
Fターム[4F204FF23]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給方法、装置 (285)
Fターム[4F204FF23]の下位に属するFターム
移送、ガイド (105)
Fターム[4F204FF23]に分類される特許
141 - 160 / 180
溶融重合・圧縮成形システム

【課題】 溶融重合手段(2)から連続的に吐出される樹脂を圧縮成形手段(4a、4b、4c及び4d)に連続的に供給することができることに加えて、溶融重合手段の作動を継続しながら圧縮成形手段の作動を停止せしめた場合にも、溶融重合手段から連続的に吐出される樹脂を無駄に破棄することなく有効に利用することができ、そして圧縮成形手段の作動を再開した場合には圧縮成形手段への連続的な樹脂の供給を直に再開することができる溶融重合・圧縮成形システムを提供する。
【解決手段】 所定圧力で連続的に供給することが必ずしも重要ではない付加成形手段(6)を付設し、圧縮成形手段への樹脂の供給における変動に応じて付加成形手段への樹脂の供給を適宜に制御する。
(もっと読む)
樹脂封止装置

【課題】 被成形品あるいは樹脂等に起因する種々の樹脂成形条件がばらついた場合でも、これらの変動を補って、品質のばらつきのない樹脂成形品を得ることを可能にする樹脂封止装置を提供する。
【解決手段】 被成形品の供給部(A)と、被成形品に搭載されている半導体チップの厚さを計測する被成形品の計測部(B)と、樹脂封止に用いる液状樹脂を被成形品に供給する樹脂供給部(C)と、液状樹脂が供給された被成形品を封止金型を用いて樹脂成形する樹脂成形部(D)と、樹脂成形された成形品の樹脂封止部の厚さを計測する成形品の計測部(E)と、成形品の収納部(F)と、これら各部の動作を制御する制御部とを備える樹脂封止装置において、前記制御部が、前記計測部(B)(E)により計測した結果に基づいて前記樹脂供給部(C)で被成形品に供給する樹脂量を調節する調節手段を備えていることを特徴とする。
(もっと読む)
長尺シート状成形品の製造方法
【課題】 複数のシートの接合部位における接合力に優れ、外観品質の良好な長尺シート状成形品を生産性良く製造することができる長尺シート状成形品の製造方法を提供する。
【解決手段】 金属粉体がマトリックスとしてのゴム等に配合された原料組成物を混練し、その混練物を予備圧延し、その予備圧延シートをサイドロールとトップロール12とで一次圧延することにより一次圧延シート14が得られる。得られた一次圧延シート14の後端縁部22に対して新たな一次圧延シート14の前端縁部21を突き合わせて二次圧延を行うことにより両者が一体化された二次圧延シート16が得られる。このとき、双方の一次圧延シート14の表面部は柔軟化され、内部は表面部より硬い状態にあり、シートの剛性を保持しつつ、双方の一次圧延シート14を融着できるようになっている。
(もっと読む)
シートモールディングコンパウンドの搬送装置及び搬送方法
【課題】 厚肉のSMCシートであっても蛇行せず、安定して搬送し、かつ、その表面を平滑に維持することのできるSMCの搬送装置及び搬送方法を提供する。
【解決手段】 SMCシート11を押圧しながら搬送するフィードロール1と全幅ニップロール5を有し、全幅ニップロール5はその表面に押圧時に扁平可能となるショアA硬度30〜55°の弾性体6がライニングされており、その幅は、SMCシート11の幅と同等であるか、それ以上の幅を有しているので、SMCシート11との接圧面積が拡がり、搬送時の摩擦力が確保できる。
(もっと読む)
多層スパウト及びその製造方法
【課題】機能性樹脂から成る中間層を有する多層スリーブが安定した姿勢でスパウト本体に装着され、且つ機能性樹脂層の端部からの前記樹脂の溶出、内容物のフレーバー低下、及び、衛生上に優れた多層スパウト及びその製造方法を提供する。
【解決手段】機能性樹脂から成る中間層2aを有する多層スリーブ2がスパウト本体1の内周面に装着されている多層スパウト100で、前記多層スリーブ2の少なくとも一方の端部が、前記スパウト本体1によって軸方向に埋設されており、機能性樹脂から成る中間層2aを有する多層スリーブ2をコア型10の外周面に装着する共に、キャビティ型20内に溶融樹脂塊30を配置し、次いで前記コア10型と前記キャビティ型20を相対的に移動して圧縮成形を行い、前記多層スリーブ2を前記スパウト本体1の内周面に装着することにより多層スパウト100が得られる。
(もっと読む)
燃料電池用セパレータの製造方法および燃料電池用セパレータの製造装置
【課題】 粉末状成形材料の充填量のバラツキをなくすとともに加圧成形後の厚みバラツキを低減する。
【解決手段】 黒鉛と熱硬化性樹脂とを混合した粉末状の成形材料121を、熱硬化性樹脂が溶融しない温度条件下において、成形型110の型外位置に配置した材料供給容器122内に供給するとともに供給された成形材料の表面を擦り切って平坦にする。材料供給容器内に供給された成形材料を加圧することによって成形材料圧縮体を形成する。材料供給容器内に形成された成形材料圧縮体を熱硬化性樹脂が硬化する温度よりも低い温度で加熱して熱硬化性樹脂の一部を溶融させることによって形状が保持された予備成形体を形成する。予備成形体を材料供給容器内から成形型に充填する。そして、予備成形体を成形型によって加圧成形するとともに熱硬化性樹脂が硬化する温度まで加熱して燃料電池用セパレータを得る。
(もっと読む)
プレス装置
【課題】
製品をプレスするプレス装置であって、製品をその中に導入する際に支持機構で製品を支持可能であると共にこの支持機構に対する製品の位置ずれが起きにくいような、プレス装置を提供することである。
【解決手段】
プレス装置システムが、熱板間で製品を支持する支持機構を備え、製品はプレス装置の外部から水平方向に送られて前記支持機構上に配置されるようになっており、支持機構は、製品がその上に載置される一対の無端ベルトと、一対の無端ベルトのそれぞれが該製品の送り方向に進退可能となるように無端ベルトが渡されるプーリとを有する構成として、上記問題を解決した。
(もっと読む)
被成形体を圧縮成形、熱調節、移送及び検査するための装置
所定量のペースト状プラスチックを供給するよう配置する押出手段(2)と、上記所定量を圧縮成形して被成形体(8)を得るよう配置する成形手段(6)を備える成形用カルーセル手段(7)と、上記被成形体を熱的に調節するための熱調節用カルーセル手段(9;109)を含む装置であって;カルーセル手段(11)と、上記カルーセル手段(11)によって支持し、上記カルーセル手段(11)に関して可動にして、被成形体(8)を移動させる搬送ユニット手段(12;101)と、上記被成形体(8)を熱的に調節するよう配置する熱調節手段(13)とを含み、該熱調節手段(13)を上記搬送ユニット手段(12;100)と関連させる装置。 (もっと読む)
重合体物品の圧縮成形ユニット及び方法
本ユニットは、順次作動しかつ一定の作動通路(P)に沿って駆動される、物品を成形する多数のプレス成形型(N)を備えた成形機と、作動通路(P)の側部に対して一定の位置に設けられ、各プレス成形型(N)に物品の少なくとも一つの構成部品(8)を供給する供給手段(20)とを有している。本発明によれば、各々それぞれのプレス成形型(N)と組合され、上記作動通路(P)に沿ってプレス成形型(N)と共に動く多数の装填手段(30)が設けられ、上記装填手段(30)は一度に一つの構成部品(8)を供給手段(20)からプレス成形型(N)へ移送するようにそれぞれのプレス成形型(N)に対して可動である。各装填手段(30)は、供給手段(20)から構成部品(8)を受取る把持ヘッド(31)と、供給手段(20)から構成部品(8)を受取る第1位置(E1)とこの構成部品(8)をプレス成形型(N)へ解放する第2位置(E2)との間でそれぞれのプレス成形型(N)に対して把持ヘッド(31)を動かす手段とを備えている。 (もっと読む)
シーティング装置
【課題】 形成するシートの形状を安定させ、材料残りやコンタミをなくすことによりシートの品質を高め、かつ形成されたシートの温度を低くすることができるシーティング装置の提供をすること。
【解決手段】 材料を供給するための材料供給部16と、前記材料供給部16から供給された材料を蓄積する材料蓄積部17と、前記材料蓄積部17に蓄積された材料を圧延するための材料圧延部18とを備え、前記材料蓄積部17に上方から材料を押し付けるための材料押し付け部材1を設けた。
(もっと読む)
圧縮成形機にドロップを強制挿入する方法及び装置並びに成形金型追従式ドロップ供給方法及び装置
【目的】 連続的に圧縮成形を行うに際し、押出し供給される溶融合成樹脂塊状体(ドロップ)を、回転可動する複数の圧縮成形金型へ連続的に精確かつ迅速に挿入する。
【解決手段】 成形品を成形するためのドロップを回転可動する成形雌型に連続供給する方法及び装置であって、押出し開口部から押し出される溶融状態の合成樹脂を、保持機構に付設された切断具で切断して定量のドロップとし、ドロップを保持機構により保持搬送して強制的に成形雌型凹部に挿入供給する。そのとき、回転式可動型ドロップ供給体上の保持機構を回転する成形金型に接近させ、一定の範囲において保持機構と成形金型の回転軌跡を一致せしめて、保持機構の移動を成形金型の移動に追従させる。 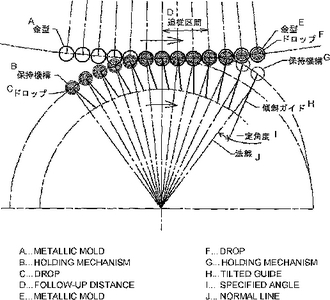 (もっと読む)
(もっと読む)
繊維複合材料構造要素および繊維複合材料構造要素を製造する方法
少なくとも互いに隣接しておりかつそれぞれ繊維構造(3、4)を備える第1および第2の部分要素(1、2)、および繊維構造(3、4)を埋設し、液体状態から異なる様態で固化する異なるマトリックスシステムを備える繊維複合材料構造要素が開示されている。2つの部分要素(1、2)の間の接続の安定性を増大させるために、第1の部分要素(1)のマトリックスシステムは、まず液化され、隣接する第2の部分要素(2)の領域に不規則に浸透し、他方第2の部分要素(2)のマトリックスシステムは、液化され、両マトリックスシステムが固化される。該不規則な境界面を埋設することは、増大した剪断強さを有する境界面(5)が生成するように互いに噛み合いまたは嵌め合いしたマトリックスシステムをもたらす。あるいは、第1の部分要素は、マトリックスシステム(103)によって塗らされていない繊維構造体(102a)で固結され、第2の部分要素(105)に接続される遷移領域(104)を残し、そして第2の部分要素(105)は、第2の部分要素(105)のマトリックスシステム(106)が第1の部分要素(101)の遷移領域に浸透してから、固結される。 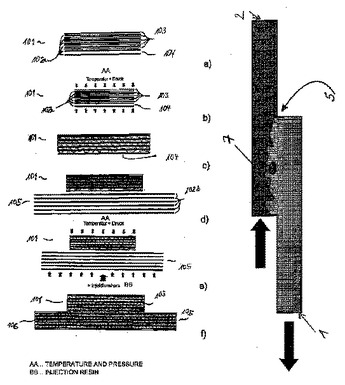 (もっと読む)
(もっと読む)
溶融樹脂の供給方法及びその装置、並びに供給された溶融樹脂による成形品の製造方法
【課題】 溶融樹脂が金型に着座前に経路部材に付着することを防止して、成形金型内での溶融樹脂の位置決め精度を向上させ、供給タイミングの遅れ等もなく正確に供給する。
【解決手段】 溶融樹脂25が着座前に通過する経路中に位置する溶融樹脂ガイドピン10やスロート部材、雌型等の経路部材に、振動付与装置27により振動の付与又はその表面に気層膜を形成することにより、溶融樹脂の前記経路部材への付着を防止しながら供給する。
(もっと読む)
タイヤプライを製造する方法
【課題】均一性がより高いタイヤ用プライコンポーネントを製造する。
【解決手段】コード間隔を調節可能なダイ20を用意する。ダイ20を所望のコード間隔になるように調節する。複数のコードをダイ20を通して引き出す。ゴムの流れを第1および第2のカレンダローラ62,64のバイトに送り、ゴムをカレンダにかけて所望の厚さにする。コードをゴムに連続して付着するように押圧し、補強されたゴムからなる連続したストリップを形成する。
(もっと読む)
VaRTM製造法による繊維強化樹脂成形物の製造方法及びその製造装置
【課題】分割注入によりモールドや成型品に加工を施すことなく成形できるVaRTM製造法による繊維強化樹脂成形物の製造方法及びその製造装置を提供する。
【解決手段】金属製のモールド1上に、分割された所定の厚さを持ち、断面方形状の樹脂供給通路3を形成したゴム状弾性シート2を敷設し、樹脂供給通路3には、複数の樹脂抽出孔4を備え、かつゴム状弾性シート2の表面と面一となるカバー部材5を着脱可能に装着し、このカバー部材5は、断面凹状の樋型に形成され、前記樹脂供給通路3とカバー部材5とで常温硬化型の反応樹脂材料Qが流通する中空部を区画形成するものである。中空部内の樹脂供給通路3の一端側には、反応樹脂材料Qを収容した供給タンクや供給容器等の供給手段6に接続する供給パイプ7を接続し、また樹脂供給通路3の他端側には、吸引ポンプ等のバッキューム手段8を接続する吸引パイプ9が接続される。
(もっと読む)
燃料電池セパレータの製造方法
【課題】通常のタブレット成形機によりタブレット形状に成形した材料を用い、通常の金型で均一な充填状態で燃料電池用セパレータを製造することができる燃料電池セパレータの製造方法を提供する。
【解決手段】炭素および樹脂を主成分とし、スパイラルフローが3cm〜100cmである材料をタブレット形状に成形した後、タブレット形状の材料を複数個金型に装入し、圧縮成形する。このとき、材料の成形は通常のタブレット成形機で行い、セパレータの圧縮成形は通常の金型で行う。
(もっと読む)
圧縮成形用ポリエステル樹脂及びその製造方法、並びにプリフォームの製造方法
【課題】 合成樹脂供給装置の搬送手段への樹脂の付着が有効に防止され、溶融樹脂塊の圧縮成形型への落下のタイミングのずれが生じることがなく、しかも押出機からの樹脂の吐出量を増加させることができると共に、押出機のトルクの過度な上昇もなく、生産性よく、圧縮成形によりプリフォームを成形性よく成形し得る圧縮成形用ポリエステル樹脂を提供する。
【解決手段】 固有粘度が0.70乃至1.00dL/g、分子量分布(Mz/Mn)が3.0以上であると共に、ジエチレングリコール含有量が2.3モル%以下であることを特徴とする圧縮成形用ポリエステル樹脂。
(もっと読む)
半導体チップの樹脂封止成形装置
【課題】従前の樹脂封止成形装置によれば、一対の圧縮成形用金型に対して一枚の基板を圧縮成形して樹脂封止する構成であるので、樹脂封止工程における生産性の向上を図るのには、どうしても限界があった。
【解決手段】本発明の装置1は、一対の圧縮成形用金型5に対して二枚の基板14に装着した所要複数個のチップ15を各別に且つ略同時に圧縮成形して樹脂封止すると共に、一対の圧縮成形用金型5(プレスユニット7)を所要数の連結した配置構成にすること特徴とする。
(もっと読む)
燃料電池用セパレータ、燃料電池用セパレータの成形方法及び成形装置
【課題】 良好な成形性を有し、かつ安価である燃料電池用セパレータを提供する。
【解決手段】 黒鉛と樹脂とを混合した粉末状の成形材料から、燃料電池用セパレータの上部面を含んでいる第1分割パーツ60と、燃料電池用セパレータの下部面を含んでいる第2分割パーツ70とを形成し、第1および第2分割パーツ60,70を接合して製造される燃料電池用セパレータ10である。第1分割パーツ60は、下部面に流路溝を構成することとなる凹部を有するように、加圧圧縮して予備成形されたプリフォームからなり、第1分割パーツ60を裏返し、第1分割パーツ60の上部面を、第2分割パーツ70の上部面に重ね合わせ、加圧圧縮して本成形することで、第1および前記第2分割パーツ60,70を接合しており、セパレータ10の上部面と下部面との間に、接合境界面19が介在している。
(もっと読む)
ポリベンゾイミダゾール成形体の製造方法および成形用金型
【課題】 前処理を施さないPBI粉末と同様に成形性に優れ、かつ品質の安定したPBI成形体が製造できる。
【解決手段】 中和洗浄後のPBI粉末に振動を加えながら減圧状態で乾燥し、室温以上に予め加熱された金型のキャビティ内に乾燥後のPBI粉末を投入する充填工程と、該充填後の体積よりも密になるように金型に第1次圧力を印加して、100℃以上、樹脂の2次転移点未満に加熱する予備加熱工程と、その温度を保持したまま、第1次圧力以上の第2次圧力を所定時間加え、次いで第1次圧力に戻した後にPBI樹脂の2次転移点以上にPBI粉末を加熱する加熱工程と、該加熱工程の温度を保持したまま第3次圧力を所定時間印加する加熱加圧工程と、金型のキャビティ内の温度を連続的に降下させるとともに、その温度降下が開始された後に第3次圧力を段階的に降下させる降熱降圧工程とを有する。
(もっと読む)
141 - 160 / 180
[ Back to top ]