
Fターム[4F204FF23]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給方法、装置 (285)
Fターム[4F204FF23]の下位に属するFターム
移送、ガイド (105)
Fターム[4F204FF23]に分類される特許
121 - 140 / 180
溶融樹脂塊の供給方法および装置

【課題】 圧縮成形用の雌型まで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型の内に溶融樹脂塊を確実に落とし込むことができる溶融樹脂塊の供給方法および装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイドの上にガスノズルヘッドを取り付け、ノズルヘッドの噴気口18より高圧気体を移送ガイドの収容室の上部領域に吹き込んで溶融樹脂塊15を確実に雌型の内へ落とし込むようにしたことを特徴とするものであり、これにより溶融樹脂塊が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型の内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
プラスチック材料からなる製品を圧縮成形するための装置と方法
本発明は、少なくとも1つのプラスチック材料供給源(1)と、所定量のプラスチック材料(3)を一時的に支持することのできるスリーブ(8)の中を摺動するロッド(11)と、製品の頭部を形成するための鋳型(6、7)と、その鋳型(6、7)と協働するマンドレル(18)とを備えていて、溶融状態の所定量のプラスチック材料(3)を鋳型の2つの部分の間で圧縮することによってプラスチック材料からなる製品を成形する装置において、この装置が、前記スリーブ(8)内を二方向に移動する前記ロッド(11)の移動を制限する非弾性的保持手段(12〜14、23、24、25)を備えることを特徴とする装置に関する。本発明は、この装置を利用した方法にも関する。 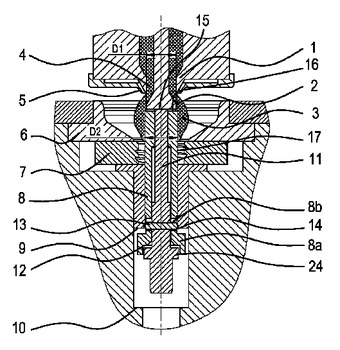 (もっと読む)
(もっと読む)
溶融樹脂塊供給装置

【課題】 圧縮成形用の雌型のキャビティまで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型のキャビティ内に確実に落とし込むことができる溶融樹脂塊供給装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイド9に対して振動を与える振動発生手段16を設けたことを特徴とするものであり、それにより溶融樹脂塊13が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型のキャビティ内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
溶融樹脂供給方法及び溶融樹脂供給装置
【課題】溶融樹脂の揮発成分が搬送手段の表面に付着することなく、溶融樹脂供給装置を長時間、安定して稼働すること。
【解決手段】圧縮成形機の溶融樹脂供給装置の押出機の押出ユニット4は、押出ノズル30の押出開口35cから溶融樹脂11を排出する。押出ノズル30の外周部には、冷却用ガスを噴出するエア噴出ノズル35を設け、押出開口35cから押出された溶融樹脂11の表面へ向けて、溶融樹脂11面を冷却用ガスによって冷却するようにした。
(もっと読む)
電子部品の樹脂封止方法
【課題】封止用樹脂の流れに因りボンディングワイヤに変形及び/或いは断線を生じ、更には隣のボンディングワイヤと短絡してしまうことを防止することができる電子部品の樹脂封止方法を提供する。
【解決手段】電子部品22を装着した基板21を上金型15に固定し、下金型7に形成されたキャビティ部10に樹脂材料37を樹脂材料投入装置30により配設し加熱溶融化して溶融樹脂とし、前記上金型15及び前記下金型7を型閉めすることにより、前記電子部品22を前記溶融樹脂に浸漬して樹脂封止する電子部品の樹脂封止方法であって、前記樹脂材料投入装置30に於いて、前記樹脂材料35を、前記下金型7の前記キャビティ部10と略同一の大きさを有する樹脂材料収容部33に配設し、加圧手段31により前記樹脂材料収容部33内に於いて均一に加圧し、振動手段により前記樹脂材料収容部33内に於いて略均一に分散し、前記樹脂材料収容部33を開放することにより、前記樹脂材料35を前記下金型7の前記キャビティ部10に収容する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.78〜2μmの電磁波(近赤外線)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3に近赤外線を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
インモールドのチップ取り付け
装置の方向に連続的に移動しているポリシートが、ポリを展性のある状態にするためにガラス熱温度の直下の温度まで加熱される。回路(例えば、RFIDチップ,EASチップ,トランスポンダ,IC)が、ポリシートへと配置され、好ましくは回路を傷めることなく回路をポリへと押し込む耐熱性の柔らかい(例えば、ゴム製の)ローラによって、ポリシートへと埋め込まれる。導電ストリップ又はワイヤを、回路に導通させるべく回路の接続点(例えば、導電バンプ)に整列するように、ポリシート上またはポリシート内に適用できる。好ましくは、導電ストリップ又はワイヤを切断して、切断されたワイヤの部位の間に非導電性の隙間を形成し、その隙間によって、回路の短絡を回避し、更に/或いは導電ストリップ又はワイヤを回路のアンテナとして機能できるようにして、チップストラップまたはタグを形成する。このようにして、ポリシートが、回路およびワイヤのための保護用のウーム又はシールドをもたらす。  (もっと読む)
(もっと読む)
成形体の製造装置および製造方法
【課題】 超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスで、三次元、薄肉、かつ大面積の形状でもって提供可能な、成形体の製造装置および方法を提供する。
【解決手段】 本発明の製造装置1は、樹脂溶融部21、樹脂送出部22および吐出部23とを有する、下金型100に溶融樹脂を塗布する手段2;溶融樹脂をプレスするプレス手段3;プレス手段3の前段に設けられ、溶融樹脂の塗布時に下金型100を加熱する加熱手段4;および下金型100を移動させる移動手段5;を備え、加熱手段4によって下金型100を加熱し、移動手段5によって下金型100を移動させながら、手段2によって被塗布面に溶融樹脂を塗布し、下金型100を移動させ、プレス手段3によって溶融樹脂をプレスして樹脂の形状を整えながら冷却し固化させ成形体を得る。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】樹脂封止成形時に用いられる樹脂材料41を金型(キャビティ空間部9)内に供給する際に、キャビティ空間部9内の樹脂材料41が樹脂流動を極力発生させないようにする電子部品35の樹脂封止成形装置50を提供することを目的とする。
【解決手段】本装置50に含まれる樹脂供給機構40に備えた供給部46において、樹脂トレイ42にはシャッター42Aが開く方向と垂直方向に開口したトレイ用のスリット部材42Bを備えると共に、スリット部材42Bの開口部分に投入された所要量の樹脂材料41をシャッター42Aが開くのと略同時にキャビティ空間部9内に供給するように構成されていることを特徴とする。
(もっと読む)
粉体の充填装置、粉体の充填方法、長尺磁石成形体、及び、マグネットローラ
【課題】長尺の成形体用の、溝状の金型であっても、全体に均一に粉体を充填することができる粉体の充填装置、及び、そのような充填装置を用いる粉体の充填方法、さらに、圧縮成形による成形体であって、均一な強度と特性を有する長尺磁石成形体、および、そのような長尺磁石成形体を有するマグネットローラを提供する。
【解決手段】金型内に充填された粉体を圧縮成形して成形体を形成する圧縮成形方法に用いる粉体の充填装置において、前記金型を載置する金型載置台と、該金型載置台の金型載置部の中心に対して対称となるように振動を与える加振手段とを有する粉体の充填装置。
(もっと読む)
フレキシブル銅張積層板の製造方法
【課題】本発明の目的は、接着剤を使用せずに、しわ(皺)のないフレキシブル銅張積層板を1工程で製造できるフレキシブル銅張積層板の製造製法を提供することにある。
【解決手段】一対の金属製加圧ロール1a、1bは帯状のポリイミド樹脂フィルム31の上下両面にそれぞれ帯状の銅箔21、22を重ね合わせて加熱押圧する。銅箔21、22は樹脂フィルム31の熱溶着により樹脂フィルム31へ溶着される。金属製加圧ロール1a、1bの入側に、下側銅箔22を案内して樹脂フィルム31に重ね合わせる下側ガイドロール群8b、9bと上側銅箔21を案内して樹脂フィルム31に重ね合わせる上側ガイドロール群8a、9aを配置し、両ガイドロール群及び加熱炉によって樹脂フィルム31と上下銅箔21,22を予熱する。
(もっと読む)
成形体の製造装置および製造方法
【課題】超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスで、三次元、薄肉、かつ大面積の形状でもって提供可能な、成形体の製造装置および方法を提供する。
【解決手段】製造装置1は、樹脂溶融部10と、流入した溶融樹脂を規定量で送出する樹脂送出部11と、樹脂送出部11から送出された溶融樹脂を被塗布面に上方から塗布する吐出部12と、金型131,132から主に構成されている。この装置1により成形体を得る方法は、(1)金型を昇温し、(2)樹脂溶融部において熱可塑性樹脂を溶融し、(3)溶融樹脂を樹脂送出部に貯留させ、(4)樹脂送出部に貯留した溶融樹脂を規定量で送出させ、(5)送出した溶融樹脂を吐出部を用いて下金型の被塗布面に上方から塗布し、(6)前記塗布された樹脂をプレスして樹脂の形状を整えながら冷却し固化させる工程を有する。
(もっと読む)
樹脂成形方法
【課題】 高い面精度や転写精度が要求される成形品を小さな射出圧力で成形することが可能であり、型締装置の荷重容量を低く抑えることができる樹脂成形方法を提供する。
【解決手段】 本発明の方法が適用される成形装置は、上型35と下型36を保持する竪型締装置30と、溶融樹脂を射出する射出装置10とを備えている。竪型締装置30によって型を開いた状態で、射出装置のノズル2を上型35と下型36の間に進入させ、その状態でノズル2から下型36の中への溶融樹脂の注入を開始する。溶融樹脂の注入の開始と同時にあるいはその後に、ノズル2の上下の型の間からの後退を開始し、ノズル2を上下の型の間から退避させた後、竪型締装置30により上型35と下型36を密着させて、樹脂を成形する。
(もっと読む)
ゴム製筒体の製造方法
【課題】ゴム製筒体の生産性、外観及び寸法精度を高めることができるゴム製筒体(ゴムホース)の製造方法の提供。
【解決手段】内型4の外周面を円錐台の側面から構成する。内型4の外周側に未加硫ゴム筒7を配置する。未加硫ゴム筒7に筒状の外型5を外嵌する。外型5の内周面を円錐台の側面から構成する。外型5に外型カバー6を外嵌する。外型5の小径側端部の中心軸方向の移動を内型4に対して規制する。加硫成形用の熱によって外型5を大径側に熱膨張させる。外型5が内側の未加硫ゴム筒7を内型4の外周面に押圧する。これによる加圧と加熱により未加硫ゴム筒7をゴムホース1に加硫成形する。
(もっと読む)
封止装置
【課題】装置の歩留り性を向上させると同時に、封止前の部品(被成形品)に樹脂バリ等の異物が付着することを防止して、封止精度を向上させる。
【解決手段】対向して開閉する第1、第2の金型21、22を用いて、被成形品90を樹脂2で封止する樹脂封止装置1において、前記被成形品90を第1の金型21へと供給し、樹脂封止された成形品を第2の金型22から取り出す構成とすることによって上記課題を解決する。
(もっと読む)
シート状構造体の賦形方法及び繊維強化樹脂
【課題】賦形作業中に、シート状構造体を構成する繊維の乱れを抑制することができるシート状構造体の賦形方法を提供する。
【解決手段】所定方向に繊維が配列されたプリフォーム11を、所定形状の型面13b,14b,15bを有する複数のクランプ装置13,14,15によって3箇所において把持する。次にプリフォーム11を把持された箇所の間において所定形状の押圧面16a,17aを有するプレッサ16,17で押圧しながら、プリフォーム11に不要な力が加わらないようにクランプ装置14,15をプリフォーム11の把持部の間隔が狭くなるように移動させる。その結果、プリフォーム11がプレッサ16,17の押圧面16a,17aに沿うように変形されて、プリフォーム11がプレッサ16,17の押圧面16a,17aと型面13b,14b,15bで押圧されて賦形が行われる。
(もっと読む)
密封ライナを圧縮成形するための垂直ホイール機械及び方法
予備成形密閉シェル内で密封ライナを圧縮成形するための装置は、予備成形密閉シェル(122)を順番に呈示するためのシェルローダー(141)、ライナ材料の注入物を予備成形シェルに入れるための金型注入物配置装置(132又は214)、及びローダーから順番に密閉シェルを受け取り、金型注入物を圧縮成形して密閉シェル内に密封ライナを形成するための垂直ホイール成形機械(30又は160)を含む。垂直ホイール圧縮機械は、好ましくは、水平軸線の周りに回転するように装着されたホイール(32又は160)、及びホイールの周りに配置された複数の角度的に離間した金型(72又は164)を含む。金型の各々は、好ましくは、第1の金型セグメント976又は166)、及び第1の金型セグメントの半径方向外側に配置された第2の金型セグメント(78)を含む。第1及び第2の金型セグメントの一方、好ましくは第2の金型セグメントは、予備成形密閉シェルを受け取るためのネストを含む。第1及び第2の金型セグメントの他方、好ましくは第1の金型セグメントは、ライナ材料の金型注入物に係合してそれをシェル内で圧縮成形するためのコア(80又は168)を含む。  (もっと読む)
(もっと読む)
圧縮成形機械
密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
圧縮成形機械は、軸線の周りの回転のために装着されたホイール(22)及び支持体の周りに配置された複数の角度的に離間した金型(52)を含む。金型の各々は、第1の金型セグメント及び第2の金型セグメントを含む。金型セグメントの少なくとも一方は、プラスチック物品を圧縮成形するための閉鎖位置と、金型から成形された物品を除去し、かつ金型に金型注入物を入れるための開放位置との間で他方の金型セグメントに対して移動可能である。金型注入物を金型に順番に入れるための装置(130)が提供される。  (もっと読む)
(もっと読む)
複合光学レンズとその製造方法
【課題】レンズとレンズ保持枠との密着力を強くすると共に、レンズの非球面部の形状を安定化させる。
【解決手段】複合光学レンズ1は、レンズ保持枠2に一体的に成形された第1のレンズ3と、該第1のレンズ3の少なくとも一方の光学面3aにて第1のレンズ3及びレンズ保持枠2に一体的に成形された、第1のレンズ3よりも大径の第2のレンズ4とを有する。
(もっと読む)
合成樹脂成形品の成形方法
【課題】 コンプレッション成形方法において、肉厚があって全体が均質な合成樹脂成形品を連続的に得ることが出来る合成樹脂成形品の成形方法を提供する。
【解決手段】 供給用上型103に対して下型210を押し当てながら閉型し、溶融された合成樹脂原料を供給用上型103の前記供給路1023を通じて下型210の開口部2101に供給して、この供給用上型103と下型210とにより閉型されて構成された型内空洞部CT1に前記合成樹脂を充填し、
その後、下型210を押し下げ、前記供給路1023に含まれる当該合成樹脂原料を引き伸ばし、所定量の成形用樹脂塊RXとなる部位Xにて引き千切り、
この引き千切られた成形用樹脂塊RXが盛り残された下型210を、成形用上型104に押し上げて閉型し、圧潰して成形する。
(もっと読む)
121 - 140 / 180
[ Back to top ]