れた機械的特性を有するシート状の繊維強化複合材料を提供すること。
【解決手段】織物等の繊維強化材と熱可塑性樹脂とからなるシート状の繊維強化複合材料であって、繊維強化材が少なくとも片方の表層部分に偏在していることを特徴とするシート状の繊維強化複合材料。好ましいのは、シート状の繊維強化複合材料の中央部分に、繊維強化材を含まない繊維非含有層(熱可塑性樹脂層)、又は表層部分に比べて繊維体積含有率(Vf)の低い層が存在し、該中央部分の厚さが、繊維強化複合材料全体の厚さの少なくとも10分の1であるシート状の繊維強化複合材料である。
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
加熱発泡シートおよび充填発泡部材
【課題】内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シートを提供すること。
【解決手段】100〜130℃で20分加熱した場合に一方向に伸長し、その伸長方向Aにおける伸長率が、5〜50%である加熱発泡シート3を、加熱発泡材料2を延伸することにより成形して得る。この加熱発泡シート3を充填発泡部材4に用いれば、内部空間7に突出空間9がある場合でも、充填発泡部材4を、加熱発泡シート3の伸長方向Aが突出空間9に向かうように、主空間8に配置して、発泡すれば、その突出空間9を、格別の部材を用いなくても、簡易かつ低コストで充填することができる。
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
カーペットバッキングを付けるためのホットフィルムラミネーション(真空支援)
基材にラミネートする方法、この方法は、少なくとも1つの熱可塑性フィルムを多孔質基材上に配置する工程;少なくとも1つの熱可塑性フィルムを加熱軟化させる工程;ラミネートされた基材を生成させるために、少なくとも1つの熱可塑性フィルムと多孔質基材とを結合させる工程;および、ラミネートされた基材を冷却する工程を含み得る。ここで、結合させる工程は、熱可塑性フィルムを多孔質基材に吸引する工程を含む。基材にラミネートするための設備、この設備は、熱可塑性フォルムを、タフト加工された基材上に配置するための装置;熱可塑性フィルムを加熱軟化させるためのヒーター;および、熱可塑性フィルムを、タフト加工された基材に吸引するための真空を含み得る。 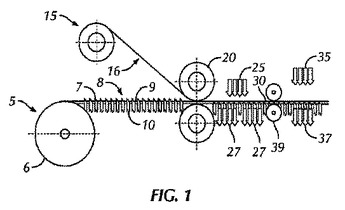 (もっと読む)
(もっと読む)
充填材入りフッ素樹脂シート
【課題】フッ素樹脂の充填率が低く充填材の充填率が高い場合であっても、高い応力緩和特性と高い気密特性(シール性能)とが両立した充填材入りフッ素樹脂シートおよびその製造方法を提供すること。
【解決手段】フッ素樹脂、充填材および加工助剤を含有するシート形成用樹脂組成物を、ロール温度を40〜80℃として圧延する工程を含み、該加工助剤が、分留温度が120℃以下である石油系炭化水素溶剤を30質量%以上(ただし、加工助剤重量を100質量%とする。)含んでなることを特徴とする充填材入りフッ素樹脂シートの製造方法。
(もっと読む)
シート状成形体およびその製造方法
【課題】成形精度が良い、微細な凹凸形状を有したシート状成形体を提供する。
【解決手段】支持体11と、支持体の一方の主面側に配置され、支持体側の面の反対面が凹凸形状を有した樹脂層12とを備えたシート状成形体の製造方法であって、放射線硬化性樹脂を含んだ放射線硬化性樹脂組成物を含む塗料層と支持体とが重なった状態で、塗料層を凹凸表面を有する成形型に当接させて成形型の凹凸面の凹凸形状を塗料層に転写した後、塗料層に含まれる放射線硬化性樹脂を硬化させる。未硬化状態の放射線硬化性樹脂は、単官能ビニルモノマーまたは単官能(メタ)アクリルモノマーからなる群から選ばれる少なくとも1種のモノマーAと、多官能(メタ)アクリルモノマーおよび多官能(メタ)アクリルオリゴマーとからなる群から選ばれる少なくとも1種とを含み、25℃における放射線硬化性樹脂組成物の粘度が、3〜100mPa・sであることを特徴とする。
(もっと読む)
創傷閉鎖材料
配向をまったく有さないか、または多方向配向を有する物品が提供される。そのような物品は、フィルム、リボン、シート、および/またはテープの形態とすることができ、外科用ステープリング器具を伴ったバットレス、または縫合線のための補強手段として利用することができる。本開示の態様によれば、グリコール酸、乳酸、グリコリド、ラクチド、ジオキサノン、トリメチレンカーボネート、カプロラクトン、およびこれらの組合せからなる群から選択されるポリマー材料を得るステップと、このポリマー材料を、単一方向に配向を有さない物品に形成するステップと、この物品を回収するステップとを含む方法が提供される。 (もっと読む)
ロールプレス装置
【課題】樹脂シートを加熱することなく、その表面に短時間で簡単に多数の凹部を形成できるようにすることである。
【解決手段】円筒面に複数の突起部1aが設けられた成形ロール1とフラットな円筒面の受けロール2をハウジング3に上下平行に組み込んで、成形ロール1と受けロール2間に常温のままの樹脂シートを通し、成形ロール1をモータ4で回転駆動して、各突起部1aでの圧縮によって、樹脂シートの表面に凹部をロールギャップ間で順次成形することにより、樹脂シートを加熱することなく、その表面に短時間で簡単に多数の凹部を形成できるようにした。
(もっと読む)
加熱部材、定着装置、画像形成装置及び加熱部材の製造方法
【課題】高い耐久性、高い熱伝導性を備えつつ、さらにフィラー部分へのトナーの固着をも防止した加熱部材、定着装置、画像形成装置を提供する。
【解決手段】加熱源を備え、記録紙上に担持されるトナー像を加熱してトナー像を記録紙上に定着させるための加熱部材13において、シリコーンゴム17を備え、さらにシリコーンゴム17に、酸化物半導体16を表面に有するフッ素系樹脂粒子を添加し、さらにフッ素系樹脂粒子を加熱源と接触するようにした。
(もっと読む)
ロールプレス装置
【課題】樹脂シートの表面に短時間で簡単に多数の凹部を形成できるようにすることである。
【解決手段】円筒面に複数の突起部1aが設けられた成形ロール1とフラットな円筒面の受けロール2をハウジング3に上下平行に組み込んで、成形ロール1と受けロール2間のロールギャップを、受けロール2を偏心カム8によって変位させて調整し、成形ロール1をモータ4で回転駆動して、ロールギャップに樹脂シートを通し、各突起部1aでの圧縮によって、樹脂シートの表面に凹部を成形することにより、樹脂シートの表面に短時間で簡単に多数の凹部を形成できるようにした。
(もっと読む)
ゴム状シートの製造方法
【課題】圧延されたゴム状シートの粘着性を高くかつ安定化させる。
【解決手段】高温度の未加硫ゴムを圧延してゴム状シートを形成する圧延工程と、圧延されたゴムシートを冷却する冷却工程と、冷却に用いる冷却ドラムのドラム温度を制御する冷却温度制御とを含む。冷却温度制御は、冷却されたゴム状シートの表面温度を時間ピッチ毎に測定して温度測定値をうる温度測定処理、予め設定される前記表面温度の基準温度範囲を記憶する温度記憶処理、及び前記基準温度範囲と、測定された前記測定温度値とに基づいて冷却ドラムのドラム温度を制御する冷却ドラム温度制御処理を含む。
(もっと読む)
ゴムシート製造装置及び製造方法
【課題】 ゴム生地を混練し、圧延してゴムシートを製造するときに、混練時の空気の噛み込みを防止する。
【解決手段】 図示しないゴム押出機からゴム生地G1を押し出し、混練ロール装置1に供給する。ゴム生地G1は互いに混練ロール装置1の対向するロールにより圧搾されることで混練され、ゴムG2として搬出される。混練ロール装置1による混練は、対向するロールにより搬送しつつ圧搾することで行われるものであり、従来装置のようにロールの谷間に滞留しているバンクを繰り返し回転させるものではないため、混練中に空気を噛み込むことはない。ゴムG2は圧延ロール装置4のロール2、3間のニップ10により、所定の圧みのゴムシートG4に成型される。
(もっと読む)
帯状補強部材の製造ライン、及び帯状補強部材の製造方法
【課題】帯状補強部材の品質を安定化し、生産性を向上可能な帯状補強部材の製造ラインの提供。
【解決手段】第1カレンダーロール9と第2カレンダーロール11との協働によってゴムシート13を連続的に圧延成形すると共に、第3カレンダーロール15と第4カレンダーロールと17の協働によってゴムシート19を連続的に圧延成形し、第2カレンダーロール11と第4カレンダーロール17の間隙に向かって供給された不織布シート27を間にして、第2カレンダーロール11の外周面及び第4カレンダーロール17の外周面にそれぞれ転写された一対のゴムシート13,19を重合した状態の下で、逆回り方向へ回転中の第2カレンダーロール11と正回り方向へ回転中の第4カレンダーロール17との協働によって一対のゴムシート13,19を上下から押圧することにより、帯状補強部材3を連続的に成形して送り方向へ搬送し、巻取り装置43によって連続的に巻取る。
(もっと読む)
ガラス繊維含有樹脂成形材料の製造方法
【課題】ガラス繊維含有樹脂成形材料中の残存ガラス繊維を所定の繊維長に調製できるとともに、ガラス繊維含有樹脂成形材料を生産性良く製造することができるガラス繊維含有樹脂成形材料の製造方法を提供する。
【解決手段】ガラス繊維と樹脂との混合物をロール混練機で混練しつつガラス繊維を所定の繊維長に調製してガラス繊維含有樹脂成形材料を製造する方法であって、ガラス繊維の繊維長の調製はロール混練機のロール間ピッチを調整しておこなうこととする。
(もっと読む)
光学シートの製造方法及び表示スクリーンの製造方法
【課題】両面賦形によって光学的に均一で微細なレンズピッチの光学シートを製造することができる光学シートの製造方法を提供することを目的とする。
【解決手段】本発明に係る光学シートの製造方法は、複数のレンチキュラーレンズと、複数の凸部とを有するレンチキュラーレンズシート161を製造する方法であって、ダイ11が溶融した樹脂16をレンズの金型が設けられた第1ロール12と凸部の金型が設けられた第2ロール13との間のロールギャップに送ると、第1ロール12と第2ロール13とが溶融した樹脂16を加圧する。そして、第1のロール12は溶融した樹脂16にレンズの形状を賦形するとともに、第2ロール13は溶融した樹脂16に凸部の形状を賦形しながら、溶融した樹脂をシート状に成形し、シート状の樹脂16を第2ロール13に接触させた状態で第1ロール12から離す。
(もっと読む)
廃塩化ビニル系樹脂壁紙を利用した軟質塩化ビニル樹脂組成物の製造方法及びその製品
【課題】 廃塩化ビニル系壁紙を粉砕後、未分離品を再資源として有効利用したPVC組成物およびPVC製品を提供することである。
【解決手段】 剪断粉砕機又は衝撃粉砕機で、廃塩化ビニル樹脂系壁紙の大きさが1〜10mmとなるように粉砕された壁紙5〜30重量%と、壁紙以外の廃塩化ビニル樹脂系製品から回収された塩化ビニル樹脂成分95〜70重量%とから、混練・加工することにより軟質塩化ビニル系樹脂製品を製造することが出来る。
(もっと読む)
コード入りゴムテープの製造方法及びその製造装置
【課題】長時間運転してもコードの配列が乱れることなく、厚みが均一なコード入りゴムテープの製造装置を提供する。
【解決手段】配列形成された複数のダイス孔1からそれぞれゴム被覆コード5を送り出すゴム被覆ヘッド2と、該ゴム被覆ヘッド2から配列した状態で引き出された複数のゴム被覆コード5をテープ状に成形する一対の圧延ローラ3、3とを備え、各圧延ローラ3、3は、ゴム被覆コード5を挟んでそれぞれ設置され、かつ、互いにゴム被覆コード5の引出方向Aにずらして配置されたことを特徴とする。
(もっと読む)
81 - 100 / 171
[ Back to top ]