
Fターム[4F204FA06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | カレンダー成形、ローラ圧延 (239)
Fターム[4F204FA06]の下位に属するFターム
可塑状態の材料のシートへの成形を含むもの (23)
ほぼ同径の一対のローラ間で成形するもの (37)
L型、逆L型、Z型、傾斜Z型 (3)
その他ローラ配列が特殊なもの (5)
Fターム[4F204FA06]に分類される特許
121 - 140 / 171
合成樹脂製シートの成型装置
【課題】 成型される合成樹脂製シートの剥離性を向上させ、高品質の合成樹脂製シートを得ることのできる成型装置を提供する。
【解決手段】 互いに所定の間隔を保って設けられた複数のスリーブロール9,10,11間に回転自在に掛け渡した薄肉パイプ15と、薄肉パイプ15の一部分に対設して設けられた第一キャストロール2と、第一キャストロール2を回転駆動させる駆動源とからなり、薄肉パイプ15及び第一キャストロール2間に溶融合成樹脂材料を供給し、薄肉パイプ15及び第一キャストロール2で挟圧して合成樹脂製シートを成型する。薄肉パイプ15には、この薄肉パイプ15を冷却する冷却手段を設けてあり、その冷却手段はスリーブロール9,10,11内に冷媒を供給するようにしてなる。
(もっと読む)
シート成形装置およびその制御方法

【課題】ロール間隙調整を自動化し、立ち上げ作業や成形条件変更時の作業を容易化すること。
【解決手段】押付荷重一定制御下においてロール間隙の設定値と計測値との偏差に応じてシート引取速度(ロール回転速度)を制御する。
(もっと読む)
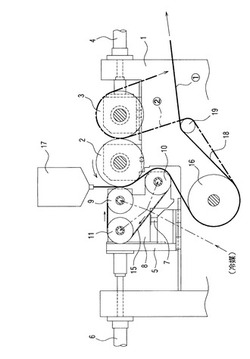
ゴム付きスチールコード材の製造装置、及び、ゴム付きスチールコード材の製造方法
【課題】 スチールコードとゴムとの密着性を向上させるとともに、カレンダーロールにおいてゴムが付着される前にスチールコード表面に水分が付着するのを抑制することが可能な、ゴム付きスチールコード材の製造技術を提供すること。
【解決手段】 ゴム付きスチールコード材の製造装置1は、カレンダーロール16に通される直前の複数本のスチールコード2を、ワークコイル20による誘導加熱で所定の温度まで加熱するように構成されている。そのため、雰囲気中の水分がスチールコード2の表面に付着するのが抑制されるし、カレンダーロール16において複数本のスチールコード2の間にゴム3が確実に浸透するため、スチールコード2とゴム3との間の密着性が向上する。
(もっと読む)
シート成形装置およびロール間隙制御方法
【課題】ロール間隙を一定に保ってシート成形を行っている状態下で、押出機よりの溶融樹脂の押出量が変動しても、ロール駆動モータの運転停止や溶融樹脂落下等のトラブルを生じることなくシート成形を自動的に続行できるようにする。
【解決手段】ロール間隙一定制御モードによってロール間隙を制御している状態下で、ロールに作用する押付荷重Pが予め設定された上限値Pmaxあるいは下限値Pminを超えた場合には、押付荷重一定制御モードに切り替える制御を行う。
(もっと読む)
層状基材の製造方法
本発明は層状基材の製造方法を制御するための方法、システム、コンピュータ読み取り可能媒体及びコンピュータプログラム製品に関する。その方法は基材のパラメータに関する測定データの少なくとも一つの第一の組を運搬手段14の並進方向(A)にプレス工程の上流に位置された第一プロセス段階で収集する工程32、前記基材のパラメータに関する測定データの少なくとも一つの第二の組を運搬手段14の並進方向(A)にプレス工程の上流に位置された第二プロセス段階で収集する工程34、及び第一プロセス段階及び第二プロセス段階から収集された測定データ及び計算された較正モデルを使用することにより樹脂用量を制御する工程36(そのモデルは第一プロセス段階及び/又は第二プロセス段階における基材の収集された測定データに基づいている)を含む。 (もっと読む)
カレンダ装置及びそのロール間隔調整方法
【課題】 コード並列体にゴムシートをコーティングしてゴム引きコードを製造するときに、コーティング速度の変化又は変動にかかわらず、適正な厚みのゴム引きコードを製造可能にする。
【解決手段】 データベース14には、このゴム引きコード製造装置で製造可能な複数の異なる仕様のゴム引きコードの各々について、コーティング速度と油圧シリンダ機構10に加える油圧の適正値との対応関係を示すデータが格納されている。このデータはゴム引きコードを製造する際、コントローラ8により読み出され、コーティング速度の設定、油圧シリンダ機構10に加える油圧を設定するための比例電磁弁12の開度の設定に使用される。コントローラ8は、圧力センサ13の測定値とそのときの油圧の適正値との差に応じて、比例電磁弁12の開度をPID(比例・積分・微分)制御する。
(もっと読む)
シート成形装置およびロール間隙制御方法
【課題】ロール間隙を所定値に保つロール間隙制御において、ロール間隙制御を安定性よく行い、押付荷重の変動を抑えて良質のシート製品を得ること。
【解決手段】ロール間隙の制御偏差ΔGを押付荷重の制御目標値F*に変換し、第1ロール11に作用する押付荷重が制御目標値F*になるようにロール間隙を調整するカスケード制御を行う。
(もっと読む)
ゴム部材とスチールコードの複合体シートの製造方法および製造装置
【課題】品質の向上を図るととも、取扱い性に優れた複合体シートを製造可能とするゴム部材とスチールコードの複合体シートの製造方法および製造装置を提供する。
【解決手段】上部圧着ロール3および下部圧着ロール4のそれぞれの周面3b、4bに、ロール幅方向にスチールコード10の所定ピッチPと略同一ピッチで配列されてロール周方向に延設された複数の溝3a、4aを設け、これらの溝3a、4aどうしを対向させて互いの周面3b、4bを非接触に接近させて、互いに反対方向に回転させ、上下をゴムシート11、11で挟んだスチールコード10を対向するそれぞれの溝3a、4aの間に1本ずつ挟んで圧着する。
(もっと読む)
高周波誘電加熱装置
【課題】 加熱装置における加熱時間の短縮化および表面から内部までの均一な加熱を実現する。
【解決手段】 高周波誘電加熱装置10は金型30、金属ベルト31、第1のローラ32、32、第2のローラ33、および高周波電圧源36を有する。金型30を導電部材により形成する。金型30、第1のローラ32、32、および第2のローラ33を平行に配置する。金属ベルト31を第1のローラ32、32と第2のローラ33とに掛け渡す。金型30を金属ベルト31に付勢する。高周波電圧源36を金型30と金属ベルト31とに接続する。交流電圧源は金型30と金属ベルト31とに高周波電圧を印加する。
(もっと読む)
プラスチック薄膜の製造方法
ある実施形態において、薄膜製造方法は、プラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、前記弾性ロールの外側表面を能動的に冷却することによって、前記薄膜の粗度を制御するステップとを含むことができる。別の実施形態では、薄膜製造方法は、ある溶融温度を有するプラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、一定の製造速度と一定のロール間隙圧において薄膜の粗度を調節するステップとを含むことができる。 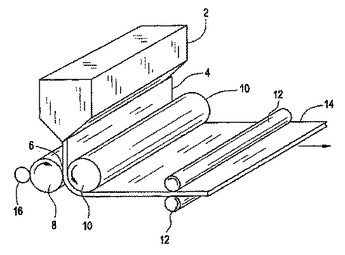 (もっと読む)
(もっと読む)
シート状成形品の製造方法
【課題】 圧延による亀裂の成長を抑えることができるとともに、偏肉を抑制することができ、品質の良いシート状成形品を生産性良く得ることができるシート状成形品の製造方法を提供する。
【解決手段】 金属粉体がゴム状弾性材料又は熱可塑性材料に配合された原料組成物の混練物を予備圧延し、その予備圧延シート25をサイドロール11とトップロール12とで一次圧延することにより一次圧延シート14が得られる。一次圧延シート14の両側縁部に形成された亀裂をトリミングし、その二次圧延前シート22をトップロール12とセンターロール15との間を通し、二次圧延して二次圧延シート16が得られる。二次圧延シート16の両側縁部に形成された亀裂をトリミングしてなる三次圧延前シート23をセンターロール15とボトムロールとの間を通して三次圧延を行うことによりシート状成形品となる三次圧延シート18が得られる。
(もっと読む)
製造装置および回路形成基板の製造方法
【課題】高位置精度を再現性高く実現し、低コストで信頼性の高い回路形成基板を製造するための製造装置とそれを用いた回路形成基板の製造方法を提供することを目的とする。
【解決手段】連続したPETフィルムの伸び量は、第1組のロールの摩擦係数によって変動していたと考えられ新品の使用時から摩擦係数を非常に小さく調整したことで新しいときから古くなるまで摩擦係数の変動が無くなることでPETフィルムの伸ばされる量が安定したと推測でき、特にロール交換時の摩擦係数に変動が無くなり寸法変化が安定した。
(もっと読む)
長尺シート状成形品の製造方法
【課題】 複数のシートの接合部位における接合力に優れ、外観品質の良好な長尺シート状成形品を生産性良く製造することができる長尺シート状成形品の製造方法を提供する。
【解決手段】 金属粉体がマトリックスとしてのゴム等に配合された原料組成物を混練し、その混練物を予備圧延し、その予備圧延シートをサイドロールとトップロール12とで一次圧延することにより一次圧延シート14が得られる。得られた一次圧延シート14の後端縁部22に対して新たな一次圧延シート14の前端縁部21を突き合わせて二次圧延を行うことにより両者が一体化された二次圧延シート16が得られる。このとき、双方の一次圧延シート14の表面部は柔軟化され、内部は表面部より硬い状態にあり、シートの剛性を保持しつつ、双方の一次圧延シート14を融着できるようになっている。
(もっと読む)
木質繊維板の製造方法
【課題】凹凸により表現される木目模様を有する木質繊維板を容易かつ安価に製造する方法を提供する。
【解決手段】凹凸により表現される木目模様を有する木質繊維板の製造方法であって、木質小片と結着剤とを含む原料混合物に対して、表面に凹凸を有するロールを押圧しながら回転させることにより、原料混合物を板状に成形しながら凹凸を賦型することを特徴とする製造方法に係る。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を型ローラ16とニップローラ24とで挟圧し、型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料を剥離ローラ24に巻き掛けることにより剥離し、剥離後の樹脂材料の非転写面に放射線硬化樹脂材料74を塗布し、放射線硬化樹脂材料に放射線を照射して硬化させる。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出した樹脂材料14を型ローラ16とニップローラ18、、20、22とで挟圧し、型ローラ16表面の凹凸形状を樹脂材料14に転写し、剥離ローラ24に巻き掛けることにより型ローラ16より剥離し、剥離後の樹脂材料を温調ローラ34に接触させて樹脂材料の幅方向の温度分布の均一化を図る。
(もっと読む)
シーティング装置
【課題】 形成するシートの形状を安定させ、材料残りやコンタミをなくすことによりシートの品質を高め、かつ形成されたシートの温度を低くすることができるシーティング装置の提供をすること。
【解決手段】 材料を供給するための材料供給部16と、前記材料供給部16から供給された材料を蓄積する材料蓄積部17と、前記材料蓄積部17に蓄積された材料を圧延するための材料圧延部18とを備え、前記材料蓄積部17に上方から材料を押し付けるための材料押し付け部材1を設けた。
(もっと読む)
エアフィルタ用シート及びその製造方法並びにエアフィルタ
【課題】 アウトガス中に潤滑剤が混入しないエアフィルタならびに前記エアフィルタに適した、成形性に優れ、且つ潤滑剤を含有しないシートおよびその製造法を提供すること。
【解決手段】 平均粒径が0.1〜30μmの機能剤、及び数平均分子量が300万〜5000万のポリテトラフルオロエチレン樹脂の針状繊維を含有し、該ポリテトラフルオロエチレン樹脂の針状繊維に対する該機能剤の重量比が1〜99であることを特徴とするエアフィルタ用シート。
(もっと読む)
作用物質含有溶融物からなる投与形の製造
本発明は、投与形の製造方法に関し、この場合、この方法によれば、2個の分離フィルム(7)を互いに定められた範囲で接触させ、作用物質含有溶融物を、分離フィルム(7)間に挿入することで、この溶融物部分を収容するためのポケットが、少なくとも1個のフィルム中に表れ、かつ分離フィルム(7)を互いに分離することで、この溶融物部分が押し出される。好ましくは、本発明の方法は、分離フィルム(7)を互いに2個の成形ローラー(2、3)のギャップ中で接触させ、この場合、このローラー(2、3)は、反対方向に回転し、かつその表面上に反対のキャビティー(4、5)を備えており、かつこれに、分離フィルム(7)を、作用物質含有溶融物が挿入されポケットが形成される際にプレスすることができる。分離フィルム(7)によって、溶融物とローラー(4、5)との直接的な接触を回避することが可能になり、これによって、溶融物とローラー(4、5)との付着を防止することができる。弾性で変形可能な分離フィルム(7)は、その応力が、ローラーギャップ(2、3)から搬出した後にゆるめられた結果として、押出工程をサポートする。  (もっと読む)
(もっと読む)
構造化ポリマーフィルムおよびその製造方法
構造化ポリマーフィルムの両側に複数の長手方向に間隔のあいた構造を有する構造化ポリマーフィルムを製造する方法が記載されている。この方法は、複数のツール突出部(204)を含む外周面を有する回転可能なツール(200)を提供する工程と、ツールの外周面の反対に平滑な順応可能な外周面(212)を有するニップロール(210)を提供する工程と、ツールとニップロールとの間のニップにポリマー層を導入する工程と、周囲表面にツール突出部のあるツールとニップロールとの間にポリマー層をプレスして、ポリマー層の第1の側へウェブ凹所およびポリマー層の反対側の第2の側から離れるように延在するウェブ突起を形成して、構造化ウェブを形成する工程と、構造化ウェブをツールから取り出す工程と、を含む。試料処理物品も記載されている。 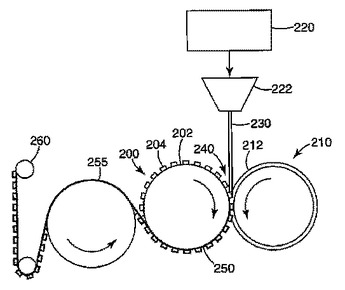 (もっと読む)
(もっと読む)
121 - 140 / 171
[ Back to top ]