
Fターム[4F204FA06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | カレンダー成形、ローラ圧延 (239)
Fターム[4F204FA06]の下位に属するFターム
可塑状態の材料のシートへの成形を含むもの (23)
ほぼ同径の一対のローラ間で成形するもの (37)
L型、逆L型、Z型、傾斜Z型 (3)
その他ローラ配列が特殊なもの (5)
Fターム[4F204FA06]に分類される特許
141 - 160 / 171
少なくとも1つのカレンダローラを備えた、連続的に製作された品物をカレンダリングするための装置
少なくとも1つのカレンダローラ(1,2)を備えた、連続的に製作された品物をカレンダリングするための装置であって、カレンダローラ(1,2)が、少なくとも1つの駆動装置(3)によって回転運動させられるようになっており、少なくとも1つのカレンダローラ(1,2)が温度調整可能であり、該カレンダローラ(1,2)の温度調整が、温度調整媒体によって行われる形式のものにおいて、特に簡単且つ廉価な構造に関して、温度調整媒体が中空軸回転ガイド(4)を通って、カレンダローラ(1,2)を駆動する駆動軸(3)にもたらされるようになっている。 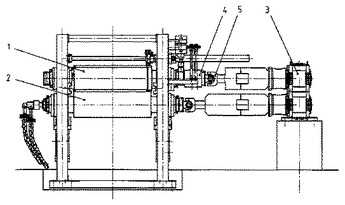 (もっと読む)
(もっと読む)
フッ素樹脂積層シートの製造方法
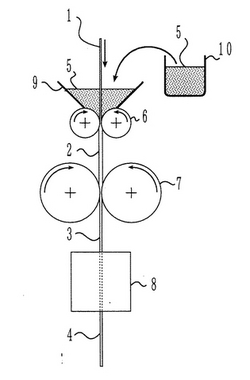
【課題】本発明は、含浸・焼成工程を繰り返さずに一連の連続した工程によって、所望の厚さを有し、さらに耐屈曲性、耐引裂性等の構造材料部材として必要な特性を有するフッ素樹脂積層シートの製造方法を提供することを目的としている。
【解決手段】本発明のフッ素樹脂積層シートの製造方法は、フッ素樹脂微粒子を計量ロールでシート状網状物の空隙及び表面に所定量を付着させ、カレンダーロールでプレスし、その後焼成してフッ素樹脂積層シートとすることを特徴とする。
(もっと読む)
均質な表面カバー

【課題】より広い種々の表面構造を有するフレークを凝集することによって表面カバーを製造できるようにすること
【解決手段】本発明は、a)適当な構造を有する第1シートを製造するステップと、b)少なくとも10%のフレークがR>30のサイズ比を有するフレークとなるように前記シートを切断するステップと、c)こうして得られたフレークを中間的に保管することなく、ある表面上に撒くステップと、d)前記フレークを表面カバーとなるようにプレスするステップとを備えた、均一タイプの表面カバーを製造するための方法を開示するものである。
(もっと読む)
シートモールディングコンパウンドで使うポリマー/WUCSマット
強化繊維の束と結合材料とで形成されたモールディングマット(295)の製造方法を提供する。強化繊維は、好ましくはウェットユースのチョップドストランドガラス繊維(WUCS)である。結合材料は、強化繊維より低い融点を有するいずれの熱硬化性材料でもよい。ウェットユースのチョップドストランドガラス繊維を部分的に広げ、かつ結合繊維をフィラメント化し、強化繊維と結合繊維をブレンドし、強化繊維と結合繊維をシートに形成し、かつシートを結合することによって、モールディングマットを形成することができる。結合工程の際、結合繊維の融点より高いが、ガラス繊維の融点より低い温度にシートを加熱する。このようにして形成されたモールディングマットをシートモールディングコンパウンド中の強化材料として使用することができる。 (もっと読む)
湾曲片の成形品に裏当てする方法と工具
本発明は、湾曲片のための成形品にライニングを取り付ける方法と工具に関するものである。前記方法は、数回の連続的なパスにより成形品3に幅A2のライニング15を、圧力を加えながら取り付ける段階を含み、それによりライニングが湾曲片の曲率に適合させられる。この適合がライニング5の幅A2の場合に最小回数のパスで達成できる。工具は、ライニング15を供給するドラム25と、各パスの開始時に成形品3にライニング端部を取り付ける手段と、ライニング全幅にわたり一様にライニングを加圧する円錐形のローラ25と、湾曲片を境界付ける曲線5,7と平行に成形品3に配置された側部案内27,28を介して工具を移動させる手段26,29とを含んでいる。  (もっと読む)
(もっと読む)
タイヤプライを製造する方法
【課題】均一性がより高いタイヤ用プライコンポーネントを製造する。
【解決手段】コード間隔を調節可能なダイ20を用意する。ダイ20を所望のコード間隔になるように調節する。複数のコードをダイ20を通して引き出す。ゴムの流れを第1および第2のカレンダローラ62,64のバイトに送り、ゴムをカレンダにかけて所望の厚さにする。コードをゴムに連続して付着するように押圧し、補強されたゴムからなる連続したストリップを形成する。
(もっと読む)
改良された繊維強化フィルムと該フィルムを製造する方法
繊維強化フィルムであって、
少なくとも片面に熱可塑性材料の層(3)を備えた玄武岩繊維層(2)を有する、
ことを特徴とする繊維強化フィルムである。
(もっと読む)
予備含浸させた可撓性バンドのドレープ成形デバイス
本発明は、複合材料からなるバンド(3)のドレープ成形システムに関し、本システムは、巻き戻しヘッド(20)、バンド(3)を加熱して複合材料を硬化させるために使用される光源(4)を備えたオリジナルアセンブリ、及び前もって堆積された積層(2)とバンド(3)をアセンブルするために所望の圧力を加えるか、又は同じ圧力を支持体(1)に加える1対のローラ(6a及び6b)から構成される。加熱は、ローラ(6a及び6b)から離れた位置において集中的に、且つローラに対して垂直に行われるので、前記ローラは弾性材料から作成することができ、便利である。これにより、ローラは、支持具(1)のクロスカーブに応じて均一な圧力を加えることができる。 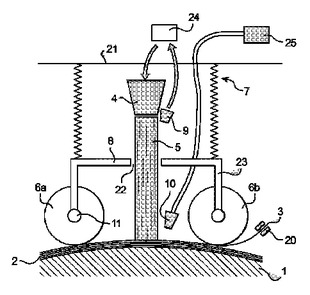 (もっと読む)
(もっと読む)
ガラスパネルの積層方法および装置
本発明はガラスパネルの積層方法および装置に関する。積層されるサンドイッチ構造物を輻射加熱要素(7、8)で予備加熱し、その後輻射加熱と同時にサンドイッチ構造物の両面に熱風を噴射する。熱風を噴射する対流加熱要素は、中空かつ開口部を設けたコンベアローラ(3)を含む。輻射加熱要素(11、12)は、直接輻射加熱によってサンドイッチ構造物に熱を加え、さらに加熱チャンバで循環する対流空気を加熱する。  (もっと読む)
(もっと読む)
熱可塑性樹脂溶融物の成形方法
【課題】 得られる成形品の変質や強度不足がなく、かつ、容易で安価にプレス成形できる熱可塑性樹脂溶融物の計量分割方法を提供する。
【解決手段】 溶融装置から供給され内部に気泡を含む熱可塑性樹脂溶融物を、脱気してシート状に賦形した後、重量測定装置上で所定重量毎に切断装置にて切断して熱可塑性樹脂溶融物を計量分割し、これをプレス装置で冷却プレスして成形体を得る際、熱可塑性樹脂溶融物を、溶融装置出口からプレス装置入口までずっと溶融状態とする。
(もっと読む)
マット用滑り止めシートの製造装置と製造されたシート
本発明は、マット用滑り止めシートの製造装置及び上記装置によって製造される滑り止めシートに関する。本製造装置は、フレーム上に回転可能式に取り付けられて上記シートの片側表面に接触するベース・ローラと、上記ベース・ローラから予め決められた間隔で離隔配置されるようにフレームに回転可能式に取り付けられ、かつ上記シートのもう一方の面を圧縮するためにその表面上に形成された滑り止め副パターンを有するリセス(陥凹部)付き成形ローラと、成形部材とベース・ローラとの間に画定されるニップの予め決められた長さ内で成形ローラの少なくとも外周と接触するように配置され、かつシートの表面部分が貫通穴を通過して成形ローラの表面に接触するように主/副の滑り止めパターンの複数の貫通穴を有する成形部材とを備える。各副パターンは、幾つかの小突起と、連続する十字形またはX字形の断面とを有し、主パターンの各突起の少なくとも表面部分から突き出している。 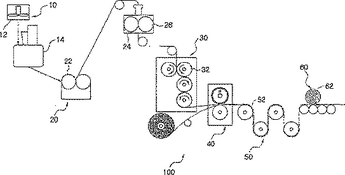 (もっと読む)
(もっと読む)
ロール加工装置
【課題】ストックガイドに対する可塑性材料の付着を抑制し、クリーニング作業時間を短縮することができ、かつ加硫剤入りのゴムの場合にはゴム焼けを防止することが可能なロール加工装置提供する。
【解決手段】所定の隙間aを介して左右に配設された一対のロール1,2上側のロール軸線方向両側に、可塑性材料nが供給されるバンク4の幅を規定するストックガイド3が配置されている。隙間a上方に位置するストックガイド3の内面3bの下部領域3b’に、回転自在な回転体12を内面3bに露出させるようにして埋設している。
(もっと読む)
輝度向上フィルム、並びにその製造及び使用方法
輝度向上フィルムはベースフィルムを含んでおり、ベースフィルムの応力リターデーション勾配は50nm/in以下と計算され、ベースフィルムの第1の表面はテクスチャー加工されており、光方向変換構造がベースフィルムの第1の表面に設けられている。 (もっと読む)
スチールコードカーカス帯状体を製造するためのカレンダー設備
【解決手段】本発明は、特にスチールコードカーカス帯状体を製造するためのカレンダー設備に関し、このカレンダー設備が、可塑化された材料14、15を供給するための2つの押出し成形機2、3、スチールコード23を供給するためのスチールコード供給装置4、第1の作業ロール18と第1の展延引抜きロール20とを備える、第1の逆方向に回転するロール対、および、第2の作業ロール19と第2の展延引抜きロール21とを備える、第2の逆方向に回転するロール対を有するカレンダー5、この第1の押出し成形機2と、第1のロール対18、20との間に設けられ、且つ、第1の展延引抜き間隙30内においてこの第1のロール対18、20の間に突出する第1の幅広スリットノズル16、および、この第2の押出し成形機3と、第2のロール対19、21との間に設けられ、且つ、第2の展延引抜き間隙31内においてこの第2のロール対19、21の間に突出する第2の幅広スリットノズル17を有しており、その際、第1のロール対18、20から出力された第1の伸展された帯状体26、第2のロール対19、21から出力された第2の伸展された帯状体27、および、スチールコード供給装置4から出力されたスチールコード23の収容のために、および、スチールコードカーカス帯状体6の出力のために、これら作業ロール18、19の間に、作業間隙32が形成されている。  (もっと読む)
(もっと読む)
改善されたカレンダーギャプ制御
【課題】カレンダーギャップの微調整を可能にする。
【解決手段】カレンダーシステム10は、向かい合ったエンドサポート20に取り付けられた、第1および第2の端を各々有する第1および第2のローラ30を有する。エンドサポート20は、伝熱媒体が循環する1つまたは2つ以上の内部通路と流体で連絡する入口および出口を有する。第1のエンドサポート20は、第2のエンドサポート20と異なる温度に加熱される。
(もっと読む)
基準格子製造方法及び基準格子製造装置
【課題】 本発明は位置検出を高精度に行う2次元角度格子を構成する基準格子を効率良く生産することを課題とする。
【解決手段】 基準格子製造装置10では、平板状転写マスタ14と微細凹凸形状パターン12とレプリカベース20の成型用平面16との間に光硬化性樹脂層18を介在し、光硬化性樹脂層18に微細凹凸形状パターン12を押圧させた状態で、光硬化性樹脂層18の下方から紫外線を照射して光硬化性樹脂層18を硬化させる。これにより、光硬化性樹脂層18の上面には、微細凹凸形状パターン12を転写された微細凹凸形状パターンが完成する。このように、基準格子製造装置10を用いた製造方法によれば、基準格子の大きさに拘わり無く、微細凹凸形状パターンを高精度且つ効率良く加工することが可能になる。
(もっと読む)
非接触型ローラ端部を有するシート形成装置
シート形成装置用の改良されたエンドシール。シール材料はより効果的なシール要素となるように形成され、該シール要素は、シート形成ニップ近傍の対応する側面シールから軟粘性材料が出ないようにする。このような改良されたエンドシールは、ワイピング及びシーリング機能を向上させる。このようなシールによって磨耗が減少するため、シール取り替え頻度も減少する。このようなシールは、エンドシールの取り替えに通常必要とされる手動調節に関連する設置時間及び誤りの量を減少させる。  (もっと読む)
(もっと読む)
鏡面仕上げを有する複合材シート
ポリマー鏡を生成するための方法であって、この方法は、ポリマー基材を連続的に製造する工程、反射層を適用する工程を包含し、この反射層は、反射するフィルムもしくは複数層のフィルムにするために、その表面が金属被覆されたポリマーであり得、ここで、層の組み合わされた屈折率が鏡表面の性質を与える。下方に存在する基材への接着を促進するために、任意の被膜が反射層の表面に適用され得る。層を融合して銀鏡の特徴、高反射鏡の特徴、もしくは有色の鏡の特徴を有する反射表面を有する、堅い最終物品にするために、カレンダーロールアセンブリーを用いた熱積層によって、複合材が形成される。 (もっと読む)
ニップ型加工における加工物上のポイントサイトへの圧縮荷重をシミュレーションするためのプレス
固定された主本体と、主本体に対して相対的に移動するように主本体に関連付けられた往復台と、固定された主本体に連結され及び加工物に係合するように適合された第一のプレートと、往復台と共に移動するように往復台に連結された第二のプレートとを備えるシミュレーションプレスが提供される。第二のプレートも、加工物に係合するように適合されている。1つ以上のモータ装置が、主本体に対して相対的な移動を往復台にもたらすために、固定された主本体と往復台に連結されている。1つ以上のフィードバックセンサーからのフィードバックに応じてモータ装置の作動を制御するために、駆動制御器がモータ装置に接続されていて、第一及び第二のプレートが加工物上の少なくとも1つのポイントサイトに係合するように、第二のプレートを第一のプレートに対して相対的に移動させて、ニップ型加工における加工物上のポイントサイトへの圧縮荷重をシミュレーションするようになっている。  (もっと読む)
(もっと読む)
成形可能な熱可塑性積層体を製造する方法
【課題】
レゾルシノールアリーレートポリエステル鎖成分を含む第1表面層と、基材に接合するのに適した第2表面層とを含む積層材を作成する方法。
【解決手段】
第1表面層ポリマー材料及び第2表面層ポリマー材料を、ダイを通して、第1のニップを定める第1の表面ロール及び第2の表面ロールからなるカレンダーロールスタックの第1のニップ中に共押出して積層材を形成する。第1のニップで約400N/cm以上のニップ荷重を積層体にかけることができ、そのロールスタックから積層材を回収することができる。第1のロールと第2のロールは、各々、約5マイクロメートル以下の表面平滑度及び約40〜約150℃の温度を有することができる。
(もっと読む)
141 - 160 / 171
[ Back to top ]